- Замена вкладышей без снятия двигателя!
- Как заменить вкладыши, не снимая двигатель?
- Порядок замены и маркировка вкладышей
- Когда необходима замена вкладышей коленвала?
- Провернуло вкладыши: что это значит и почему их проворачивает?
- Основные причины проворота
- Отличие коренных вкладышей от шатунных
- Подбор вкладышей коленвала
- Подбор коренных вкладышей
- Подбор шатунных вкладышей
- Ремонт коленчатого вала, блока и шатуна двигателя КамАЗ
Замена вкладышей без снятия двигателя!
Бесперебойная работа силового агрегата зависит от исправности каждого отдельного элемента. Если в ходе его функционирования замечен характерный металлический стук, то причиной этого обычно становится износ или проворачивание верхнего/нижнего элемента скольжения. Замена вкладыша двигателя в этом случае проводится быстро, чтобы обезопасить мотор от капитального ремонта.

Как заменить вкладыши, не снимая двигатель?
Чтобы замена вкладышей прошла успешно, вовсе не обязательно демонтировать мотор. Если вас уверяют, что добраться до них, без снятия и вытаскивания движка из капота нереально, срочно меняйте автосервис. Но одно условие обязательно учитывайте — коленвал (КВ) не должен быть изношен. В противном случае без извлечения движка и полной разборки не обойтись!
Без демонтажа силового агрегата легче поменять шатунные вкладыши, сложнее — коренные. Для последнего случая надо ослабить крепления и отпустить коленвал на 10-15 см. Хотя есть и другой способ, перенятый нашими дедами ещё у судовых мотористов. Выталкиваются коренные подшипники скольжения с помощью мягкой заклёпки или болта, который вставляется в нужный проход для смазки и вращается по часовой стрелке. Главное — размер алюминиевой вставки должен быть чуть меньше отверстия и не царапать коленчатый вал.
После снятия полуколец следует в обязательном порядке оценить их состояние. Если видимых задиров и повреждений нет, можно обойтись простой заменой. Однако при сильной потрёпанности, шлифовка КВ обязательна. Поэтому придётся снимать его с креплений, а для этого — вытаскивать мотор.
Подробнее про оценку состояния:
- ямки или карманы — усталостный износ;
- царапины и въевшаяся грязь — некачественное моторное масло;
- истёртая поверхность — недостаточное количество смазки;
- фаски на кромке — конусность шеек.
Порядок замены и маркировка вкладышей
Ниже приводится инструкция для самостоятельной работы. Замена вкладыша двигателя пройдёт быстрее и легче, если последовательно выполнять её.
- Поставить автомобиль на ремонтную яму. Снять защитную накладку силовой установки, если она присутствует. Поставить домкрат под одно из ведущих колёс. Обязательно слить моторное масло.
- Убрать выхлопные штаны и другие узлы, которые мешают работе снизу. Открутить также подвесы, соединяющие мотор с КПП. Ослабить цепь распредвала, демонтировать стартер, а на некоторых автомобилях — и балку.
- Вывернуть болты, гайки, шпильки масляного поддона.
- Вращая колесо, перевести шатуны в наиболее удобное положение для отвинчивания болтов. Они затянуты силой примерно в 3 кг, поэтому надо подобрать соответствующий инструмент (как правило, головка подходящего размера с удлинителем). После срывания шпилек, можно продолжать их откручивать уже рукой.
- Снять полукольца вместе с крышками шатуна, потянув вниз. Обязательно проверить состояние внутренних поверхностей полуколец.
- Вытащить коренные подшипники, используя толкатель — болт подходящего размера или заклёпку.
- Поставить новый комплект полуколец, затянуть и собрать всё в обратной последовательности.
Для быстрого монтажа полуколец, шатун полностью приподнимается вверх, убирается в сторону и опускается. Теперь работе ничего не помешает, элемент скольжения можно вставить быстрее. Затем шатун ставится на своё место.
Болты фиксаторов важно плотно затягивать, чтобы они не ослабли после длительного пробега автомобиля и не вызвали неисправность — например, проворачивание. Для этого затяжка осуществляется под конкретный момент:
Маркируются шатунные вкладыши цифрами прямо на головке. После начальной шлифовки КВ устанавливаются подшипники размером 0,25 мм. После второй — 0,5 мм, а после третьей — 0,75 мм. Самый последний размер — 1-сантиметровый. Дальше уже обрабатывать коленчатый вал не имеет смысла.

