производство пшеничных сдобных сухарей

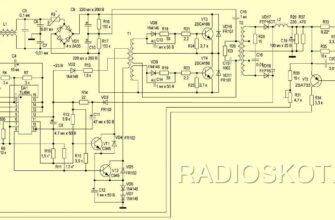
машинно-аппаратурная схема линии производства пшеничных сдобных сухарей
Состав: ТС,спецификация
Софт: Компас12

Дата: 2011-11-28
Просмотры: 9 705
234  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Софт: КОМПАС-3D 18.1
Состав: Технологическая схема производства комбикормов для взрослых индеек

Софт: КОМПАС-3D 16.1
Состав: Пояснительная записка (ПЗ), Технологическая линия производства окорока «Тамбовский» (ТС), План цеха по производству окорока «Тамбовский», Спецификация, 3 плаката.

Софт: AutoCAD 2018
Состав: Пояснительная записка, технологическая схема, технологическая карта

Софт: КОМПАС-3D 16
Состав: Задание, Содержание, Пояснительная записка(содержит спецификацию), Технологическая схема производства хлеба(ТС), Схема подготовки сырья(ПС), План хлебозавода с разрезами(МБ)

Софт: AutoCAD 2018
Состав: Пояснительная записка, технологическая схема
Дата: 2011-11-28
Просмотры: 9 705
234 Добавить в избранное
Источник статьи: http://vmasshtabe.ru/promzona/mapp/proizvodstvo-pshenichnyih-sdobnyih-suharey.html
ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА СУХАРЕЙ
Так как сухари содержат мало влаги, то они могут долгое время храниться без ухудшения вкусовых и питательных качеств. Кроме того, сухари пригодны для непосредственного потребления в пищу при любой температуре, что особенно ценно для снабжения различного рода экспедиций и армии.
Технологический процесс производства сухарей включает следующие стадии: 1) приготовление и выпечку хлеба или сухарных плит; 2) выдержку хлеба или сухарных плит; 3) резку хлеба или сухарных плит на ломти; 4) укладку ломтей в кассеты и вагонетки; 5) сушку; 6) охлаждение готовых сухарей; 7) отбраковку и упаковку готовой продукции.
На рис. 2.1 показана МАС производства ржаных сухарей.
Для ржаных сухарей хлеб приготовляется по обычной технологической схеме. Далее хлеб выдерживается в течение 12-36 часов. на полках вагонеток 1 или на стеллажах при температуре 10-12 °С. Во время выдержки хлеб черствеет, и поэтому лучше разрезается хлеборезальной машиной 2.
Ломти хлеба укладывают на столе 3 в кассеты 4, которые устанавливают на вагонетку 5. Вагонетку, загруженную кассетами, откатывают к конвейерной сушилке 6; здесь кассеты с ломтями хлеба загружают на люльки конвейера.
При прохождении люлек через сушилку ломти хлеба омываются нагретым воздухом, уносящим из них влагу.
После выхода из сушилки кассеты с готовыми сухарями на некоторое время оставляют на вагонетках 7 для охлаждения; затем вагонетки подкатывают к столу 8, над которым кассеты разгружаются. После отбраковки сухари укладывают правильными рядами в упаковочные многослойные бумажные пакеты 9 (крафт-мешки). Пакеты с сухарями помещают на решетчатые настилы в штабеля 10, в которых они хранятся до отправки потребителям.
МАС производства пшеничных сдобных сухарей, разработанная Всероссийским научно-исследовательским институтом хлебной промышленности (ВНИИХПом), приведена на рис. 2.2. Технологический процесс осуществляется следующим образом.




