Разработка последовательности сборки машины
Для установления последовательности сборки машины необходимо проанализировать ее конструкцию и выявить сборочные единицы, входящие в ее состав. В зависимости от сложности конструкции сборочные единицы подразделяют на комплекты, подузлы и узлы.
Под комплектом понимают сборочную единицу, к базирующей детали которой присоединены одна или несколько других деталей. Примерами комплектов могут служить резцедержатель (рис. 11.12) с ввернутыми в него винтами для закрепления резцов и с запрессованными втулками, служащими для фиксации резцедержателя в четырех положениях, а также верхняя часть суппорта с запрессованной в него осью, на которую насаживают резцедержатель.
Подузлом называют сборочную единицу, на базирующую деталь которой установлены несколько деталей и не менее одного комплекта. Примером подузла может быть верхняя часть суппорта с резцедержателем, смонтированным на нем и представляющим собой комплект.
Положив в основу дельнейшего усложнения сборочных единиц присоединение
к базирующей детали, как минимум, одной предшествующей сборочной единицы, получим следующие более сложные сборочные единицы.
Узел первого порядка представляет собой базирующую деталь, на которой смонтирован хотя бы один подузел, несколько комплектов и деталей. Примером узла первого порядка может служить суппорт, на базирующей детали (салазках) которого смонтированы верхняя часть суппорта (подузел), ходовые винты и гайки, маховики с рукоятками и пр.
Следующей по сложности сборочной единицей является узел второго порядка. На его базирующей детали смонтированы один или несколько узлов первого порядка, подузлов, комплектов и деталей. Примером узла второго порядка может служить каретка токарного станка, к базирующей детали которой присоединен фартук, являющийся узлом первого порядка, поперечный суппорт и т.д. В машинах встречаются узлы и более высоких порядков.
Последней наиболее сложной сборочной единицей является сама машина, на базирующей детали которой смонтированы не менее чем узел высшего порядка, узлы, подузлы, комплекты и отдельные детали. Примером машины может служить токарный станок.
Основой любой сборочной единицы является базирующая деталь. Ее функции сводятся не только к соединению одних сборочных единиц и деталей с другими, но и к обеспечению их относительного положения в машине.
С установки базирующей детали начинается сборка любой сборочной единицы, если только ее монтаж не осуществляется непосредственно в машине. После
установки базирующей детали на нее последовательно устанавливают все сборочные единицы и детали.
Конструктивное разнообразие машин ограничивает возможность выдачи общих рекомендаций по установлению последовательности их сборки.
Последовательность сборки машин разного назначения в основном зависит от специфики их конструкций. Однако существуют следующие некоторые общие положения, которых надо придерживаться, разрабатывая технологию сборки конкретной машины.

Рис. 11.12. Виды сборочных единиц
1. Сборку следует начинать с формирования тех размерных цепей, с помощью которых в машине решаются наиболее ответственные задачи.
2. При наличии параллельно связанных размерных цепей их построение в машине следует начинать с установки деталей, размеры которых являются общими звеньями.
3. При сборке сборочной единицы последовательность установки деталей должна быть таковой, чтобы ранее смонтированные детали не мешали установке последующих деталей.
4. Необходимо стремиться к тому, чтобы в процессе сборки машины были минимальными частичные разборки сборочных единиц.
5. При достижении точности замыкающих звеньев размерных цепей методом пригонки пригоночные работы нужно выполнять вне собираемого объекта.
6. Последовательность сборки машины и ее сборочных единиц должна соответствовать избранным виду и форме организации производственного процесса.
Наметив последовательность сборки машины, следует проверить возможность ее соблюдения на реальной машине. Такая проверка может потребовать внесения в разработанную технологию существенных поправок.
Последовательность сборки машины удобно отображать графически в виде схемы сборки. Схема сборки является оперативным документом, по которому персонал сборочного цеха знакомится с последовательностью сборки новой машины, организует процесс сборки, ведет комплектование сборочных единиц и их подачу в надлежащей последовательности к местам сборки, а также помогает решать другие организационные и управленческие задачи.