Чтобы замена вкладышей коленвала не снимая коленвал удалась, рекомендуется доверить подбор деталей специалисту. Он грамотно вычислит размер и не придётся заново переустанавливать детали.
Когда необходима замена вкладышей коленвала?
КВ двигателя испытывает большие нагрузки. Чего только стоит одна вибрация на оси, неизменно возникающая при работе КШМ. Понятно, что подшипникам скольжения тоже достаётся, ведь они принимают удар первыми.
- Физический износ — основная причина, когда нужна замена вкладыша двигателя. Поверхности деталей истираются, увеличивается люфт и вибрации. Естественно, что в таких условиях мотору грозит опасность стука.
- Проворачивание — причина вторая. Подробнее об этом написано ниже.
Таким образом, замена вкладышей требуется в нескольких случаях. О проблемах можно судить по различным признакам. Например, по отсутствию или наличию внутри смазки абразива. Также симптомом износа полуколец становится малый натяг во время установки крышки шатуна.
Что касается факторов, которые приводят к износу или проворачиванию:
- грязный или чересчур вязкий лубрикант — примеси и частички абразива снижают свойства смазки, да и в целом её чистота является одним из ключевых правил профилактики;
- постоянные перегрузки ДВС — нельзя долго ездить на высоких оборотах, время от времени надо делать паузы, сбрасывая скорость до 80-90 км/ч;
- неправильная установка полуколец во время предыдущего ремонта — как правило, это происходит из-за слабого натяга (недостаточного фиксационного момента), поэтому затяжка должна проводиться с помощью динамометрического ключа.

Провернуло вкладыши: что это значит и почему их проворачивает?
Проворачивание вкладышей двигателя — это изменение их положения относительно шейки коленвала или блока. Как и говорилось выше, это вызывается колоссальными нагрузками, которым подвержены детали. Сдвиг подшипников со своего места сразу же отрицательно сказывается на поступлении масла. Давление его ухудшается, начинается голодание и силовой агрегат разрушается. А всё потому, что полукольца оснащаются отверстиями, которые должны чётко совпадать с каналами для прохода смазки.
Основные причины проворота
Известно несколько причин, вызывающих проворот элементов:
- банальный износ — истираются торцевые части подшипников скольжения (опорные бурты, упоры, усики), которые более не способны удерживать детали на одном месте;

- слабая, неправильная фиксация крышек — полукольца должны затягиваться с определённым моментом, указанным в паспортных данных.
Ну и конечно, это возникает из-за нарушения расчётных условий работы самих подшипников скольжения. Другими словами, по причине большой и неравномерной нагрузки. Особенно часто такое случается с полукольцами со слабым натягом.
Проворот деталей скольжения грозит большими неприятностями, поэтому требует срочного вмешательства. Наиболее опасен сдвиг коренных подшипников. В этом случае силовому агрегату однозначно понадобится дорогостоящий капремонт.
Примечательно, что когда проворачивается шатунное полукольцо, его просто обновляют. Однако делать так неправильно — потому что ресурс сопряжённой пары шатун-шейка в этом случае сокращается практически на 70%. Поэтому надо заменять и сам шатун, в котором часто можно обнаружить поломанный замок. А наиболее оптимальным способом ремонта считается расточка коленвала и замена вкладышей в комплекте, вместе с шатунами.

Отличие коренных вкладышей от шатунных
Коренные полукольца сидят в нижней полости БЦ. Они также расположены в отдельных постелях, как и шатунные. Их предназначение — способствовать плавному вращению коленвала и служить опорами для него при укладке последнего в БЦ силового агрегата. Соприкасаются они непосредственно с коренными шейками. На 4-цилиндровых двигателях используют обыкновенно 5 коренных подшипника скольжения. Они оснащаются канавками и отверстиями для лучшего подвода смазки.