Подготовленная к производству мука из производственного силоса направляется в автомукомер 4; отсюда определенными дозами мука поступает в дежу тестомесильной машины 5, куда подаются компоненты из соответствующих дозаторов для замеса опары. После замеса опара ставится на брожение, а затем дежа с опарой устанавливается у другой тестомесильной машины для замеса теста.
После процессов замеса и брожения теста дежи поочередно подвозятся к подъемоопрокидывателю 7, направляющему тесто в тестоприемник 8 машины 9 для формования заготовок сухарных плит. Отформованные изделия на листах направляются по роликовому транспортеру 10 в конвейерный шкаф 11 для расстойки. Расстоявшиеся заготовки из конвейерного шкафа перекладывают на под конвейерной печи 12. Выпеченные сухарные плиты снимают с конвейера на другом конце печи и укладывают на люльки конвейерного шкафа 13 для охлаждения.
После охлаждения плиты направляют по транспортерам 14, 15 и 16 к резальной машине 17 для разрезания на ломти. Затем ломти укладывают на конвейер печи, где они сушатся. Высушенные сухари в другом конце печи сходят с конвейера на транспортер 19, направляющий их на упаковку; листы транспортерами 22 и 23 возвращаются к машине 24 для очистки и смазки, а затем подаются к формовочной машине 9.
На некоторых хлебозаводах в зависимости от местных условий (типа печей, размера зданий) применяются механизированные поточные линии, выполненные по другим машинно-аппаратурным схемам.
Машина ФПЛ-2 создана на Московском хлебозаводе № 2 на базе формовочной машины для печенья и предназначена для формования сухарных плит.
Машина (рис. 2.3) состоит из станины 1, приемной воронки 2, двух рифленых валков 5 для нагнетания теста, матрицы 6 с отверстиями, по профилю соответствующими форме вырабатываемых сухарей, и ленточного транспортера 3, на который устанавливаются листы.
Движение от электродвигателя (N = 1 кВт, n = 1410 мин -1 ) через вариатор скорости и цепную передачу передается на вал рифленого валка. Второму валку движение передается через пару цилиндрических шестерен на противополож-ной стороне.
Матрицы изготавливаются трех видов: 1) с тремя отверстиями для выработки плит для «дорожных», «московских», сливочных и ванильных сухарей; 2) с четырьмя отверстиями для кофейных и «пионерских» сухарей и 3) с девятью отверстиями для «детских» сухарей. Ширину отверстий можно регулировать заслонками при помощи винтов 4.
Тесто поступает в приемную воронку, рифлеными валиками подается в камеру и выпрессовывается через матрицу на перемещающиеся на ленточном транспортере листы. По мере заполнения листа тестовые заготовки обрезаются вручную металлическим скребком и передаются на расстойку.
Производительность машины обеспечивает выработку сухарей разных сортов от 420 до 500 кг/ч.
Машина для резки сухарных плит ХРП (рис. 2.4) состоит из станины 1, механизма для резки изделий 2, загрузочного 4, выгрузочного 5 и верхнего прижимного 3 ленточных транспортеров.

Рис. 2.3. Машина для формования сухарных плит

Рис. 2.4. Машина для резки сухарных плит
Машина приводится в движение (рис. 2.5) от электродвигателя 1 (N = 3 кВт, n = 950 об/мин), шестеренной передачи 2 на коленчатый вал 3 ножевых рам механизма резки и от него цепной передачей 6 на червячный редуктор 5.
От редуктора цепной передачей 4 движение передается приводным валам транспортеров. Верхний транспортер приводится в движение через пару цилиндрических шестерен загрузочного транспортера и цепной передачей 8.
Механизм для резки имеет две рамы с укрепленными в них пилообразными ножами, расположенными таким образом, что ножи одной рамы находятся между ножами другой. Расстояние между ножами соответствует толщине ломтей сухарей. Рамы с пилами, прикрепленными к шатунам 7 коленчатого вала, совершают по вертикальным направляющим, прикрепленным к станине, возвратно-поступательные движения одна напротив другой. Величина хода рамы 63,5 мм.
|
|