Конструкция большинства машин не позволяет вести их сборку без частичной разборки сборочных единиц, поступающих на общую сборку в собранном виде, поэтому в схему сборки необходимо включать и все неизбежные по ходу технологического процесса разборки сборочных единиц.
Схема сборки и разборки должна быть наглядной и отражать последовательность сборки машины во времени. Этим требованиям в наибольшей мере отвечает схема сборки, построенная следующим образом.
Лист бумаги по горизонтали делят на несколько зон для деталей, комплектов, подузлов, узлов и машины. Каждому из элементов, составляющих машину, дают условное обозначение в виде геометрической фигуры. Например, детали могут быть обозначены прямоугольниками, комплекты квадратами и т.д. В фигуры вписывают номера деталей и сборочных единиц, присвоенные их чертежами. Отображение общей сборки машины так же, как и любой сборочной единицы, следует начинать с базирующей детали. Вертикальной линией базирующая деталь сносится в зону машины или сборочной единицы соответствующего типа. Затем в зоне деталей проставляют номера деталей первой сборочной единицы, входящей в состав машины, и вертикальными линиями их сносят на уровень отведенной для нее зоны. Далее теми же приемами показывают вхождение данной сборочной единицы, наряду с другими деталями и сборочными единицами, в состав более сложной сборочной единицы и т.д.
Содержание и последовательность выполнения технологического процесса сборки изделия, применяемые приспособления и инструменты, разряд работ, нормы времени и прочие сведения отражают в технологических документах: операционных и маршрутных картах, ведомостях операций и др. Требования к формам и заполнению технологических документов регламентированы ГОСТ 3.1118–82, ГОСТ 3.1119–83, ГОСТ 3.1121–84, ГОСТ
Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Студалл.Орг (0.007 сек.)
Источник статьи: http://studall.org/all-1434.html
Сборка машин
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое «Сборка машин» в других словарях:
СБОРКА МАШИН — часть производств. процесса, заключающаяся в соединении готовых деталей, сборочных единиц и агрегатов в определ. последовательности, в результате чего получают готовую, машину или механизм, полностью отвечающие установл. технич. требованиям.… … Большой энциклопедический политехнический словарь
СБОРКА — СБОРКА, сборки, жен. 1. только ед. Действие по гл. собрать в 4 знач. собирать (спец.). Сборка машин. Сборка автомобиля. 2. В шитье то, что собрано в виде складки, складок и сшито вместе. Платье со сборками. Толковый словарь Ушакова. Д.Н. Ушаков.… … Толковый словарь Ушакова
СБОРКА — часть технологического процесса, состоящая в образовании разъёмных или неразъёмных соединений составных узлов, частей и готовых к эксплуатации деталей, с целью компоновки из них машин, изделий, объектов и т. п., полностью отвечающих установленным … Большая политехническая энциклопедия
Узловая сборка — Сборка машин из предварительно подготовленных сборочных единиц узлов (например, мост, двигатель или кабина автомобиля) … Большая советская энциклопедия
Селективная сборка — см. в ст. Сборка машин … Большая советская энциклопедия
Бытовых приборов и машин промышленность — выпускает приборы и машины, предназначенные для использования в быту, облегчения и сокращения домашнего труда, создания бытовых удобств. В дореволюционной России кустарным способом изготовлялись примитивные бытовые приборы и машины.… … Большая советская энциклопедия
РЕМОНТ С.-Х. МАШИН — замена или исправление в машине отдельных частей, потерявших работоспособность вследствие износа или поломки. Р. с. х. м. важнейшее хозяйственно политическое мероприятие, от своевременного проведения и качества к рого зависит успешность работы… … Сельскохозяйственный словарь-справочник
Монтаж агрегатов, машин, аппаратов и др. — МОНТАЖ сборка и установка сооружений, конструкций, технологического оборудования, агрегатов, машин, аппаратов, приборов, радиоэлектронных устройств и т.д. Монтаж производится из готовых частей (узлов) и элементов. Источник: Методические… … Официальная терминология
СЕЛЕКТИВНАЯ СБОРКА — группового подбора метод, метод сборки машин и механизмов, при к ром осуществляют соответствующий подбор попарно работающих деталей. Поступающие на сборку детали сортируют по размерным группам, внутри к рых сопрягаемые детали (охватываемая и… … Большой энциклопедический политехнический словарь
Iveco LMV — Тип: бронированные машины Страна … Википедия
Источник статьи: http://dic.academic.ru/dic.nsf/bse/130388/%D0%A1%D0%B1%D0%BE%D1%80%D0%BA%D0%B0
Построение схемы сборки машины
Разрабатывая последовательность сборки машины очень удобно изображать ее в виде графической схемы сборки.