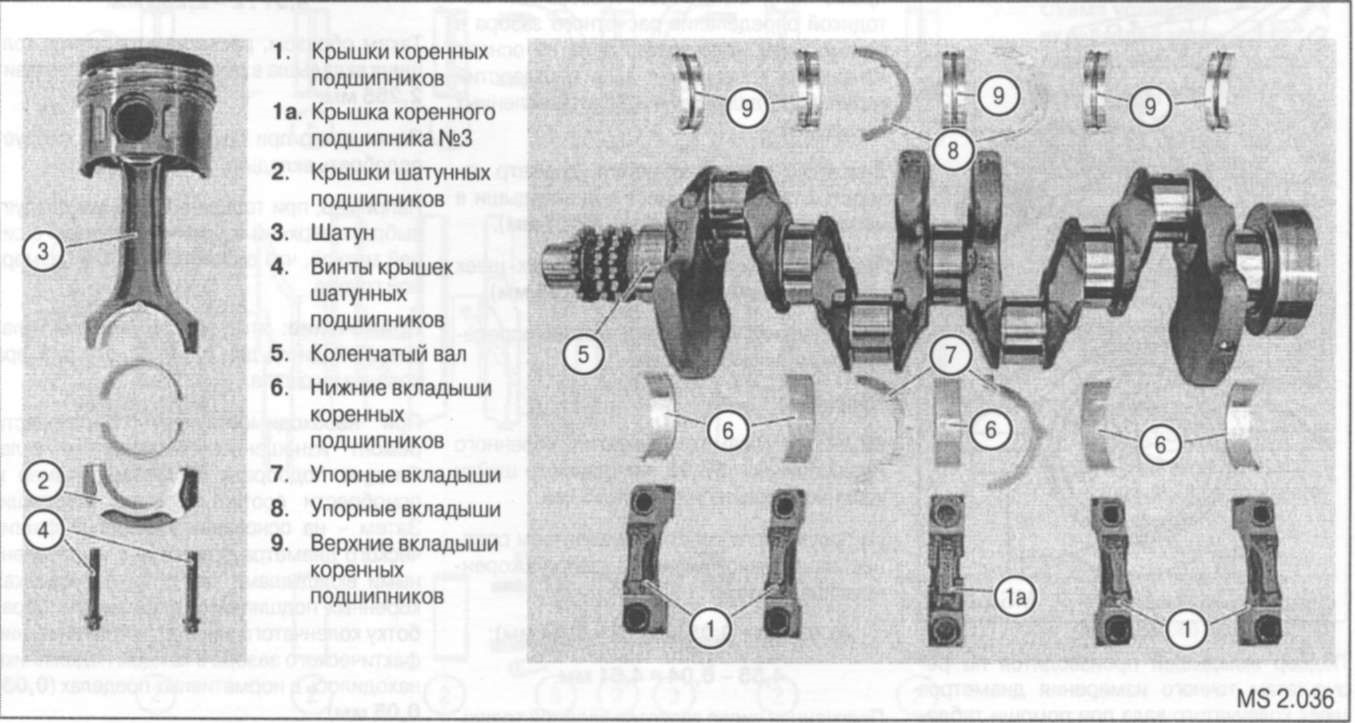
Шатунные вкладыши устанавливаются в самой нижней части поддона. Они запрессовываются в крышки шатунов (головки). Крепятся на шатунных шейках. По сравнению с коренными полукольцами, имеют более простую конструкцию.
Специалисты и опытные водители умеют отличать износ коренных и шатунных подшипников скольжения по звуку:
- коренные стучат глухо, слышен металлический лязг — обычно при резком ускорении или на холостых оборотах;
- шатунные — почти также, но звук идёт намного резче, а частота шума увеличивается при повышении оборотов.
Подбор вкладышей коленвала
В большинстве случаях подбор доверяют специалисту. Но изучив подробно информацию, удастся сделать это и своими силами. Помимо того, что надо совмещать запчасти с моделью автомобиля, учитывается и общее состояние КВ.
Подбор коренных вкладышей
Несколько полезных рекомендаций по подбору на новый КВ, когда проводится замена вкладышей коленвала:
- лучше покупать коренные элементы того же цвета, что и штатные (использованные, старые);
- обязательно проверять маркировку прямо на валу.
