ОПИСАНИЕ АППАРАТУРНО – ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОИЗВОДСТВА ЛЕДЕНЦОВОЙ КАРАМЕЛИ
Сахар-песок, который является основным компонентом при производстве карамели леденцовой, из мешков через решетку с размером ячеек не более 5 см загружается в приемную воронку просеивателя (1) (см. рис. 1). После очистки от посторонних примесей норией (ковшовый элеватор) (2) он подается в бункер-накопитель (3), из которого конвейером ленточным (4) поступает в дозатор сыпучих компонентов (5) или ленточными весами подается для приготовления сахаропаточного сиропа.

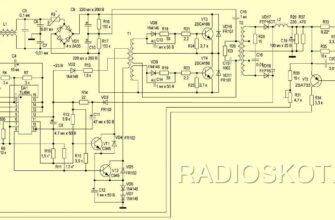
Рисунок 1 Машинно – аппаратурная схема производства леденцовой карамели
1-просеиватель; 2-нория; 3-бункер-накопитель; 4-конвейер ленточный; 5-дозатор сыпучих компонентов; 6-шнек; 7-дозатор объемный; 8-смеситель непрерывного действия; 9-насос-дозатор; 10-змеевиковый варочный аппарат; 11-промежуточная емкость; 12-стаканчатый фильтр; 13,14-сборники; 15-машина проминальная; 16-воздушный компрессор; 17-пароотделитель; 18-дозатор; 19-воронка охлаждающей машины; 20-охлаждающая машина; 21-змеевиковый варочный аппарат; 22-сборник сиропа; 23-конвейер распределительный; 24-заслонка поворотная; 25-карамелеподкаточная шина; 26-заверточная машина; 27-аппарат охлаждающий; 28-весовой дозатор.
Приготовление карамельного сиропа и карамельной массы осуществляется аналогично карамели с фруктово-ягодными начинками.
Патока или инвертный сироп дозируется насосами-дозаторами (9), а вода — дозатором объемным (7). Патока и инвертный сироп хранятся в сборниках (13) и (14). Отдозированные рецептурные компоненты смешиваются в смесителе непрерывного действия (8). Туда же шнеком (6) подается подготовленный сахар-песок.
Насос-дозатор (9) подает сироп в змеевиковый варочный аппарат (10). Уваренный сироп из промежуточной емкости (11) через стаканчатый фильтр (12) поступает в сборник сиропа (22).
Карамельная масса уваривается в змеевиковом варочном аппарате (21) и через пароотделитель (17) уваренная карамельная масса поступает в воронку (19) охлаждающей машины (20), из которой выходит непрерывной лентой определенной толщины (2-6 мм) и ширины (от 250 до 280 мм).
После введения дозаторами (18) рецептурных добавок (для подкисления, ароматизации и окрашивания) масса поступает на проминку. На поточных линиях карамельную массу пропускают через машину проминальную (15), включающую систему зубчаток различного профиля. Воздушный компрессор (16) подает воздух для обдува карамельной массы.
Карамельная масса после соответствующей проминки при 70 °С системой конвейеров распределительных (23) с помощью заслонок поворотных (24) непрерывно подается в карамелеподкаточные шины (25), где вращением конусных валиков-веретен производится обкатка батона. Вращение веретен осуществляется в основном переменным переключением то в одну, то в другую сторону.
Перед загрузкой карамельной массы карамелеподкаточная машина прогревается паром.
Для предотвращения деформации отформованной карамели леденцовой она после завертки на заверточных машинах (26) охлаждается на конвейерах ленточных направленным потоком воздуха или в аппарате охлаждающем (27) (до температуры 35-40°С). С помощью весового дозатора (28) завернутая карамель фасуется в короба.
Для одновременных процессов формования и завертки леденцовой карамели применяют формующее — завертывающие агрегаты ИЗМ 26 [2].
