- Из чего и как делают масштабные автомобильные модели
- Купить Автолегенды
- Танки мира
- Литьевой способ изготовления модели
- Грунтовка и покраска
- Кузов из композитный материалов.
- Изготовление мастер модели.
- Изготовление матрицы.
- Выклейка кузова.
- Окраска.
- Кузов из стеклопластика, изготовленный по каркасу автомобиля.
Из чего и как делают масштабные автомобильные модели
 Масштабные модели автомобилей давно пользуются популярностью не только у детей, но и у взрослых. Они служат игрушкой, украшением интерьера и занимают достойное место в коллекциях. Первые модели появились в Нюрнберге (Германия) в начале двадцатого столетия. Именно в этом городе их стали выпускать частные мастерские и маленькие фирмы. Серийного производства еще не было, и каждая машинка изготавливалась вручную.
Масштабные модели автомобилей давно пользуются популярностью не только у детей, но и у взрослых. Они служат игрушкой, украшением интерьера и занимают достойное место в коллекциях. Первые модели появились в Нюрнберге (Германия) в начале двадцатого столетия. Именно в этом городе их стали выпускать частные мастерские и маленькие фирмы. Серийного производства еще не было, и каждая машинка изготавливалась вручную.
Ручной труд всегда ценился, поэтому стоимость изделий была высокой и приобрести модель автомобиля могли только люди, имеющие солидный достаток.
Интерес к масштабным моделям стал очень быстро проявляться не только в Германии, но и за ее пределами. Спрос к уменьшенным копиям заставил производителей совершенствовать технологию изготовления, тем самым снижая их стоимость.
В 1914 году Соединенные Штаты Америки стали первой страной, которая поставила выпуск масштабных моделей на конвейер. Это была фирма.
Купить Автолегенды
У нас вы можете купить пропущенные старые выпуски журнала Автолегенды
Для производства масштабной модели автомобиля Ford T использовались пресс-формы, которые заливались оловом.
Сборная модель 1:16 Автомобиль Ford T модель 1912 года

Это дало возможность производить большое количество моделей при минимально возможной себестоимости.
Технологией изготовления масштабных моделей было предусмотрено использование для литья сплава свинца и олова, но в дальнейшем производстве он был заменен на сплав цинка. В настоящее время каждая страна по-своему называет сплав меди, алюминия, цинка и магния, которые используются в производстве моделей автомобилей. Например, в Англии ему дали название «mazac», а в США – « zamac».
Танки мира
Купить журнал «Танки мира». Полная коллекция «ТАНКИ МИРА», это 41 журнал с моделями боевой техники в масштабе 1:72!
Для изготовления прозрачных стекол в середине двадцатого века стали использовать пластик. С каждым годом модели становились все более детализированными: появлялись вращающиеся колеса, подвеска делалась из пружины, стали открываться капот, двери и крышка багажника. Автомобильчики приближались к полной копии своих прототипов.
Сегодня производители вместе с использованием сплава «zamac» для литья модельных машин применяют сплав, в котором присутствуют цинк, алюминий и медь (ЦАМ). Широкое применение находит жесть, пластмасса и резина.
Прежде чем мы увидим в продаже ту или иную модель автомобиля, он проделывает долгий путь от решения фирмы заняться выпуском такого изделия и до его отгрузки с завода -изготовителя в торговую точку.
Для того чтобы начать разработку и производство моделей, компания, принявшая решение этим заниматься, обращается на завод, где делают оригинальные автомобили, за покупкой лицензии на изготовление масштабных моделей. Затем к работе приступают конструкторы и на основании чертежей реального авто создают свои, но только уже уменьшенные в определенном масштабе. Мастер-модельер из узлов, агрегатов и кузовных деталей производит сборку опытного образца, который послужит основой для снятия пресс-формы. До начала серийного производства рассмотренный период является самым длительным на пути автомобильной миниатюры к рукам покупателя.
Как только формы подготовлены — их направляют на завод, который займется массовым производством изделий. Сделать такую модель можно двумя способами: литьевым и гальванопластики.
Литьевой способ изготовления модели
Литьевой способ заключается в том, что изготавливается неразъемная разовая форма. В металлическую пресс-форму запрессовывают специальный модельный состав, который затвердевает, и из него получаются отдельные детали будущего авто. Затем применяемый состав удаляют, выплавляя его в горячей воде. Оболочки, которые получились, подвергают прокаливанию при температуре около 1000°С и заливают в них металл. Полное название такого способа изготовления – литье по выплавляемым моделям.