Схема сборки не только помогает в разработке последовательности сборки машины, но и является основным оперативным документом, по которому административно-технический и рабочий персонал сборочного цеха знакомится с последовательностью сборки новой машины, организует выполнение сборочного процесса, производит комплектование машины, подачу сборочных единиц и деталей в надлежащей последовательности к местам сборки, ведет учет, расставляет рабочих, планирует производство и позволяет вносить усовершенствования в конструкцию, ТП и организацию производства машины.
При построении схемы сборки в нее необходимо включать и все необходимые по ходу ТП разборки сборочных единиц.
Для машин, которые посылаются потребителю в разобранном виде, строятся специальные схемы их демонтажа у изготовителя и повторной сборки у потребителя (поскольку в таких случаях сборочные единицы обычно значительно укрупняются).
Схемы сборки и разборки должны отличаться наглядностью, показывать последовательность и служить оперативным документом. Она является основой для разработки маршрутного ТП сборки изделия.
При разработке схемы сборки следует обратить внимание на следующее:
1. Располагать схему сборки рекомендуется по горизонтали.
2. Изображение общей сборки изделия, а также любой сборочной единицы следует начинать с базирующей детали.
3. Следить за последовательностью установки сборочных единиц во времени, а также за последовательностью основных и вспомогательных работ, выполняемых при сборке, делая соответствующие надписи на схеме сборки (сверлить и развернуть 2 отв. под штифты, запрессовать штифты, шабрить и т.д.).
Лист бумаги делят на несколько зон: деталей, сборочных единиц 1-го порядка (комплектов), 2-го порядка (подузлов), 3-го порядка (узлов) и т.п. Для крупных изделий сборку разделяют на общую и узловую.
Каждому из составляющих машину элементов дается условное обозначение, например, деталь обозначается небольшим прямоугольником, в котором указывается наименование и номер детали по чертежу. На схему общей сборки машины наносятся только условные обозначения деталей и сборочных единиц, непосредственно поступающих на общую сборку. Для обозначения характера сборочной операции (например, установки, правки шабрения, регулировки, сверления и т.д.) используют стрелки, на линиях которых вводят добавочные условные обозначения в виде букв, слов или фигур.
| Корпус |
| ТМ 01.009 |
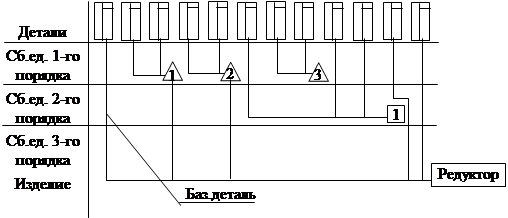
Схема сборки является основной для проектирования маршрутного технологического процесса сборки изделия, устанавливающего последовательность т содержание технологических и вспомогательных операций сборки. Схема сборки является основным оперативным документом для административного технического и рабочего персонала.
Источник статьи: http://helpiks.org/7-93850.html
Основные положения разработки технологического процесса сборки машин
Одним из важных этапов создания машины является ее сборка из отдельных деталей. В соответствии с делением машины на сборочные единицы и детали различают общую сборку машины, сборку узлов (узловую), сборку подузлов (подузловую) и сборку комплектов (комплектную).