РАСЧЕТ ПРОИЗВОДСТВЕННОЙ РЕЦЕПТУРЫ
Таблица 1 Производственная рецептура леденцовой карамели
Источник статьи: http://studopedia.net/13_78617_opisanie-apparaturno—tehnologicheskoy-shemi-proizvodstva-ledentsovoy-karameli.html
Оборудование для производства карамели и драже.
Автор: Ant_Z
Дата записи

Карамельные изделия составляют около 20—22 % всей выработки кондитерской продукции в стране.
Основным сырьем для производства карамели и драже являются сахар, патока и различные фруктово-ягодные заготовки. Кроме фруктовых масс при изготовлении карамели различного ассортимента для начинок применяются различные помадные, орехово-шоколадные, ликерные, молочные, взбивные и другие кондитерские массы.
Карамель изготовляется путем уваривания предварительно приготовляемого сахаро-паточного карамельного сиропа влажностью 15—16 % в карамельную массу влажностью 1,5—2,5 % и последующего формования охлажденной и обработанной карамельной массы. Отформованная карамель затем охлаждается до 40—45 °С, завертывается или фасуется в пачки и упаковывается в торговую тару.
Ассортимент карамели делится на две основные группы: карамель с различными начинками, составляющая примерно 90 %, и леденцовая карамель — без начинки. Карамель с начинками выпускается завернутой и открытой (без обертки), фасованной.
Открытую карамель, изготовляемую обычно в форме мелкой «подушечки», «шарика» и т. п., для повышения стойкости против увлажнения и слипания глянцуют, нанося на поверхность карамели тонкий воско-жировой слой (глянец) и покрывают защитным слоем сахара-песка, какао-порошка и т. п. (обсыпка, дражирование, кондирование). Глянцованную карамель фасуют в картонные коробки (пачки) или целлофановые пакеты.
Леденцовая карамель выпускается в форме параллелепипеда (с двумя прямоугольными или квадратными гранями) с поштучной заверткой («Театральная», «Дюшес», «Барбарис», «Мятная» и т. п.), в виде карамельных таблеток, завернутых в тюбики, в виде штампованных фигурок (монпансье), расфасованных преимущественно в жесткие коробки.
В зависимости от ассортимента карамели, мощности и степени механизации на кондитерских предприятиях применяются следующие разновидности поточных линий производства карамели:
- полумеханизированные поточные линии производства различных сортов карамели;
- механизированные поточные линии производства завернутой карамели с начинкой;
- механизированные поточные линии производства открытой глянцованной (или обсыпной) карамели, с начинкой (с последующей фасовкой);
- автоматизированные поточные линии производства леденцовой завернутой карамели.
Помимо перечисленных разновидностей поточных линий применяется оборудование для производства разнообразных ассортиментных карамельных изделий, в том числе агрегаты для производства леденцовых карамельных таблеток, монпансейные вальцы, карамелеформующие машины для производства бесшовной карамели.
Кондитерскими фабриками выпускается большой ассортимент драже. Основными видами этих изделий являются драже сахарное и шоколадное, драже с неровной поверхностью и драже с хрустящей корочкой.
Процесс производства драже состоит из приготовления корпусов драже, дражировки и глянцевания, фасовки и упаковки.
Машинно-аппаратурные схемы производства карамели
Механизированная поточная линия производства завернутой карамели с начинкой. Линия предназначена для производства завернутой карамели с непрозрачной тянутой оболочкой.
Схема механизированной поточной линии производства завернутой карамели с начинкой.
На рис. приведена схема механизированной поточной линии производства завернутой карамели с начинкой, начиная от вакуум-аппарата для уваривания карамельной массы.
Карамельный сироп, приготовленный на сиропной станции, подается в расходный бак 7, из которого он откачивается плунжерным насосом 2 и нагнетается последним в змеевик карамелеварочного вакуум-аппарата 3.