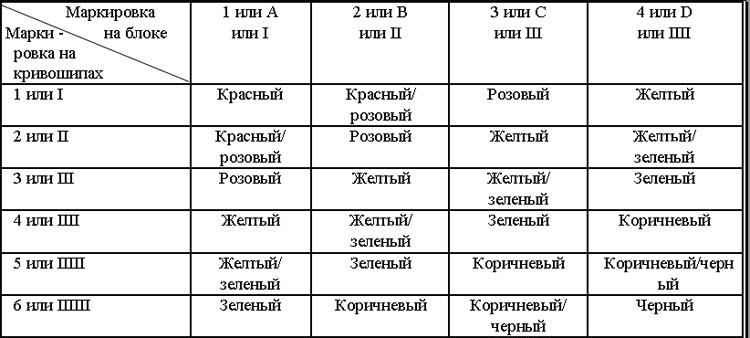
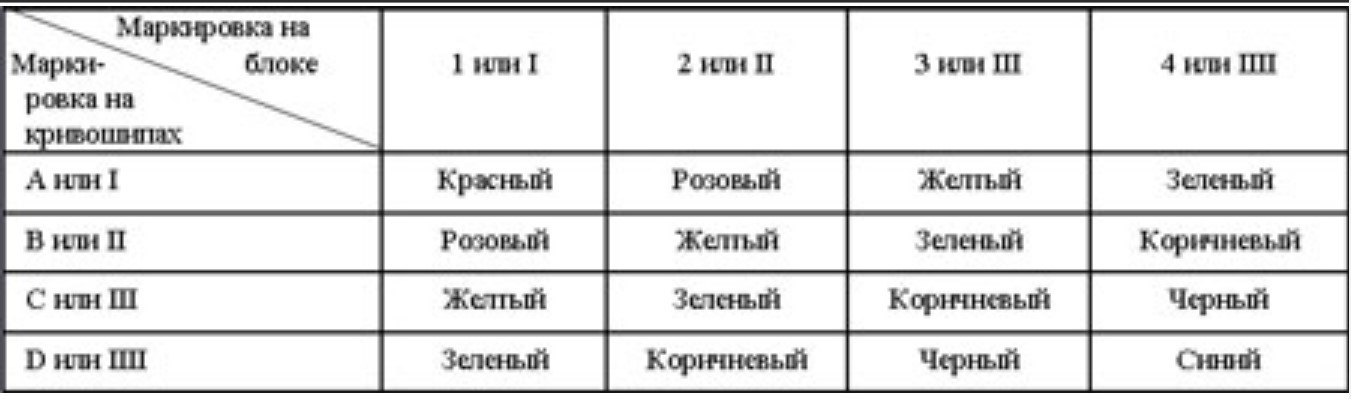
Для коренных подшипников выпускается специальная идентификационная цветовая карта подбора. К примеру, для 4-цилиндрового двигателя используется маркировка, нанесённая на БЦ и сборку КВ. Если помечено С3, то устанавливать можно элементы жёлтые и зелёные. Подробнее про цвета на картинке ниже.
А это идентификационная карта для 6-цилиндровых движков.
Подбор шатунных вкладышей
И здесь, если КВ новый, подшипники скольжения подбираются по схеме. Если цветовой код утрачен, надо смотреть маркировку на крышках шатунов.
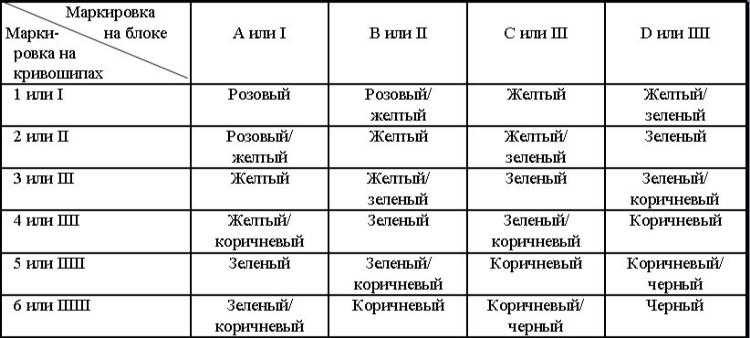
Ниже представлена идентификационная карта для подбора шатунных полуколец для четырёхцилиндровых силовых агрегатов.
А это цветовая карта для 6-цилиндровых агрегатов.