Масштабные модели литьевые



С его помощью получаются сложные по форме отливки, масса которых составляет от нескольких грамм до нескольких килограмм. Толщина стенок отливок от 5 и более миллиметров. Чистота поверхности соответствует 4-6 классу. Преимуществом этого способа литься является высокая точность размеров по сравнению с другими методами производства.
При литье по выплавляемым моделям достигается максимальное приближение размеров отливок к готовой детали. Это способствует значительному сокращению механической обработки отливка и за счет этого снижаются затраты на производство готового изделия.


При изготовлении изделий способом литья под давлением пресс-форма заполняется расплавленным сплавом. Сжатый воздух и поршень создают давление порядка 7-20 МПА. При таком способе скорость охлаждения увеличивается, снижается вероятность образования дефектов внутри изделия. В то же время повышается риск повреждения детали в момент извлечения ее из формы.
Если изделие изготавливается путем получения слоя металлических осадков на поверхности формы при электролитическом осаждении металла, то этот способ называют гальванопластикой. Для такого производства используются специальные гальванические ванны. Способ удобен для производства хромированных деталей и сложных элементов, в которых нужно добиться равномерной толщины металла.
Известно, что сплавы из цинка имеют свойство естественного старения, поэтому для исключения этого применяется обжиг.
Грунтовка и покраска
Дальнейший технологический процесс предусматривает грунтовку и покраску изделий. Для нанесения надписей и логотипов применяют деколи или тамповку. При деколи изображение переводится на поверхность детали под воздействием температуры или механического усилия. Это хорошо тем, что при отсутствии надобности изображение легко снимается, не повреждая поверхности модели. Тамповка – это такой способ, когда силиконовая пластина окрашивается чернилами для переноса изображения с гравированной металлической пластины на корпус изделия. Глубина оттиска составляет всего лишь один микрон. Рисунок, нанесенный таким способом, проникает во внутренний слой краски, и удалить его без повреждения модели невозможно.
Для изготовления пластиковых деталей также используется литьевой метод.
Заканчивается технологический процесс сборки масштабного автомобиля комплектованием кузова всеми необходимыми деталями. Готовое изделие укладывается в продажную коробку и отправляется в торговые точки.
Источник статьи: http://models-shop.ru/iz-chego-i-kak-delayut-masshtabnye-avtomobilnye-modeli
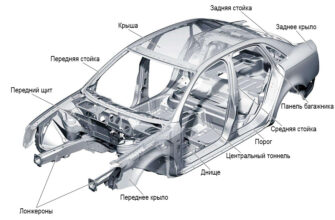
Кузов из композитный материалов.
С помощью стеклоткани или стекломатов можно создать любую и даже очень сложную форму кузова автомобиля. Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
Изготовление мастер модели.
Прежде чем начать создавать мастер модель, оцените имеющийся подручный материал: ДСП, пластилин, пенопласт, глину, алебастр, гипс. Если есть поблизости глина и песок, можно начинать с них, но наилучшим материалом является скульптурный пластилин. Любые твёрдые поверхности, как застывший гипс или алебастр Вы будете часами шлифовать и спиливать, а пластилин нужно всего лишь поскоблить шпателем или скребком. 
Перед началом работ необходимо выровнять площадку. Настил должен быть выровнен по уровню и чем точнее, тем вернее получится мастер модель. На настил устанавливают раму с колесами, а к ним крепится каркас будущего кузова. Каркас изготавливается из любых подручных материалов- фанера, ДСП, пенопласт, монтажная пена. Не забываем уменьшить размер каркаса и оставить место для нанесения пластилина.
Для того чтобы не перекосить кузов в двух взаимно перпендикулярных плоскостях, изготовьте два шаблона. Один с чертёжными размерами вида сверху, другой вида спереди (сзади). Для более точного выравнивания каркаса по высоте используйте гидроуровень.