Уваренный сироп из змеевика поступает в выпарную часть 5 вакуум-аппарата, где происходит отделение вторичного пара. Вторичный пар поступает в конденсатор смешения 6, откуда смесь образовавшегося конденсата и охлаждающей воды откачивается мокровоздушным насосом 7.
Карамельная масса периодически выпускается из камеры 5 в загрузочную воронку 4 охлаждающей машины 8, в которой она движется в виде тонкого пласта по наклонной охлаждаемой изнутри плите, при этом на движущийся пласт карамельной массы из дозаторов 9 непрерывно подаются эссенция, лимонная кислота и красители.
Охлажденная до 90—95° С карамельная масса ленточным транспортером 10 передается на непрерывно действующую тянульную машину 11 с наклонными планетарно движущимися перетягивающими пальцами и пазовым съемником. На тянульной машине карамельная масса непрерывно перетягивается с целью перемешивания ее с красящими и ароматизирующими добавками, насыщения воздухом и придания ей шелковистого вида.
Тянутая масса непрерывно подается ленточным транспортером 12 в карамелеобкаточную машину 14 с начинконаполнителем 13, в который по трубопроводу подается начинка.
Начинконаполнитель нагнетает начинку по гибкому шлангу и расположенной в карамелеобкаточной машине нагнетательной трубке внутрь карамельного батона. По мере обкатки карамельный батон превращается в жгут.
Выходящий из карамелеобкаточной машины карамельный жгут с прожилкой начинки внутри проходит через жгутовытягиватель 15, который вытягивает и калибрует его до нужного диаметра. Откалиброванный карамельный жгут непрерывно поступает на цепную карамелештампующую машину 16, которая формует и разрезает его на отдельные изделия соответствующей формы с рисунком на поверхности.
Отформованная карамель с температурой 60—65° С непрерывной цепочкой с тонкими перемычками поступает на узкий ленточный охлаждающий транспортер 17, на котором происходит охлаждение перемычек и предварительное охлаждение поверхности карамели (образование корочки) с одновременной подачей ее на дальнейшее охлаждение в охлаждающий двухъярусный инерционный транспортер 18, помещенный в закрытом шкафу. На узкий охлаждающий транспортер и в шкаф охлаждающего транспортера вентилятором по воздуховодам непрерывно подается охлаждающий воздух с температурой 15—16° С.
Воздух для охлаждающих аппаратов целесообразно подготавливать в специальных кондиционерах, в которых регулируется не только его температура, но и относительная влажность.
На охлаждающем транспортере карамельная цепочка с помощью движущегося желобка разбивается на отдельные карамельки и, проходя последовательно по двум качающимся лоткам, охлаждается до температуры 40—45° С. Продолжительность охлаждения около 4 мин, расход охлаждающего воздуха до 8 тыс. м3/ч. Охлажденная карамель поступает через спускной лоток и наклонный транспортер 19 на распределительный конвейер 20. Вдоль распределительного конвейера установлены карамелезаверточные автоматы 21 с автоматическими питателями. Под распределительным конвейером расположен ленточный транспортер для сбора завернутой продукции.
Карамель, двигаясь по распределительному конвейеру, подается по наклонным желобам с регулируемыми затворами в автоматические питатели заверточных автоматов 21. Завернутая карамель поступает на сборный транспортер, на котором в конце производится контроль качества завертки и отбор брака. Завернутая карамель с помощью промежуточного транспортера 22 или спуска подается на автоматические или другие весы 23, взвешивается и упаковывается в гофрированные короба, которые затем закрываются и оклеиваются бандеролью вручную или на оклеечном автомате 24.
| Основные технические данные линии | |
| Производительность, т в смену до | 8 |
| Общая потребная мощность электродвигателей, кВт | до 22 |
| Примерные габариты, м | |
| до участка завертки | 30×2,3×3,5 |
| участок завертки | 27x4x1,6 |
Схема (рис. IV. 1) наиболее полно отражает основные стадии процесса: приготовление сиропа и его уваривание (участок /), приготовление начинки (участок II), охлаждение карамельной массы и формование из нее изделий (участок III), а также завертку карамели и ее упаковку (участок IV).