Под узловой сборкой понимают соединение, координирование и фиксацию с требуемой точностью подузлов, комплектов и деталей, составляющих узел. В результате узловой сборки должен получиться узел, полностью отвечающий служебному назначению.
Под подузловой сборкой понимают соединение, координирование и фиксацию с требуемой точностью комплектов и деталей, составляющих подузел.
Под комплектной сборкой понимают соединение, координирование и фиксацию с требуемой точностью всех деталей, составляющих комплект. В результате подузловой сборки и сборки комплектов должны получаться подузлы и комплекты, отвечающие их служебному назначению.
К технологическому процессу сборки обычно относят также переходы, связанные с проверкой правильности действия сборочных единиц и деталей, например плавности и точности относительных перемещений, действия смазочной системы, последовательности включения отдельных механизмов. В сборочные процессы включаются также переходы, связанные с очисткой, мойкой, окраской и отделкой деталей, сборочных единиц и нередко машины в целом, а также переходы, связанные с регулировкой машины и ее механизмов, и переходы по разборке машины, если она отправляется потребителю в разобранном виде с целью удобства транспортировки.
На основе изучения служебного назначения машины, ее сборочных и рабочих чертежей, размерного анализа и намеченного количества машин, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационная форма производственного процесса сборки машины. Решающим фактором является количество машин, подлежащих изготовлению, причем к вопросу о выборе вида и организационной формы производственного процесса сборки необходимо подходить с точки зрения экономической эффективности.
После того как предварительно намечены вид и организационная форма технологического процесса сборки машины, приступают к разработке последовательности ее общей сборки.
Для установления последовательности общей сборки машины прежде всего необходимо произвести анализ ее конструкции для выявления всех составляющих машину сборочных единиц и отдельных деталей, которые должны поступать на общую сборку.
Анализ удобно начать с выявления номенклатуры подразделений сборочных единиц, из которых состоит конструкция машины. Обычно конструкция состоит из узлов, подузлов, комплектов и отдельных деталей. Конструкция ряда более сложных машин состоит из узлов первого, второго и так далее порядков, подузлов, комплексов и деталей. Установив номенклатуру сборочных единиц, выявляют все сборочные единицы, из которых состоит машина.
В каждой сборочной единице должна быть найдена базирующая деталь, определяющая положение всех составляющих данную сборочную единицу других сборочных единиц и деталей.
Последовательность общей сборки машины определяется ее конструктивными особенностями и заложенными в конструкцию методами получения требуемой точности.
Пример разработки технологического процесса сборки машины
Разрабатывая последовательность сборки машины, очень удобно изображать ее в виде графической схемы сборки. Эта схема не только помогает в разработке последовательности сборки машины, но и является основным оперативным документом, по которому персонал сборочного цеха знакомится с последовательностью сборки новой машины, организует выполнение сборочного процесса, производит комплектование машины, подачу сборочных единиц и деталей в надлежащей последовательности к местам сборки, ведет учет, расставляет рабочих, планирует производство и разрешает вносить усовершенствования в конструкцию, технологический процесс и организацию производства машины.
Конструкции большинства машин не позволяют вести их сборку без предварительной частичной разборки их сборочных единиц, поступающих на общую сборку в собранном виде. Поэтому при построении схемы сборки в нее необходимо включать и все неизбежные по ходу технологического процесса разборки сборочных единиц. Для машин, которые посылают потребителю в разобранном виде, строят специальные схемы их демонтажа у изготовителя и повторной сборки у потребителя, так как в таких случаях сборочные единицы обычно значительно укрупняют.
