Ремонт двигателя КамАЗ
Ремонт двигателя КамАЗ необходимо выполнять с учетом следующих рекомендаций:
- до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
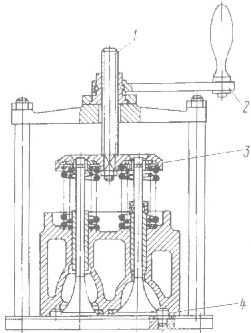
- разберите двигатель КамАЗ 740 на поворотном стенде Р- 770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
- трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
- уменьшайте моменты затяжки на 10%, если моторное масло применяется в качестве смазочного материала;
- неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- не подгибайте шпильки при надевании на них деталей;
- после ремонта сборочных единиц и замены их обкатайте двигатель КамАЗ на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см2) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см2) — при частоте вращения 2600 мин-1. Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров. Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одному поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндропоршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Рис. 76. Установка двигателя на поворотном стенде: 1- стойка; 2 — станина; 3 — педаль фиксатора; 4 — балка поворотная; 5 — редуктор; 6 — рукоятка редуктора; 7 — пальцы установочные
Таблица 6. Моменты затяжки резьбовых соединений
| Резьба | Размер под ключ, мм | Моменты затяжки при классе прочности стали болта, Н.м (кгс.м) | ||
| Р50 | Р80 | Р100 | ||
| М6 | 10 | 3,73. 4,61 (0,38. 0,47) | 6,28. 7,75 (0,64. 0,79) | 8,73. 10,79 (0,89. 1,1) |
| М8 | 13 | 12,57. 15,5 (1,28. 1,58) | 19,62. 24,23 (2. 2,47) | 27,96. 34,53 (2,85. 3,52) |
| М10×1,25 | 17 | 26,29. 32,47 (2,68. 3,31) | 42,18. 51,99 (4,3. 5,3) | 59,25. 73,08 (6,04. 7,45) |
| M12x1,25 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М12×1,5 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М14×1,5 | 22 | 75,14. 91,63 (7,66. 9,34) | 120,66. 149,11 (12,3. 15,2) | 166,77. 206,01 (17. 21) |
| М16×1,5 | 24 | 83,39. 103 (8,5. 10,5) | 179,52. 221,71 (18,3. 22,6) | 250,16. 309,02 (25,5. 31,5) |
| М18×1,5 | 27 | 120,66. 149,11 (12,3. 15,2) | 258,98. 319,81 (26,4. 32,6) | 366,89 . 453,22 (37,4. 46,2) |
| М20×1,5 | 30 | 170,69. 210,92 (17,4. 21,5) | 362,97. 448,32 (37. 45,7) | 513,06. 633,73 (52,3. 64,6) |
| М22×1,5 | 32 | 225,63. 278,6 (23. 28,4) | 483,63. 597,43 (49,3. 60,9) | 683,76. 844,64 (69,7. 86,1) |
| М24×2 | 36 | 286,45. 355,12 (29,2. 36,2) | 615,09. 760,28 (62,7. 77,5) | 867,2. 1069,29 (88,4. 109) |
- Класс стали болта нанесен на головке болта.
- Класс прочности стали гайки несколько ниже класса прочности болта.
- Моменты приведены для болтов серийного производства при отсутствии попадания на них смазочного материала.
Частота вращения
коленчатого вала, мин1
Источник статьи: http://lorri-trans.ru/catalog/tehinfo/rukovodstvokamaz/dvigatel-kamaz/remont-dvigatel/
Ремонт двигателя (часть первая)
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Снятие шестерни привода ТНВД в сборе с валом
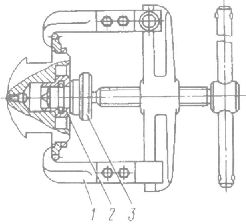
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
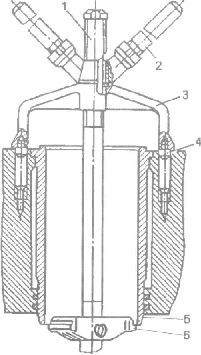
Снятие гильзы цилиндров съемником: 1 — винт; 2 — рукоятка; 3 — корпус; 4 — опора; 5 — гильза; 6 — захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.
Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-снимите головку цилиндра (см. «Механизм газораспределения»);
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 — 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;
Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 — поршень; 2 — кольцо; 3 — съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
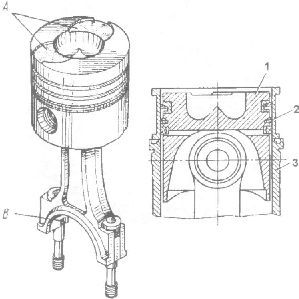
Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 — поршень; 2 — обойма И801.00.01; 3 — гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16×3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 — 12 кгс.м).
Установка полуколец упорного подшипника коленчатого вала: 1 — полукольцо; А — канавка.
4.Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 — 30 кгс.м)
5.Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Установка крышек коренных опор: 1 — порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка — 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка — 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
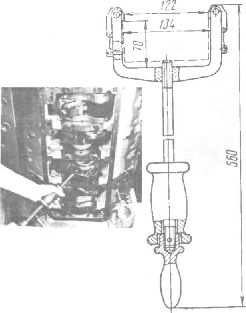
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
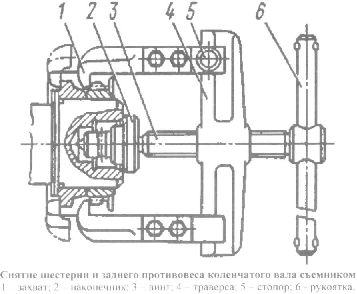
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1- захват; 2 — наконечник; 3 — винт; 4 — траверса; 5 — стопор: 6 — рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
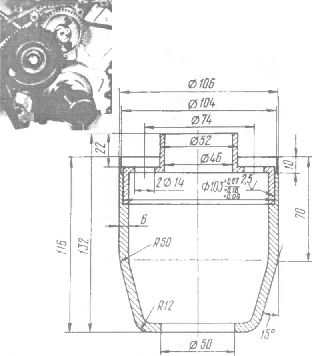
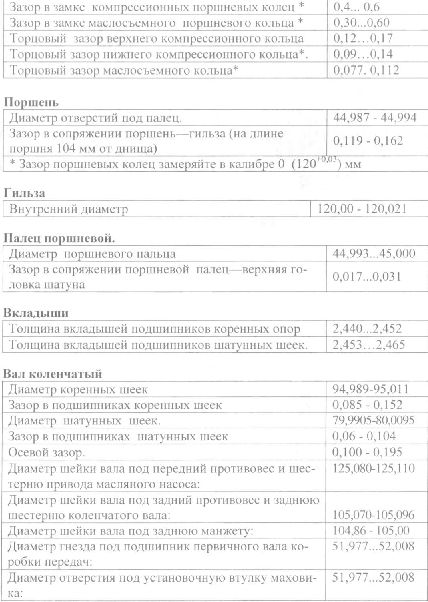
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.
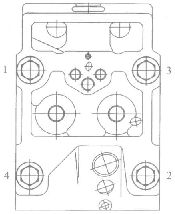
Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головкицилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.
Разборка головки цилиндра в приспособлении И801.06.000: 1 — винт; 2 — вороток; 3 — тарелка; 4 — штифт.
Размеры клапанов приведены в табл. «Клапаны».
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
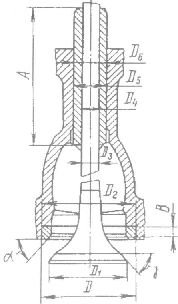
Размеры клапанов: А — длина направляющей; В — высота седла; Д — диаметр отверстия под седло; Д1| — диаметр тарелки; Д2— диаметр седла; Д3 — диаметр стержня; Д4 — внутренний диаметр направляющей; Д5 — наружный диаметр направляющей; Д6 — диаметр отверстия под направляющую; а — угол фаски седла; у — угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
Источник статьи: http://kama-avtodetal.ru/tehspravochnik/rukovodstva-po-ekspluatacii-tehnicheskomu-obsluzhivaniyu-i-remon/remont-dvigatelya-chast-pervaya/