Основным сырьем для производства карамели с фруктовой начинкой являются сахар, патока, фруктозые и ягодные заготовки, вода.
Сахар-песок из мешков, силосов или сахаровозов подается в просеиватель 26. Здесь на ситах отделяются посторонние примеси. При движении сахара по лотку просеивателя с помощью постоянных магнитов из него удаляются ферропримеси. Очищенный сахар поступает через дозатор 27 в смеситель 28. В этот же смеситель из емкости 22 непрерывно в нужном количестве дозатором 23 подается предварительно подогретая водопроводная вода.
Патоку, доставленную в автоцистернах, сливают в металлические резервуары 1 с обогревом. В каждом резервуаре имеется отделение, в котором размещены змеевики 2. Патока поступает в это отделение, подогревается, становится менее вязкой, и ее насосом 3 перекачивают в резервуар 24, где она нагревается до температуры, близкой к 90 °С. Плунжерный насос-дозатор 25 подает патоку в нужном количестве в тот же смеситель 28, в который одновременно поступают очищенный сахар и вода, а из смесителя плунжерный насос 29 нагнетает полученную кашицеобразную смесь в варочную змеевиковую колонку (растворитель) 30. Затем эта смесь (сироп) проходит через фильтр 31 и стекает в закрытый сборник 32. Концентрация сухих веществ в нем 84—88 %.
Двухплунжерным насосом-дозатором 33 с регулируемой подачей этот сироп перекачивается в варочную змеевиковую колонку 34 вакуум-аппарата. Здесь сироп уваривается в карамельную массу с концентрацией сухих веществ 98,5 %’• Вторичный пар, получаемый в результате уваривания сиропа, поступает из вакуум-камеры 35 в конденсатор 43, откуда смесь образовавшегося конденсата и охлаждающей воды откачивается мокровоздушным насосом 44.
Карамельная масса периодически выпускается из вакуум-камеры 35 в загрузочную воронку охлаждающей машины 36, в которой она движется в виде тонкого пласта по наклонной охлаждаемой плите. При этом на движущийся пласт карамельной массы из дозаторов непрерывно подаются эссенция, лимонная кислота и красители.
Охлажденная до 90—95 °С карамельная масса конвейером 37 передается на тянульную машину 38, где масса непрерывно перетягивается, перемешиваясь с красящими и ароматизирующими добавками, и насыщается воздухом. 
Рис. IV. 1. Машинно-аппаратурная схема механизированной поточной линии производства завернутой карамели с фруктовой начинкой
Тянутая масса непрерывно подается ленточным транспортером 39 в карамелеобкаточную машину 40 с начинконаполнителем 41. Начинконаполнитель нагнетает начинку по гибкому шлангу и трубе внутрь карамельного батона. По мере обкатывания карамельный батон превращается в жгут.
Выходящий из карамелеобкаточной машины карамельный жгут с начинкой проходит через жгутовытягивающую машину 42, которая калибрует изделие до нужного диаметра. Откалиброванный карамельный жгут непрерывно поступает в карамелеформующую машину 45, которая формует и разделяет его на отдельные изделия соответствующей формы с рисунком на поверхности.
Отформованная карамель температурой 60—65 °С непрерывной цепочкой с тонкими перемычками поступает на узкий ленточный охлаждающий транспортер 46, на котором происходит охлаждение перемычек и предварительное охлаждение поверхности карамели (образование корочки) и которым она подается в охлаждающий шкаф 47. На узкий охлаждающий транспортер и в шкаф вентилятором по воздуховодам непрерывно подается охлаждающий воздух температурой 8—10°С.
Воздух для охлаждающих аппаратов подготавливают в специальных кондиционерах, в которых регулируется не только его температура, но и относительная влажность.