Далее обмазываем каркас пластилином и формируем будущий кузов автомобиля. Перед Вами широкое поле деятельности: пластилин позволяет срезать слои и образовывать любую поверхность. Заготовьте шаблоны на все криволинейные сечения поверхностей, капот, крыша, двери, облицовка радиатора и т. д. Кроме того, хорошо иметь ровную рейку длиной 3,5…4 м с сечением 20х30 мм. Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей. 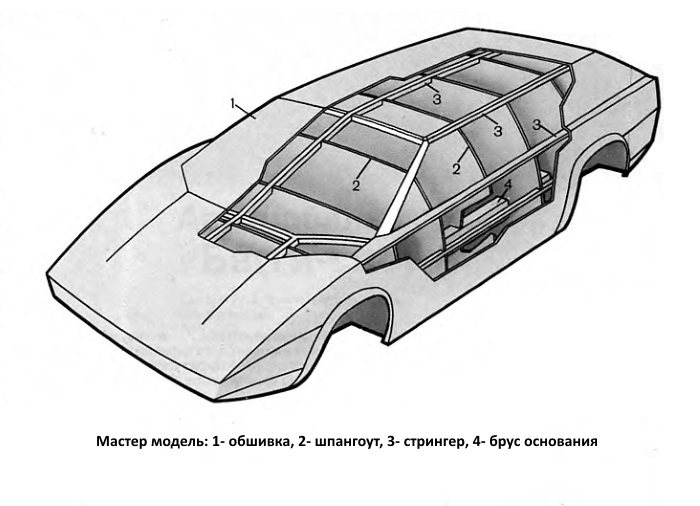
Если Вы используете стёкла от серийного автомобиля, а не делаете их на заказ, то установите стёкла на мастер модель. Стекло смачивают водой и устанавливают на мастер модели по предварительно сделанной разметке, которая переносится с чертежа будущего автомобиля на мастер модель.
Так же следует поступить и с серийными приборами освещения, ручками дверей и т.д. по списку, если Вы не собираетесь их изготавливать самостоятельно или делать на заказ. Это позволит избежать многих ошибок проектирования и убережет будущий кузов от многочасовых подгонок нестыкующихся деталей.
Закончив изготовление мастер модели, выверив все ее поверхности и линии, приступают к подготовке ее для изготовления кузова или матрицы. Сделав качественную мастер модель, лучше сделать матрицу, а по ней выклеивать кузов (один, два и более). Стеклопластик позволяет получить качественную поверхности кузова без последующего шлифования.
Прежде чем изготавливать матрицу, необходимо хорошо подготовить поверхность, так как любой выступ и любая впадина точно отобразятся на внутренней поверхности матрицы, а затем и на внешней поверхности кузова. Выровнять поверхности на мастер модели проще, чем на кузове автомобиля, да и лучше эту работу выполнить один раз, а не для каждого экземпляра кузова.
Если Вы изготовили мастер модель из пластилина, то нужно нанести разделительный слой и приступать к выклейке матрицы. Если же мастер модель изготовлена из глины, гипса или алебастра, то необходимо покрасить мастер модель, зачистить и отполировать. После этого необходимо нанести разделительный антиадгезионный слой, для облегчения снятия готовой матрицы. Для получения такого слоя применяют целлофановые, полиэтиленовые, полиамидные и другие полимерные пленки, а также пленкообразующие растворы или полировальные пасты и мастики, которые после высыхания образуют на поверхности тончайшую пленку антиадгезионного слоя.
Вот несколько рецептов самодельных составов для разделительного слоя:
- 2 части воска и 1 часть скипидара. Воск растапливают на водяной бане, затем снимают с огня и вливают скипидар. Проверьте качество состава, если высохший слой можно отполировать, то состав подходящий, в противном случае добавьте скипидар.
- 30% парафина, 30% бензина и 40% мыльной воды
Изготовление матрицы.
Мастер модель готова, приступаем к изготовлению матрицы.
Нам понадобится следующий инструмент:
- Ножницы для раскроя ткани или матов;
- Шпатели различной ширины;
- Кисти с жесткой щетиной;
- Резиновый ролик для прикатки;
- Банки и противни для смолы.
Смолу приготавливают небольшими порциями, так как время до начала отверждения и потери клеящих свойств 40-60 мин. Поэтому Обычно берут 1-2 кг смолы. Смолу готовят согласно инструкции, но предварительно нужно проверить состав на небольшом куске стекломата или стеклоткани, так как клеящие свойства зависят не только от состава и качества смолы, но и от способа соединения слоёв, перемешивания, температуры, влажности окружающей среды и других причин.
Сначала на готовую поверхность наносят, так называемый, декоративный слой (смолы 50% и алюминиевой пудры 50%) толщиной 1 мм и дают ему загустеть до такого состояния, чтобы следы смолы не оставались на пальце («до отлипа»). После этого наносят тонкий слой жидкой смолы и накладывают стеклоткань. Ее прокатывают роликом и обрабатывают жесткой кистью, следя за тем, чтобы не образовывались воздушные пузыри.