Выбор подшипников также зависит от антифрикционного покрытия. Как правило, оно состоит из нескольких слоёв:
- биометаллические со стальной основой (1-4 мм) — свинец, медь, цинк, олово, кремний и алюминий;
- триметаллические — свинец, олово, медь.
Используйте правильное моторное масло, соответствующее всем требованиям и допускам завода-изготовителя ДВС. Необходимо ещё своевременно обновлять фильтр, чтобы не допускать попадания в смазку абразивных частичек. Также не рекомендуется сильно нагружать двигатель. Всё это позволит растянуть срок службы вкладышей почти в 2-3 раза.
Источник статьи: http://vdvigatel.ru/articles/zamena-vkladyshey-bez-snyatiya-dvigatelya/zamena-vkladyshey-bez-snyatiya-dvigatelya_33.html
Ремонт коленчатого вала, блока и шатуна двигателя КамАЗ
Для ремонта коленчатого вала, блока и шатуна двигателя КамАЗ предусмотрено семь ремонтных размеров вкладышей (см. табл. 10). Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке или шатуне нанесены на тыльной стороне вкладыша.
Таблица 10. Ремонтные размеры вкладышей
| Параметры | Значения параметра в зависимости от ремонтного размера, мм | ||||||
| Диаметр шеек: | |||||||
| коренных | 94,485. 94,500 | 93,985. 94,000 | 94,985. 95,000 | 94,485. 94,500 | 93,985. 94,000 | 93,485. 93,500 | 92,985. 93,000 |
| шатунных | 79,487. 79,500 | 78,987. 79,000 | 79,987. 80,000 | 79,4.87. 79,500 | 78,987. 79,000 | 78,487. 79,600 | 77,987. 78,000 |
| Диаметр постели: | |||||||
| в блоке | 100 +0,021 | 100 +0,021 | 100,5 +0,021 | 100,5 +0,021 | 100,5 +0,021 | 100 +0,021 | 100 +0,021 |
| в шатуне | 85 +0,01 | 85 +0,01 | 85,5 +0,01 | 85,5 +0,01 | 85,5 +0,01 | 85 +0,01 | 85 +0,01 |
| Обозначение вкладышей: | |||||||
| коренных: | |||||||
| верхнего | 740.1005170Р1 | 740.1005170Р2 | 740.1005170РЗ | 740.1005170Р4 | 740.1005170Р5 | 740.1005170Р6 | 740.1005170Р7 |
| нижнего | 740.1005171Р1 | 74 0.1005171Р2 | 740.1005171P3 | 740.1005171Р4 | 740.1005171Р5 | 740.1005171Р6 | 740.1005171Р7 |
| шатунных | 740.1004058P1 | 740.1004058Р2 | 740.1004058РЗ | 740.1004058Р4 | 740.1004058Р5 | 740.1004058Р6 | 740.1004058Р7 |
| Толщина вкладышей: | |||||||
| коренных | 2,690. 2,702 | 2,940. 2,952 | 2,690. 2,702 | 2,940. 2,952 | 3,190. 3,202 | 3,190. 3,202 | 3,440. 3,452 |
| шатунных | 2,703. 2,715 | 2,953. 2,965 | 2,703. 2,715 | 2,953. 2,965 | 3,203. 3,215 | 3,203. 3,215 | 3,453. 3,465 |
Для снятия и разборки шатунно-поршневой группы:
- снимите головку цилиндра (см. «Механизм газораспределения»);
- удалите нагар с верхнего пояса гильзы;
- снимите крышку нижней головки шатуна съемником (рис.84);
- извлеките поршень в сборе с шатуном из цилиндра;
- снимите поршневые кольца приспособлением И801.08.000 (рис. 85);
- выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
- нагрейте поршень в масляной ванне до температуры 80. 100°С;
- выньте поршневой палец.