На охлаждающем транспортере и в шкафу карамельная цепочка разбивается на отдельные изделия и охлаждается до температуры 40—45 °С. Продолжительность охлаждения около 4 мин, расход охлаждающего воздуха до 8 тыс. м3/ч. Охлажденная карамель из шкафа поступает на распределительный конвейер 48, вдоль которого установлены карамелезаверточные автоматы 49. Под распределительным конвейером расположен ленточный конвейер 50 для сбора завернутой продукции.
Карамель, двигаясь по распределительному конвейеру, подается по наклонным желобам с регулируемыми затворами в автоматические питатели заверточных автоматов. Завернутая карамель промежуточным транспортером 51 или по спуску подается на весы 52, взвешивается и упаковывается в картонные ящики 53, которые затем закрывают и оклеивают бандеролью на машине 54.
Начинку, которой наполняется карамельный жгут, готовят следующим образом. Из резервуара 4, предназначенного для хранения фруктовой пульпы (плоды, обработанные консервантом, например SО2, используемые для получения фруктово-ягодного пюре), пульпа насосом 5 подается в десульфитатор 6. Здесь она размешивается и пропаривается, из нее удаляется сернистый газ — оксид серы (IV). Затем пульпа передается в измельчитель 7, а оттуда — насосом 8 на протирочную машину 9.
Протертая плодовая мякоть (пюре) насосом 10 подается в сборник-накопитель 11, который для предотвращения расслаивания пюре снабжен лопастным валом. Из сборника 11 пюре перекачивается насосом 12 в смеситель 13. В этот же смеситель насосом 33 подается сироп из сборника 32. Полученная рецептурная смесь влажностью 42 % насосом-дозатором 14 подается в змеевиковый варочный аппарат (колонка непрерывного действия) 15, где уваривается до влажности 16—30 %. Из пароотделителя 16 колонки вторичный пар отсасывается вентилятором, или при уваривании под вакуумом вторичный пар поступает в конденсатор. Из пароотделителя начинка стекает в сборник 17, где смешивается с эссенцией и охлаждается до температуры, которая примерно на 10 °С ниже температуры карамельной массы в карамелеобкаточной машине.
После охлаждения начинка насосом 18 перекачивается в промежуточный сборник 19, откуда порциями подается по мере необходимости в расходный сборник 20. Насос-дозатор 21 соединен с темперирующим сборником 20 трубопроводом, по которому перемещается начинка. Трубопровод проходит над несколькими обкаточными машинами, и через отводные патрубки начинка может подаваться в начинконаполнитель.
Механизированные поточные линии производства открытой глянцованной карамели с начинкой
Линии предназначены для производства карамели открытых сортов с последующей фасовкой в мелкую тару (коробки, пачки).
Наряду с поточными линиями производства завернутой карамели на ряде фабрик осуществлены поточные линии производства глянцованной 
Рис. 26. Схема участка глянцевания поточной линии производства глянцованной карамели с дражировочными котлами периодического действия.
(или обсыпной) карамели как с использованием периодически действующих дражировочных котлов с механизированной загрузкой и ручной выгрузкой, так и с агрегатами для непрерывного глянцевания.
Первая часть линии и процесс от приготовления карамельной массы до охлаждения отформованной карамели мало отличаются от описанной выше поточной линии производства завернутой карамели и оснащены в основном тем же оборудованием. При этом формование карамели на такой линии может производиться на карамелережущей машине для карамели формы «подушечка» или на карамелештампующей машине — при выпуске карамели формы «шарик».
Схема участка глянцевания (обсыпки) карамели в линии с применением дражировочных котлов показана на рис. 26.
Карамель, полученная на поточной линии, аналогичной описанной выше, после охлаждающего транспортера 1 поступает на распределительный качающийся конвейер 2, расположенный над дражировочными котлами 5; с помощью загрузочных желобов 4 карамель загружается в дражировочные
котлы 3. По окончании процесса глянцевания или обсыпки карамель выгружают из котлов на наклонный вибрирующий лоток 5, отводящий ее на упаковку в короба или ящики, направляемые по рольгангу 6 на взвешивание и в экспедицию.