Если все же они возникают, то, прорезав пузырь ножницами, «прибивают» его кистью, смоченной смолой.
К первому слою сразу же прикладывают второй спой ткани и «прибивают» его, как и первый. Ни в коем случае нельзя проводить кистью по ткани, так как кисть может потащить за собой ткань и испортить работу.
Если матрица изготавливается из элементов: крылья, двери, капот, крыша, то матрицу нужно сделать разъёмной. Для начала размечаем линии разъёма матрицы, в дальнейшем они станут швами на кузове автомобиля, далее монтируем опалубку разъёма. Делается она из металла, картона или фанеры. В пластилиновую мастер модель опалубка просто втыкается по намеченным линиям, а с твёрдой мастер моделью из глины, гипса или алебастра поступают иначе.
Наклеивают 2-3 слоя стеклоткани на всю мастер модель. Затем, как и на пластилиновой мастер модели, намечают линии разъема матрицы. Разметку следует проводить после полной полимеризации смолы. Затем подготавливают полосы, шириной 80- 100 мм. из металла, фанеры или картона. Один край будущей опалубки вырезают так, чтобы он повторял контуры плоскости, так как его нужно будет ввести в разрез, сделанный для разъема. На полосы наносится, упомянутый выше, разделительный слой. Ножовкой или «болгаркой» разрезают уложенные слои, вводят в зазоры полосы опалубки и дальше проводят выклейку по выше указанной технологии . При раскрое стеклоткани учитывается припуск на плоскости разъема.
Затем, уложив пять-шесть слоев на предыдущие, укрепляют плоскости разъема деревянными брусками. Для этого брусок и отбортованные плоскости стеклоткани попарно смазывают смолой и затем их скрепляют гвоздями, после полной полимеризации смолы борта сверлят и скрепляют болтами и гайками М6 или М8. 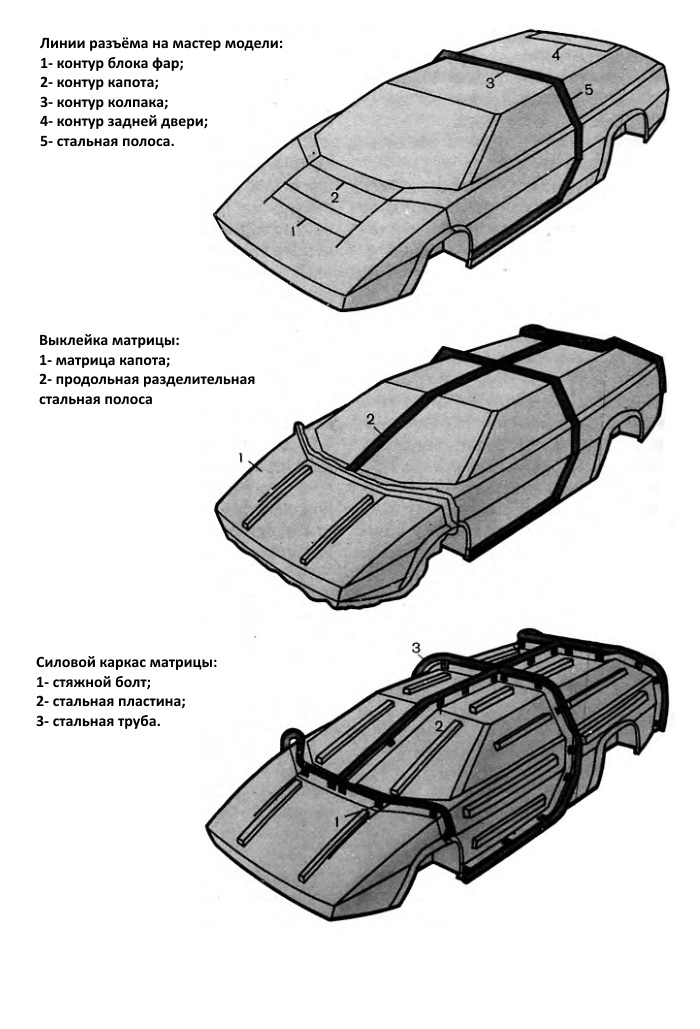
Для предотвращения «игры» поверхностей, опалубку укрепляют брусками или накладывают ребра жесткости в виде жгутов стеклоткани, пропитанной смолой. После полимеризации смолы матрицу с мастер модели снимают.
Если разделительный слой был уложен равномерно и без пропусков, элементы матрицы будут сниматься без значительного усилия, нужно только ввести острый предмет в места разъема — отделить кромки стеклоткани от стальных полосок и руками потянуть на себя снимаемый элемент матрицы.