Схема сборки и разборки должна быть наглядна, показывать последовательность процессов и служить оперативным документом. Для этого схему общей сборки машины удобнее всего строить следующим образом. Лист бумаги делят на несколько зон: деталей, комплектов, подузлов, узлов (последние, если необходимо, разбивают по зонам узлов первого порядка, второго и т. д.) и машины в целом. Каждому из составляющих машину элементов дают условное обозначение, например деталь обозначают небольшим прямоугольником, в котором указывают наименование и номер детали по чертежу. Прямоугольниками больших размеров или другими геометрическими фигурами обозначают и все остальные элементы. На схему общей сборки машины наносят только условные обозначения деталей и сборочных единиц, непосредственно поступающих на общую сборку.
Рассмотрим разработку технологии сборки машины на примере разработки технологического процесса сборки одного узла – шестеренного масляного насоса (рис. 11). Общность методики разработки технологии сборки машины, узла и любой другой сборочной единицы вполне допускает ее показ на более простом примере.
Шестеренный насос предназначен для подачи смазочного материала к трущимся поверхностям деталей трактора под давлением 0,6 МПа. Насос должен обеспечить подачу масла не менее 30 л/мин при частоте вращения зубчатых колес 39 с -1 .
Проанализируем достаточность и правильность технических условий, задаваемых чертежом, по подаче насоса, требуемой служебным назначением. Фактическая подача насоса
 , (1)
, (1)
где  – теоретическая подача насоса за один оборот зубчатых колес, л/мин;
– теоретическая подача насоса за один оборот зубчатых колес, л/мин;
п – частота вращения зубчатых колес, с -1 ;
 – утечка масла, л/мин;
– утечка масла, л/мин;
 – потери при всасывании, л/мин.
– потери при всасывании, л/мин.
При нагнетании возможны утечки масла:
 , (2)
, (2)
где  – утечка через радиальные зазоры между зубьями и корпусом;
– утечка через радиальные зазоры между зубьями и корпусом;
 – утечка, обусловленная неплотностью контакта зубьев;
– утечка, обусловленная неплотностью контакта зубьев;
 – утечка через торцовые зазоры между корпусом и зубчатым колесами.
– утечка через торцовые зазоры между корпусом и зубчатым колесами.
В соответствии с приведенными зависимостями расчет насоса и разработка норм точности должны быть проведены по следующей схеме. Исходя из требуемой подачи, следует установить теоретическую подачу, нормы утечки и потерь масла при всасывании. Затем переходят к размерам зубчатых колес, их модулю, ширине и параметрам зацепления. Нормы допустимых утечек и потерь при всасывании позволяют ограничить допусками параметры, от которых зависят утечки и потери. В частности, исходя из установленной нормы утечки масла, находят нормы утечек  ,
,  , , а исходя из них определяют наибольший допустимый радиальный зазор, боковой зазор между зубьями, торцовый зазор. Устанавливая наименьшие допустимые зазоры, следует учитывать условия трения зубчатых колес о корпус и возможность заклинивания их при нагреве во время работы.
, , а исходя из них определяют наибольший допустимый радиальный зазор, боковой зазор между зубьями, торцовый зазор. Устанавливая наименьшие допустимые зазоры, следует учитывать условия трения зубчатых колес о корпус и возможность заклинивания их при нагреве во время работы.
При расчете допусков, необходимо определить, соответствуют ли требованиям служебного назначения насоса верхние предельные значения зазоров, заданные в чертежах. В табл. 8 приведены возможные утечки масла, найденные по методике расчета шестеренных насосов.
Таблица 8 Влияние зазоров на утечки масла
| Причина утечки масла | Верхнее предельное отклонение зазора, мм | Возможная утечка масла, л/мин |
| Радиальные зазоры Боковой зазор между зубьями зубчатых колес Торцовый зазор между зубчатыми колесами и корпусом | 0,15 0,45 0,12 | 0,44 4,49 1,8 |
| В с е г о | 6,73 |
Потери при всасывании, одной из главных причин которых является разрежение во всасывающей камере насоса и неполное заполнение межзубовых впадин, = 4,83 л/мин.