Рис. 2.5. Кинематическая схема машины для резки сухарных плит (а)
и схема расположения ножей в хлеборезке для ржаного хлеба (б)
Для предохранения сухарных плит во время движения загрузочного транспортера от приподнимания или перевертывания предусмотрен верхний прижимной транспортер, величина зазора которого от ленты загрузочного транспортера может регулироваться. С боков транспортеров предусмотрены раздвижные бортики, расстояние между которыми устанавливается в соответствии с размерами подлежащих резке сухарных плит.
Для сбора крошек под выгрузочным транспортером предусмотрен противень. В целях безопасности механизм резания закрыт кожухом, который сблокирован с приводом машины.
В начале работы устанавливают бортики и верхний прижимной транспортер по размерам плит, включают двигатель и плотно укладывают сухарные плиты поперек транспортера, который подает их под ножи и проталкивает ломти рядами на выгрузочный транспортер для раскладки на листы для сушки.
Производительность машины марки ХРП при резке сухарных плит составляет от 1000 до 1200 кг/ч. Эта машина может быть использована для резки на ломти любого хлеба из пшеничной сортовой муки.
Для резки хлеба из ржаной муки пилы в рамах устанавливаются под углом в шахматном порядке, как указано в схеме (рис. 2.5, б).
Источник статьи: http://sdamzavas.net/4-16079.html
Технологическая линия производства пшеничных сдобных сухарей
Характеристика продукции сырья и полуфабрикатов. Сухари – это высушенные для хранения впрок или непосредственно для питания кусочки ржаного или пшеничного хлеба. Влажность сухарей в зависимости от рецептуры составляет от 8 до 12 %.
В России распространены различные виды сухарей, отличающиеся формой, размерами, вкусовыми и питательными свойствами и способностью выдерживать длительное хранение.
Изготовляют также сухари специализированного назначения: питательные сухари для детей, лечебные сухари различного вида (на солях минеральных источников или сухари для диабетиков и т.п.) или же соленые, так называемые «пивные» сухари.
В зависимости от вида сухарей в их рецептуру входят не только пшеничная или ржаная мука, дрожжи и соль, но также сахар, животное масло, яйца, ароматические эссенции и др.
При производстве сухарей основным полуфабрикатом является сухарная плита, состоящая из тестовых заготовок сухарей. Размеры заготовок соответствуют желательному профилю и длине сухаря.
Особенности производства и потребления готовой продукции. Сухари обычно вырабатывают на механизированных поточных линиях для выпуска изделий в ассортименте.
Основным процессом производства сухарей, наряду с замесом, брожением теста и выпечкой заготовок, является формование сухарных плит. Для этого выполняют операции деления теста на мелкие дольки, раскатки долек в жгуты и укладки их в ряды на металлические листы. Вследствие прокатки долек теста в жгуты сухари приобретают мелкую пористость и равномерную поверхность среза сухаря.
Так как сухари содержат мало влаги, то они могут долгое время храниться без ухудшения вкусовых и питательных свойств. Диетические достоинства сухарей состоят в том, что их белки, жиры и углеводы сравнительно легко и полностью утилизируются организмом человека, в том числе и при многих заболеваниях. Кроме того, сухари пригодны для непосредственного употребления в пищу при любой температуре, что особенно ценно для снабжения каких-либо экспедиций и армии.
Стадии технологического процесса:
– подготовка сырья к производству;
– дозирование рецептурных компонентов, замес и брожение теста и опары;
– разделка теста и получение сухарных плит: деление теста на мелкие дольки, раскатка долек в жгуты, укладка их в ряды на металлические листы – противни для образования плиты;
– расстойка сухарных плит и последующая смазка их поверхности яичной болтушкой, обсыпка сахаром, ореховой или сухарной крошкой;
– выпечка и охлаждение сухарных плит;
– выдержка сухарных плит, последующая их резка на ломти и укладка ломтей в кассеты или на металлические листы;
– сушка ломтей и охлаждение готовых сухарей;
– отбраковка и упаковывание готовой продукции.
Характеристика комплексов оборудования. Начальные стадии технологического процесса производства сухарей выполняются с помощью комплекса оборудования для хранения, транспортирования и подготовки к производству муки, воды, соли, сахара, жира, дрожжей и других видов сырья. Для хранения сырья используют мешки и металлические емкости и бункера. На небольших предприятиях применяют механическое транспортирование мешков с мукой погрузчиками, а муки – нориями, скребковыми и винтовыми конвейерами. На крупных предприятиях используют системы пневматического транспорта муки. Жидкие полуфабрикаты перекачиваются насосами. Подготовку сырья осуществляют с помощью просеивателей, смесителей, магнитных аппаратов, фильтров и вспомогательного оборудования.
Ведущий комплекс линии состоит из оборудования для темперирования, дозирования и смешивания рецептурных компонентов; брожения опары и теста; деления теста на порции, формования тестовых заготовок и сухарных плит. В состав этого комплекса входят дозаторы, тестоприготовительные агрегаты, тестомесильные и формующие машины для сухарных плит.
Следующий комплекс линии включает оборудование для расстойки, выпечки, охлаждения, выпечки и резания сухарных плит; укладки и сушки ломтей.
Завершающий комплекс оборудования содержит оборудование для охлаждения и упаковывания готовой продукции.
Линия комплектуется также машиной для очистки и смазки противней и системой конвейеров для возврата противней после выхода из печи, подготовка и подача их на загрузку либо к формующей машине для сухарных плит, либо к резательной машине для получения ломтей.
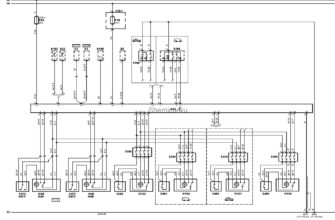
На рис. 3.3. показана машинно-аппаратурная схема линии для производства пшеничных сдобных сухарей.
Устройство и принцип действия линии. Подготовка муки, воды, соли, дрожжей и других компонентов проводятся так же, как в ранее описанной линии производства хлеба из пшеничной муки.
При работе линии подготовленная к производству мука из производственного силоса направляется в порционные весы 3 и определенными дозами поступает в дежу 4, установленную на тестомесильной машине 2. Сюда же через систему дозаторов 1 подаются жидкие компоненты: вода и дрожжевая разводка. Производится замес опары и дежу откатывают в помещение для брожения.
После брожения опары дежу устанавливают на другую тестомесильную машину, порционными весами дозируют оставшуюся часть муки, а системой дозаторов подают необходимые жидкие компоненты. Производится замес теста и дежу снова откатывают в помещение для брожения.
Для приготовления теста вместо тестомесильных машин периодического действия с подкатными дежами в линии можно использовать тестомесильные агрегаты непрерывного действия.
Дежи с готовым тестом поочередно подвозятся к дежеопрокидывателю 5, направляющему тесто в приемную воронку 6 машины 7 для формования сухарных плит. В формующей машине 7 образуют тестовые заготовки сухарей в виде жгутиков, которые укладываются вплотную друг к другу на металлические противни, формируя сухарную плиту. Далее противни с плитами устанавливают на люльки конвейера расстойного шкафа 8.
При пересадке из шкафа 8 на под туннельной печи 10 тестовые заготовки накалывают и смазывают меланжем. Выпечка сухарных плит производится без пароувлажнения при пониженных температурных режимах.