Рис. 84. Снятие крышки нижней головки шатуна съемником
Рис. 85. Снятие поршневых колец съемником И801.08.000: 1 — поршень; 2 — кольцо; 3 — съемник
При сборке и установке шатунно-поршневой группы:
- компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к головке поршня;
- маслосъемные кольца устанавливайте так: сначала вставьте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца;
- смежные кольца направьте замками в противоположные стороны;
- поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (рис. 86);
- не запрессовывайте палец в холодный поршень;
- при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (рис. 87);
- индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместите в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Рис. 86. Поршень с шатуном в сборе
Рис. 87. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндра: 1 — поршень; 2 — обойма И801.00.01; 3 — гильза цилиндра
Размеры деталей и допустимый износ, mm
| Кольца поршневые | |
| Зазор в замке компрессионных поршневых колец * | 0,4. 0,6 |
| Допустимый зазор в замке компрессионных поршневых колец | 0,8 |
| Зазор в замке маслосъемного поршневого кольца * | 0,30. 0,45 |
| Допустимый зазор в замке маслосъемного поршневого кольца | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12. 0,17 |
| Допустимый торцовый зазор верхнего компрессионного кольца | 0,22 |
| Торцовый зазор нижнего компрессионного кольца * | 0,09. 0,14 |
| Допустимый торцовый зазор нижнего компрессионного кольца | 0.19 |
| Торцовый зазор маслосъемного кольца * 0,077. 0,112 | |
| Допустимый торцовый зазор маслосъемного кольца | 0,2 |
| Поршень | |
| Диаметр отверстий под палец | 44,987. 44,994 |
| Зазор в сопряжении поршень-гильза (на длине поршня 104 мм от днища) | 0,119. 0,162 |
| Допустимый зазор в сопряжении поршень-гильза | 0,22 |
| Гильза | |
| Внутренний диаметр | 120,000. 120,030 |
| Допустимый внутренний диаметр гильзы | 120,1 |
| Палец поршневой | |
| Диаметр поршневого пальца | 44,993. 45,000 |
| Допустимый зазор в сопряжении поршневой палец-поршень | 0,02 |
| Зазор в сопряжении поршневой палец-верхняя головка шатуна | 0,017. 0,031 |
| Допустимый зазор между поршневым пальцем и верхней головкой шатуна | 0,05 |
| Вкладыши | |
| Толщина вкладышей подшипников коренных опор | 2,440. 2,452 |
| Толщина вкладышей подшипников шатунных шеек | 2,453. 2,465 |
| Вал коленчатый | |
| Диаметр коренных шеек | 94,985. 95,000 |
| Зазор в подшипниках коренных шеек | 0,096. 0,156 |
| Допустимый зазор в подшипниках коренных шеек | 0,24 |
| Диаметр шатунных шеек | 79,987. 80,000 |
| Зазор в подшипниках, шатунных шеек . 0,070. 0,117 | |
| Допустимый зазор в подшипниках шатунных шеек | 0,23 |
| Осевой зазор | 0,100. 0,195 |
| Допустимый осевой зазор | 0,25 |
| Диаметр шейки вала под передний противовес и шестерню привода масляного насоса: | |
| номинальный | 125,080. 125,110 |
| допустимый | 125,08 |
| Диаметр шейки вала под задний противовес и заднюю шестерню коленчатого вала: | |
| номинальный | 105,070. 105,096 |
| допустимый | 105,06 |
| Диаметр шейки вала под заднюю манжету: | |
| номинальный | 104,860. 105,000 |
| допустимый | 104,6 |
| Диаметр гнезда под подшипник первичного вала коробки передач: | |
| номинальный | 51,977. 52,008 |
| допустимый | 52,02 |
| Диаметр отверстия под установочную втулку маховика: | |
| номинальный | 51,977. 52,008 |
| допустимый | 52,01 |
| Полукольца упорного подшипника пятой коренной опоры коленчатого вала | |
| Толщина | 4,010. 4,050 |
* Зазорпоршневых колец замеряйте в калибре 0 (120+0,03) мм
Моменты затяжки резьбовых соединении, Н.м (кгс.м)
| Болтов крепления крышек коренных подшипников | 206. 230,5 (21. 23,5) |
| Стяжных болтов блока цилиндров | 80,4. 90,2 (8,2. 9,2) |
| Ввертыша коленчатого вала | 49,1. 58,9 (5. 6) |
| Болтов крепления маховика | 147,2. 166,8 (15. 17) |
| Затяжка болтов крепления крышек шатуна с резьбой Ml2 до удлинения на | 0,25. 0,27 мм |
| Болтов усиленной конструкции с резьбой М13 | 117,7. 127,4 (12. 13) |
Для снятия коленчатого вала демонтируйте:
- шатунно-поршневую группу (см. выше);
- картер маховика (см. «Блок цилиндров и привод агрегатов»);
- переднюю крышку блока с гидромуфтой в сборе (см. «Система охлаждения»);
- масляный насос с маслозаборником в сборе;
- крышки коренных опор;
- снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель КамАЗ:
- совместите метки на шестернях привода агрегатов;
- обеспечьте соответствие размеров вкладышей размерам шеек вала (см. табл. 10);
- установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (рис. 88);
- проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (рис. 89)
- номера начинаются от переднего торца;
- болты крепления крышек коренных подшипников и стяжные болты блока затягивайте, в такой последовательности:
- Очистите резьбу в отверстиях и на болтах и смажьте ее, избыток масла удалите.
- Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
- Вверните с установкой шайб 16х3 болты М16 крепления крышек, обеспечив момент затяжки 94,2. 117,7 Н.м (9,6. 12 кгс.м).
- Затяните окончательно болты крышек, обеспечив момент затяжки 206. 230,5 Н.м (21. 23,5 кгс.м). 5. Вверните и затяните стяжные болты М12 блока, обеспечив момент затяжки 80,4. 90,2 Н.м (8,2. 9,2 кгс.м).
- Вверните и затяните стяжные болты М12 блока, обеспечив момент затяжки 80,4. 90,2 Н.м (8,2. 9,2 кгс.м).
Рис. 88. Установка полуколец упорного подшипника коленчатого вала: 1 — полукольцо упорного подшипника нижнее; 2 — крышка задней коренной опоры; А — канавки на полукольце
Рис. 89. Установка крышек коренных опор: А — порядковый номер (1) на крышке коренной опоры
При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Для разборки и сборки коленчатого вала:
- снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (рис. 90) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
Рис. 90. Снятие шестерни и заднего противовеса коленчатого вала съемником И8О1.01.000: 1 — захват; 2 — наконечник; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. 91) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
- снимите заглушки, для этого вставьте в заглушку оправку с шипом, пробейте отверстие в донышке, одновременно осадив заглушку вниз на 4. 5 мм, захватите заглушку крючком за отверстие и выбейте;
- при наличии в масляной полости втулки центробежной очистки масла выбейте ее, захватив крючком за маслоподводящее отверстие внутри втулки;
- выверните ввертыш;
- перед сборкой очистите полости шеек от отложений; промойте вал и продуйте каналы сжатым воздухом.
Рис. 91. Снятие шестерни привода масляного насоса и переднего противовеса коленчатого вала съемником И801.01.000: 1-захват; 2, 3 — наконечники
Собирайте коленчатый вал в обратной последовательности, при этом новые заглушки устанавливайте двумя оправками, одной (рис. 92) запрессуйте заглушку в полость шатунной шейки до упора; другой развальцуйте буртик заглушки (рис. 93). Проверьте герметичность заглушек опрессовкой полостей дизельным топливом под давлением 196,1 кПa (2кгс/ см2). Допускаемое подтекание не более 20 г/мин на заглушку. Для удаления топлива продуйте каналы и полости. Не устанавливайте использованные заглушки повторно;
— перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105°С.
Рис. 92. Оправки для установки заглушки в шатунной шейке коленчатого вала: I — оправка для развальцовки; II — оправка для запрессовки
Рис. 93. Коленчатый вал в сборе: 1 — противовес передний; 2 — колесо зубчатое привода масляного насоса; 3 — заглушка шатунной шейки; 4 — противовес задний; 5 — колесо зубчатое ведущее; 6 — маслоотражатель; 7 — вал коленчатый
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
- слейте охлаждающую жидкость из системы охлаждения двигателя;
- выверните болты крепления выпускного коллектора и снимите коллектор;
- выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для их снятия*; (* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.)
- снимите соединительный патрубок впускных воздухопроводов;
- отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
- снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
- ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. 94), затем выверните их;
- снимите головку цилиндра с двигателя. При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. 94. После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Рис. 94. Порядок затяжки болтов (1. 4) крепления головки цилиндра
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (рис. 95):
- установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
- вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
- снимите сухари и втулки;
- выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
- выньте впускной и выпускной клапаны. Размеры клапанов приведены в табл. 11.