Учитывая, что теоретическая подача насоса при размерах зубчатых колес и корпуса, указанных в чертежах будет
60Qт n = 60*0,01793*39=41,95 л/мин,
можно ожидать, что подача насоса
Следовательно, верхние предельные отклонения зазоров установлены правильно.
Среди технических требований имеются следующие.
1. В собранном насосе при прокручивании от руки зубчатые колеса должны вращаться плавно.
2. Собранный насос должен быть чистым; его зубчатые колеса должны работать плавно и бесшумно; насос следует подвергнуть испытаниям на специальной установке в течение 3 – 4 мин.
Требования, касающиеся легкости и плавности, а также бесшумности вращения зубчатых колес, заданы в неявной форме, поэтому формулировку первого из них следовало бы заменить следующей: в окончательно собранном насосе приводной вал должен свободно проворачиваться от руки; крутящий момент, требующийся для поворота приводного вала, не должен превышать 1…1,5 Н×м. Второе условие следует сформулировать так: уровень звукового давления (шума) при работе насоса под нагрузкой не должен превышать 40 дБ.
В нормы точности, заданные чертежом, следует внести еще одно уточнение: на зазор между корпусом и торцом ведомого зубчатого колеса привода следует установить допуск; учитывая, что для свободного вращения зубчатого колеса вполне достаточен зазор 0,1 мм, можно установить предельное отклонение зазора 0,1. 0,5 мм.
Выяснив соответствие технических требований служебному назначению шестеренного насоса и откорректировав их, можно перейти к ознакомлению с намечаемым выпуском машин в единицу времени и по неизменяемым чертежам. Допустим, что в год надо изготовить 100000 насосов рассматриваемой конструкции, причем общий выпуск насосов по неизменяемым чертежам составляет 800000 шт.
Приступая к проведению размерного анализа, наметим наиболее важные задачи, которые необходимо решить в процессе изготовления насоса. Этими задачами является обеспечение;
1) требуемого радиального зазора между зубчатыми колесами и корпусом;
2) зазора между корпусом и торцами зубчатых колес (торцового зазора);
3) требуемого бокового зазора между зубьями зубчатых колес;
4) требуемого зазора между торцом оси ведомого зубчатого колеса и крышкой корпуса;
5) зазора между корпусом и торцом ведомого зубчатого колеса;
6) плотности контакта зубьев зубчатого колеса;
7) легкости вращения зубчатых колес.
Сборку насоса следует производить в следующем порядке. В окончательно обработанные корпус и крышку необходимо запрессовать втулки подшипников, собрать корпус с крышкой, поставить контрольные штифты, фиксирующие положение крышки относительно корпуса, и обработать окончательно втулки. После этого следует снять крышку с корпуса, установить в корпус детали насоса и снова поставить крышку на место.
Более детально и наглядно последовательность сборки шестеренного насоса представлена на рис. 12 (номера на схеме соответствуют номерам деталей на рис. 11). На схеме показана не только сборка, но и частичная разборка, оказавшаяся необходимой в процессе сборки насоса данной конструкции. Сборка комплекта 4, включающего детали 7 и 9, производится в механическом цехе, где изготовляют зубчатые колеса. На схеме можно также указать все операции дополнительной обработки деталей, выполняемые в сборочном цехе, В процессе разработки технологического процесса сборки любой сборочной единицы возникают задачи, от решения которых существенно зависит построение технологических процессов изготовления деталей. Именно на этапе разработки технологического процесса изготовления машины или узла очень важна увязка технологических процессов изготовления деталей со сборкой изделия.
Исходя из конструкции объекта сборки, масштаба его выпуска и числа собираемых объектов по неизменяемым чертежам, можно ориентировочно наметить форму и вид организации процесса сборки насоса. Сравнительно простая конструкция насоса, малые габариты, небольшая масса и в то же время значительный масштаб выпуска указывают на то, что наиболее подходящей является поточная сборка. Транспортировать собираемый объект с одного рабочего места на другое удобнее с помощью непрерывно движущегося конвейера.