Оголив всю мастер модель проводят контрольную сборку матрицы, затем разбирают ее на элементы.
Выклейка кузова.
Элементы матрицы кузова очищают от разделительного слоя, оставшегося на внутренней поверхности. Затем внутреннюю поверхность шпатлюют и полируют.
Если на внутренней поверхности имеются большие раковины, то шпатлевку лучше производить эпоксидной смолой с наполнителем. Выступы снимают грубым напильником (стеклопластики хорошо обрабатываются), а затем поверхность шлифуют.
Внимательно осмотрев поверхность и убедившись, что на ней нет изъянов, наносят разделительный слой, при этом стараются сделать его как можно тоньше. Разделительный слой обязательно надо отполировать, так как какая поверхность получится на внутренней стороне матрицы, такой же будет и внешняя сторона готовой детали.
На разделительный слой наносят декоративный слой смолы, выдерживают его. Затем наносят жидкий слой, укладывают и прикатывают стекломат или стеклоткань так, чтобы не образовывалось пузырей; первый слой — лицевой слой. Обработав кистью со смолой первый слой, прикатывают второй, за ним — третий и т. д.
Рекомендовать количество слоев трудно, так как толщина композита зависит от толщины стеклоткани. Для того чтобы определить требуемую толщину, лучше всего провести эксперимент на небольших размеров образце. Однако менее 3 мм слой не делают! При использовании кевлара толщина слоя может быть 0,5…1,5 мм.
Уложив последний слой стеклоткани, тщательно прикатывают его резиновым валиком или пропитывают смолой с помощью кисти. После полной полимеризации смолы деталь вынимают из матрицы.
Следует учесть, что избыток смолы приведёт к деформации детали. Опытные мастера советуют наносить новый слой только после полимеризации предыдущего и его зачистки наждачной бумагой.
Если нет времени ждать полимеризации каждого слоя, попробуйте воспользоваться технологией, используемой на промышленном производстве. Деталь, вместе с матрицей помещают в мешок из тонкой мембраны и откачивают воздух. Мембрана плотно обжимает каждый изгиб детали и выдавливает излишки смолы. В таком виде деталь оставляют до полной полимеризации смолы.
Окраска.
Стеклопластик хорошо окрашивается как синтетической, масляной красками, так и нитрокраской. Для этого нужно только обезжирить наружную поверхность, зачистить ее наждачной бумагой, положить один слой грунта, а по нему производить окраску.
Можно предложить и другой метод. В эпоксидную смолу надо добавить 2-3% анилинового красителя. Прежде чем приступить к выклейке панелей с такой смолой, надо выполнить в порядке эксперимента операции окраски на отдельном куске стеклоткани и смолы, так как краска может изменить свой цвет при внесении ее в смолу.
Для первого декоративного слоя следует применять состав: 100 массовых частей смолы ПН-1, 6 частей инициатора и 8 частей ускорителя. Этот слой не только создает блестящую поверхность. но и защищает стекпонаполнитель от воздействия влаги и химикатов.
Окрашенный кузов шлифуют водостойкой мелкозернистой шлифовальной бумагой, полируют пастой или жидкостью для обработки кузова автомобилей.
Кузов из стеклопластика, изготовленный по каркасу автомобиля.
Некоторые конструкторы пришли к выводу, что для изготовления одного образца делать матрицу нецелесообразно.
Существует метод выклейки панелей кузова непосредственно по мастер модели без изготовления матрицы. Было замечено, что стеклоткань, пропитанная смолой и хорошо прикатанная к поверхности мастер модели, повторяет ее рисунок с учетом всех линий кузова. Если при этом последний (наружный) слой сделать декоративным, то фактически готова форма кузова автомобиля, и при соответствующей шпатлевке имеется возможность из этой заготовки изготовить кузов автомобиля. Удалив из внутренней части скорлупы оставшиеся части мастер модели, можно разрезать получившийся кузов на элементы, подклеить к ним той же смолой внутренние декоративные и несущие элементы и установить все на раму автомобиля. При таком изготовлении кузова требуется тщательно наложить каждый слой ткани и проверить поверхности на блики. При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске.
Данная статья была подготовлена по материалам книги «Я строю автомобиль» В. Захарченко и И. Туревский изд. «Машиностроение» 1989 г.
Источник статьи: http://takdelayut.ru/avto/kompozitniy_kuzov.html