При обсыпке сахаром готовая карамель выгружается непосредственно в бункер для последующей упаковки.
Механизированная поточная линия производства глянцованной или обсыпной карамели с начинкой. Эта схема отличается от схемы, приведенной на рис. IV.1, оборудованием для обсыпки, глянцевания, фасовки и упаковки карамели (рис. 4.2).
Карамель из охлаждающего шкафа 1 подается по лотку 2 в агрегат 3 для отделки (непрерывного глянцевания или обсыпки). После отделки карамель типа «подушечка» или «шарик» наклонным транспортером 4 подается в фасовочно-упаковочный автомат 5 для фасовки в картонные коробки, которые затем укладывают в картонные ящики.
Механизированная поточная линия производства карамели с начинкой, переслоенной карамельной массой. Эта схема отличается от схемы, приведенной на рис. IV.1, оборудованием для приготовления начинок.
На рис. IV.3 представлена схема получения карамели с ореховой и шоколадной начинками, переслоенными карамельной массой.
Орехи, подлежащие переработке, поступают в очистительно-сортировочную машину 1, а оттуда — в обжарочный аппарат 2, где из них удаляется излишняя влага, а под воздействием высокой температуры в результате биохимических реакций появляются приятный вкус и аромат. Обжаренные орехи остывают в тележке 3, а затем их подают на измельчение в трехвалковую комбинированную мельницу 4, где они сначала измельчаются в дисковом или штифтовом измельчителе, затем проходят через зазоры между валками и передаются в сборник с лопастным валом. В результате измельчения происходит разрыв клеток и истечение из них жидкого масла. Поэтому измельченный орех представляет собой жидкую подвижную массу (тертый орех).
Приготовление густой (ореховой или орехово-шоколадной) начинки осуществляется в меланжере 5 смешиванием ореховой массы с сахарной пудрой, с какао-маслом или другим жиром, а в случае необходимости — с какао тертым. Сахарная пудра поступает из дробилки 6.
Полученная смесь подается в пятивалковую мельницу 7 и затем отминается в месильной машине 8. После отминки густую начинку загружают 
Рис. 4.2. Машинно-аппаратурная схема механизированной поточной линии производства глянцованной или обсыпной карамели
в приемную воронку начинконаполнителя 9. Для снижения вязкости ореховой или шоколадной смеси воронку снабжают рубашкой с водяным обогревом, а смесь подвергают вибрационным воздействиям.
Начинконаполнитель перекачивает смесь в неподвижную трубу 10, расположенную по оси внутри обкаточной машины 11. С ленточного конвейера 12 в обкаточную машину поступает карамельная масса, формируемая в виде 
Рис. 4.З. Машинно-аппаратурная схема механизированной поточной линии производства карамели с переслоенными начинками
конуса, внутрь которого начинконаполнителем подается густая начинка. Из образующегося конуса жгутовытягивающая машина 13 формует жгут. Жгут поступает на промежуточный конвейер 14, лента которого имеет несколько меньшую скорость, чем скорость жгута. В результате этого жгут укладывается на ленте в виде волнистой линии, что обусловливает равномерное чередование вдоль оси конвейера слоев карамельной массы и густой начинки, т. е. происходит приготовление переслоенной начинки.
Переслоенная начинка передается в обкаточную машину 15, где на нее накладывается порция карамельной массы с конвейера 12. Таким образом,
жгутовытягиватель 16 формует жгут, состоящий из карамельной оболочки, внутри которой находится густая ореховая или орехово-шоколадная начинка, переслоенная карамельной массой. Далее жгут поступает на формование изделий.
