- Как варить полуавтоматом без газа
- Полуавтоматическая сварка: что и как происходит
- Как варить полуавтоматом без газа
- Особенности порошковой проволоки
- Как правильно варить полуавтоматом без газа
- Особенности сварки без газа
- Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
- Особенности порошковой проволоки
- Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- Сварочный полуавтомат – кратко об устройстве
- Выбор газа в зависимости от свариваемого металла
- Связь толщины металла и диаметра проволоки
- Как проводится сварка полуавтоматом без газа
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Подготовка аппарата к работе – сборка / установка проволоки
- Настройка аппарата сварочного полуавтомата
- Как проводится сварка полуавтоматом
- Влияние скорости движения горелки на качество шва
- Как передвигать сварочную горелку во время сварки полуавтоматом?
- Заключение + ВИДЕО
Как варить полуавтоматом без газа
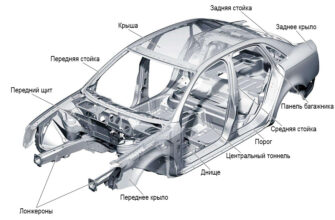
Сварка полуавтоматом имеет ряд существенных преимуществ. Во-первых, она даёт возможность варить длинные швы, а во-вторых, обладает лучшим сварочным швом, чем сварка электродами. Также, полуавтоматом удобней всего варить тонкий металл, толщина которого менее двух 1,5 мм.
При всем этом, полуавтоматическая сварка имеет лишь один существенный недостаток, который заключается в необходимости использовать защитный газ. Для этого с небольшим по габаритам сварочным аппаратом нужно таскать объёмный газовый баллон, что в свою очередь, очень и очень неудобно.
Можно исключить из обихода защитный газ, и использовать одну лишь сварку для проволоки. Однако для этого подходит не обычная проволока в качестве присадочного материала, а порошковая. Про том, как варить проволокой без газа и что для этого потребуется, вы сможете узнать ниже, из этой публикации сайта mmasvarka.ru .
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.

В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.

По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.

Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
Особенности порошковой проволоки
Порошковая проволока имеет различные диаметры, самый маленький диаметр начинается от 0,8 мм. Самая толстая проволока для сварки полуавтоматом без газа, имеет диаметр 2,4 мм. В свою очередь, столь большой выбор диаметров, даёт широчайшие возможности сварки полуавтоматом: начиная от сварки тонких металлов, толщиной всего лишь в 1,2 мм, и заканчивая металлами, толщиной в один сантиметр.

Порошковой проволокой и полуавтоматом без газа, можно варить как углеродистую сталь, так и оцинкованное железо с нержавейкой. При этом наполнитель внутри проволоки может отличаться своим составом, и это очень важно учитывать при выборе порошковой проволоки для сварки.
Источник статьи: http://mmasvarka.ru/kak-varit-poluavtomatom-bez-gaza.html
Как правильно варить полуавтоматом без газа

Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык — это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
Особенности сварки без газа

Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой

Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов — громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки

На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Источник статьи: http://vtmstol.ru/blog/kak-varit-poluavtomatom-bez-gaza
Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
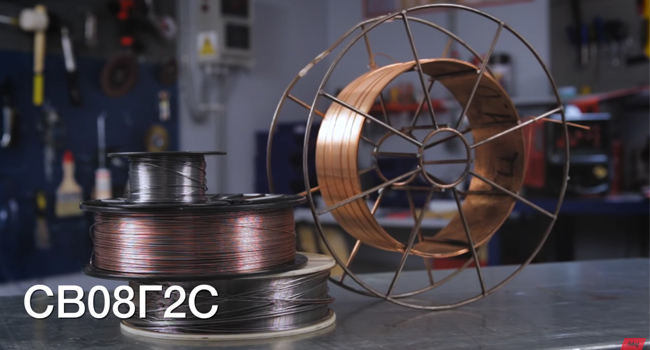
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С , которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.

3. Подключаем газовый шланг к полуавтомату.

4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.

2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.

4. Защелкиваем верхний прижимной ролик

6. Снимаем сопло горелки.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.

Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.

5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.

Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.

Слишком медленная скорость дает широкий, расплывчатый шов.

Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Источник статьи: http://fubag.ru/tips/uroki-svarki-svarka-poluavtomatom-dlya-nachinayushchikh-video/