Рис. 95. Разборка головки цилиндра в приспособлении И801.06.000: 1 — винт; 2 — вороток; 3 — тарелка; 4 — штифт
Таблица 11. Клапаны
| Позиция на рис 89 | Размеры клапана, mm | |
| впуска | выпуска | |
| А | 75 | 75 |
| В | 5,000. 4,975 | 6,000. 5,975 |
| D | 55,105. 55,075 | 52,105. 52,075 |
| D1 | 51,30. 51,50 | 46,33. 46,50 |
| D2 | 55,00. 55,03 | 52,00. 52,03 |
| D3 | 9,95. 9,97 | 9,91. 9,93 |
| D4 | 10,000. 10,022 | 10,000. 10,022 |
| D5 | 18,029. 18,048 | 18.029. 18,048 |
| D6 | 18,000. 18,019 | 18,000. 18,019 |
При сборке клапанного механизма стержни клапанов отграфитируйте или смажьте дизельным маслом.
Для притирки клапанов:
- разберите клапанный механизм, как описано выше;
- приготовьте пасту из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться);
- нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1,5 мм (рис. 96);
- по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом. Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность: установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 с. При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
При необходимости качество притирки проверьте «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанесите на равном расстоянии шесть-восемь черточек. Осторожно вставьте клапан в седло и, сильно нажав, проверните на 1/4 оборота, все черточки должны быть стертыми, в противном случае притирку повторите.
При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рис. 96.
Рис. 96. Расположение матового пояска на седле клапана: 1 — поясок притертый; I — правильное; II — неправильное
Рис. 97. Размеры клапана: А — длина направляющей; В — высота седла; D — диаметр отверстия под седло; D1 — диаметр тарелки; D2 — диаметр седла; D3 — диаметр стержня; D4 — внутренний диаметр направляющей; D5 — наружный диаметр направляющей; D6 — диаметр отверстия под направляющую; a — угол фаски седла; y-угол фаски клапана
Размеры деталей и допустимый износ, mm
| Вал распределительный | |
| Диаметр промежуточных опорных шеек | 53,895. 53,915 |
| Диаметр втулки промежуточных опорных шеек | 54,00. 54,03 |
| Диаметр задней опорной шейки | 41,930. 41,950 |
| Диаметр втулки задней опорной шейки | 42,000. 42,015 |
| Зазор в сопряжении втулка — промежуточные опорные шейки распределительного вала: | |
| номинальный | 0,135. 0,085 |
| допустимый | 0,19 |
| Зазор в сопряжении втулка — задняя опорная шейка распределительного вала: | |
| номинальный | 0,085. 0,050 |
| допустимый | 0,102 |
| Зазор в сопряжении торец корпуса заднего подшипника — ступица шестерни: | |
| номинальный | 0,15. 0,30 |
| допустимый | 0,4 |
| Толкатель клапана | |
| Диаметр стержня толкателя | 21,799. 21,820 |
| Диаметр отверстия направляющей толкателя | 22,000. 22,023 |
| Зазор между стержнями толкателя и направляющей: | |
| номинальный | 0,180. 0,224 |
| допустимый | 0,25 |
| Допустимый зазор между стержнем и направляющей клапана (впуска, выпуска), мм | 0,07. 0,112 |
| Угол а фаски седла (впуска, выпуска) | 44°45′. 45° |
| Угол у фаски клапана (впуска, | . 45°30′. 45°45′ |
Моменты затяжки резьбовых соединений, Н.м (кгс.м)
| Крепления головки цилиндра при затяжке в три приема *: | |
| первый | 39,24. 49,05 (4. 5) |
| второй | 98,1. 127,53 (10. 13) |
| третий (предельное значение) | 156,96. 176,58 (16. 18) |
| Гайки крепления стойки коромысел | 41,2. 53 (4,2. 5,4) |
| Регулировочного винта коромысла | 33. 41 (3,4. 4,2) |
| Болтов крепления направляющей толкателя | 73. 93 (7,5. 9,5) |
* Перед вворачиванием резьбу болтов смажьте графитной смазкой
Источник статьи: http://lorri-trans.ru/catalog/tehinfo/rukovodstvokamaz/dvigatel-kamaz/remont-dvigatel/remont-dvigatel2/