Рис. 3.3. Машинно-аппаратурная схема линии производства пшеничных сдобных сухарей
Выпеченные сухарные плиты снимают с противней и загружают на конвейер охлаждающего шкафа 11. При использовании приточно-вытяжной вентиляции продолжительность охлаждения сухарных плит составляет 6…16 ч. Такая выдержка необходима для повышения жесткости и пластичности внутренней структуры сухарных плит, что обеспечивает минимальное количество брака при резке. После охлаждения плиты направляют конвейером 13 к резательной машине 12. Сухарные плиты разрезают ножами на куски одинаковой толщины – ломти, раскладывают их на металлические противни при помощи укладчика 9 и загружают противни с ломтями на под печи 10 для сушки сухарей.
Сушка сдобных сухарей возможна только в хлебопекарных печах, так как лучистая составляющая теплообмена обеспечивает получение необходимой по требованиям стандарта окраски боковых сторон сухарей.
Представленная на рис. 3.4. поточная линия с одной печью работает по 3-х сменному режиму: 1-я смена – выпечка сухарных плит, 2-я и 3-я смены – сушка сухарей. Таким образом, шкаф охлаждения выполняет функции накопителя, а печь переналаживается на два разных режима – выпечки и сушки. Высокопроизводительные линии по производству сдобных сухарей комплектуют двумя печами: одной – для выпечки сухарей, второй – для сушки сухарей. При этом для согласованной работы линии площадь второй печи должна быть в два раза больше.
После сушки сухари на выходе из печи снимают с противней и подают на ленточный конвейер 14 для остывания и стабилизации внутренней структуры. Готовые сухари упаковывают в машине 15. В зависимости от назначения и предполагаемого срока хранения сухари упаковывают в пакеты, коробки или ящики.
Источник статьи: http://food-mechanics.ru/?p=159