Для облегчения труда сборщиков и повышения его производительности при заданных масштабах выпуска и серийности можно применить не только универсальную, но и специальную технологическую оснастку. Например, для запрессовки втулок подшипников в корпус и крышку лучше всего использовать пневматический пресс.
Чтобы при запрессовке не была испорчена цилиндрическая поверхность валика, зубчатое колесо перед запрессовкой необходимо нагреть. Поэтому в номенклатуру оборудования участка сборки насоса надо включить нагревательную установку с масляной ванной.
Итогом всей проделанной работы по разработке технологического процесса сборки насоса является технологическая карта сборки шестеренного насоса (табл. 9). В отличие от схемы сборки в технологической карте сборки для удобства планирования и организации сборочного процесса сборка комплектов отделена от общей сборки насоса.
В табл. 9 дано лишь краткое содержание операций без перечислений всех работ, составляющих их. Например, операция 1 сборки подузла 1 предусматривает установку корпуса в приспособлении, установку крышки и шайб, наживление болтов, выверку положения крышки относительно корпуса, довертывание болтов и съем детали. В соответствии с содержанием операции определена норма штучного времени. Так как сборка насоса не прерывается сборкой других изделий и сборщикам не нужно знакомиться с технической документацией, получать полуфабрикаты, инструмент, то подготовительно-заключительное время в технологической карте не приведено. Время обслуживания рабочего места и время перерывов учтено при нормировании в размере 6 % оперативного времени.
Таблица 9 Технологическая карта сборки шестеренного насоса (см. рис. 11 )
| Номер операции | Операция | Инструмент | Оборудование и приспособление | Разряд рабочего | Норма штучного времени, мин |
| режущий и монтажный | контрольно-измерительный | ||||
| Сборка комплекта 1 | |||||
| Запрессовать втулку в корпус 1 | — | — | Пневматический пресс | 0,59 | |
| Сборка комплекта 2 | |||||
| Запрессовать втулку 5 в крыш-ку 12 | — | — | Пневматический пресс | 0,59 | |
| Сборка и разборка подузла 1 | |||||
Присоединить к корпусу крышку 12 четырьмя винта-ми 10, поставив предваритель-но шайбы 11 Просверлить в корпусе 1 два от-верстия Æ 7,8 +0,2 мм под штифты 17 Развернуть в корпусе 1 два от-верстия Æ 8  мм под штиф-ты 17 Установить два штифта 17 Расточить втулки подшипников Æ 15 мм под штиф-ты 17 Установить два штифта 17 Расточить втулки подшипников Æ 15  мм Пометить крышку по корпусу, разобрать подузел 1 мм Пометить крышку по корпусу, разобрать подузел 1 | — Сверло Æ 7,8 мм Специальная развертка Молоток Алмазный резец — | Приспособление для выверки по-ложения крышки — Предельный ка-либр — Предельный ка-либр — | Четырехшпиндельный винтоверт Вертикально сверлиль-ный станок, приспо-собление То же Алмазно-расточный станок, приспособле-ние Четырехшпиндельный винтоверт | 0,96 1,98 0,46 0,32 1,02 1,10 | |
| Итого | 5,84 |
Продолжение табл. 4
| Номер операции | Операция | Инструмент | Оборудование и приспособление | Разряд рабочего | Норма штучного времени, мин |
| режущий и монтажный | контрольно-измерительный | ||||
| Сборка комплекта 3 | |||||
| Установить валик 4 в приспо-собление, поставить шпонку 18, напрессовать зубчатое колесо 6 | — | — | Масляная ванна, при-способление | 0,85 | |
| Общая сборка насоса | |||||
| Запрессовать ось 8 в корпус 1 Установить в корпус 1 комп-лект 3, посадить ведомое зубча-тое колесо 2 привода и зафикси-ровать его штифтом 3 Посадить ведомое зубчатое ко-лесо 7 насоса Присоединить к корпусу 1 крышку (комплект 2) четырьмя винтами 10 с шайбами 11 Установить стопорные пласти-ны 14, прикрепить их к корпусу болтами 13 Установить прокладку 16 и при-соединить трубу приемника 15 винтами 19 с шайбами 20 | — Молоток » — — — | — — — — — — | Камера для охлажде-ния валика, приспособ-ление — — Четырехшпиндельный винтоверт Пневматический ключ То же | 0,80 1,16 0,22 0,96 1,32 1,01 | |
| Итого Общая трудоемкость сборки насоса | 5,47 13,34 |
При заданной программе и двухсменной работе такт Т выпуска насосов
 мин/шт., (3)
мин/шт., (3)
где Ф — фонд времени, ч.