Автоматизированная поточная линия производства завернутой леденцовой карамели. Линия предназначена для производства леденцовой карамели типа «Театральной», изготовляемой в форме параллелепипеда и завертываемой на ирисоформующе-заверточных машинах ИЗМ-2 или ЛА-2 (ГДР). Машинно-аппаратурная схема линии представлена на рис. 4.4. 
Патока и сахарный сироп из соответствующих емкостей 1 двухплунжерным насосом 2 подаются в смеситель 3. Из него смесь шестеренным насосом 4 подается в расходный бак 5, а затем плунжерным насосом 6 в выпарной аппарат 7.
Уваренная карамельная масса вместе с вторичным паром поступает в вертикальную трубу, где пар отделяется от карамельной массы и отсасывается вентилятором через патрубок 11. Карамельная масса непрерывно стекает вниз по трубе, при этом из дозаторов 10 к 13 в нее подаются добавки. В реверсивно-поворотном наконечнике 9 трубы 12 карамельная масса перемешивается с добавками мешалкой и равномерно распределяется в приемной воронке 8 охлаждающей машины 17. В воронку непрерывно подается также эссенция из дозатора 14.
После охлаждения на барабане 15 лента карамельной массы скользит по наклонной охлаждающей плите и подвижными лемешками свертывается в жгут, который захватывается двумя зубчатыми барабанами 16, осуществляющими проминку карамельной массы. Карамельный жгут переходит далее на верхнюю ветвь транспортера 18, наклоненного к горизонту под большим углом. В конце транспортера установлен нож 19 гильотинного типа, разрезающий карамельную массу на отдельные жгуты длиной около 1200 мм.
Отрезанные жгуты поступают на промежуточный транспортер 20, а с него переходят на распределительный ленточный транспортер 21. Над этим транспортером установлены поворотные направляющие, которые, работая последовательно, сталкивают жгуты по наклонным спускам 22 в обкаточные машины агрегатов ИЗМ-2, установленных перпендикулярно оси транспортера. В линии установлено пять агрегатов ИЗМ-2, один из которых является резервным.
Скорость распределительного транспортера 21 выбрана с таким расчетом, чтобы первый жгут успел сойти в последнюю машину линии до того, как на транспортер поступит второй жгут. Промежуточный транспортер 20 работает с переменной скоростью: в период перехода на него жгута с транспортера 18 его скорость равна скорости транспортера 18 v1=2,94 м/мин), а в периодпередачи жгута транспортером 21 к обкаточным машинам он имеет повышенную скорость (v2=29,4 м/мин), близкую к скорости распределительного транспортера 21 (v3=32,4 м/мин). Скорость транспортера 20 изменяется с помощью двухступенчатой коробки скоростей 26.
Карамель, завернутая на машинах 24, передается поперечными транспортерами 25 на отводящий ленточный транспортер 23, на котором происходит ее охлаждение, и далее поступает на фасовку. При недостаточной ширине помещения агрегаты ИЗМ-2 могут быть установлены параллельно оси распределительного транспортера.
Из описаний машинно-аппаратных схем поточных линий карамельного производства видно, что для приготовления карамельного сиропа и начинок на кондитерских предприятиях применяется то или иное описанное в главе III оборудование, которое компонуется в виде сироповарочных и начиночных станций и агрегатов, причем эти станции и агрегаты обычно не устанавливаются непосредственно в линиях карамельного производства (для них отводятся специальные помещения), а подача сиропа и начинок на линии осуществляется путем перекачивания по трубопроводам насосами.
Из описания схем видно также, что каждая из приведенных выше разновидностей линий обычно состоит из основных групп оборудования, предназначенных для приготовления карамельной массы; для охлаждения и обработки карамельной массы; для формования карамели; для охлаждения и отделки карамели.
Агрегатированные сироповарочные станции и начиночные агрегаты описаны ранее.
Источник статьи: http://baker-group.net/technology-and-recipes/confectionery/equipment-for-the-production-of-hard-candy-and-dragees.html