Число рабочих, необходимое для выполнения заданной программы,
 , (4)
, (4)
где  – трудоемкость операции, мин;
– трудоемкость операции, мин;  – трудоемкость совмещенных операций, мин;
– трудоемкость совмещенных операций, мин;  – время, затрачиваемое на перемещение объекта сборки с операции на операцию;
– время, затрачиваемое на перемещение объекта сборки с операции на операцию;  – число параллельных потоков.
– число параллельных потоков.
При отсутствии совмещенных во времени операций, при совмещении времени транспортирования собираемых насосов с оперативным временем и одном потоке
 13,34 / 2,41 = 5 рабочих. (5)
13,34 / 2,41 = 5 рабочих. (5)
Чтобы примерно одинаково загрузить сборщиков работой, операции по сборке насоса можно распределить как указано в табл. 10. Рабочие на 2, 3, 4 и 5-м рабочих местах немного перегружены. Для более равномерной загрузки сборщиков следует повысить режимы работы оборудования и наметить приспособления, способствующие увеличению производительности труда рабочих на этих местах.
Таблица 10. Распределение работы между сборщиками.
| Номер рабочего места | Работа, выполняемая на каждом рабочем месте | Трудоемкость, мин. |
| Сборка комплектов 1 и 2, сборка подузла1, операция 1 Сборка подузла 1, операции 2….4 Сборка подузла 1, операции 5 и 6, сборка комплекта Общая сборка насоса, операции 1, 2 и 6 Общая сборка насоса, операции 3….5 | 2,14 2,76 2,87 2,97 2,50 |
ГЛАВА 6 ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ МАШИНЫ
Себестоимость машины
Каждая вновь изготовляемая машина должна не только отвечать всем требованиям ее служебного назначения, но и отличаться от ранее выпущенных машин данного назначения меньшими затратами материалов и затратами живого и прошлого труда.
Затраты на израсходованные средства производства и зарплату на изготовление машины на заводе, выраженные в денежной форме, принято называть ее себестоимостью. Одной из основных задач технологии машиностроения является непрерывное снижение себестоимости выпускаемых машин. Различают себестоимость машины в целом и себестоимость ее отдельных сборочных единиц, деталей и отдельных операции технологического процесса их изготовления.
Подсчет себестоимости получил название калькуляции. Различают предварительную калькуляцию, называемую иногда сметной, и последующую, называемую обычно отчетной или исполнительной.
Предварительная калькуляция служит для определения возможной или плановой себестоимости, намеченной к производству машины, ее сборочных единиц и деталей, и выбора наиболее экономичного варианта технологического процесса выполнения отдельной операции изготовления деталей и машины в целом.
Отчетная калькуляция служит для выявления фактических затрат на изготовление машины, ее сборочных единиц, деталей или на выполнение отдельных операций.
Таким образом, с помощью отчетной калькуляции определяют действительную себестоимость машины или ее частей за тот или иной промежуток времени. Сопоставление данных отчетной и предварительной калькуляций позволяет судить о соответствии действительного технологического процесса запроектированному, об эффективности мероприятий по его дальнейшему совершенствованию, а иногда и о том, насколько верна предварительная калькуляция.
Источник статьи: http://infopedia.su/2x4f22.html