Притирка клапанов уаз 409 двигатель
Притирку клапанов выполняют на снятой головке блока цилиндров (см. «Прокладка ГБЦ ЗМЗ-409 УАЗ Патриот»)
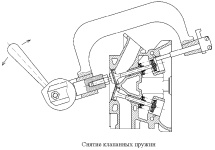
Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (см. «Маслосъемные колпачки ЗМЗ 409 УАЗ Патриот»).
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже есть готовые ручные держатели клапана.


При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рисунок 2.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
Очистите клапан от нагара

Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).

Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.


Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм (рис. 5)
На седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм (рис. 6).

После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться надлежащего качества поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактирующих поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
Проверьте герметичность клапана.
Установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Если керосин просочится в камеру сгорания, притрите клапан еще раз.
Аналогично притрите остальные клапаны и проверьте герметичность.
Источник статьи: http://autoruk.ru/patriot/dvigatel-zmz-409/pritirka-klapanov-uaz-patriot
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Перед ремонтом сначала необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911 Евро-4 и Евро-5. Головка цилиндров является неремонтопригодной в следующих случаях: наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами; износы отверстий под шейки распределительных валов более максимально допустимого значения; износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов, проверка и притирка клапанов, проверка упругости клапанных пружин.
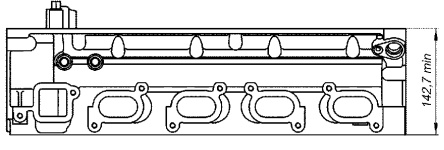
Для замера диаметра опор распределительных валов в головке цилиндров, крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки цилиндров ЗМЗ-40911 с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Контролируемые параметры при ремонте головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов.

Размеры сопрягаемых деталей привода впускных и выпускных клапанов головки цилиндров ЗМЗ-40911.

Проверка герметичности и притирка клапанов головки цилиндров ЗМЗ-40911.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки цилиндров ЗМЗ-40911. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности.
Дальше необходимо рассухарить клапаны с помощью специального приспособления и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места. Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью.
Снятие клапанных пружин с помощью специального приспособления.
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми.
При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по приведенным ниже размерам. При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного.
Обработка фасок впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры фасок.

Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить. Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911.
Определение ремонтопригодности головки цилиндров ЗМЗ-40911.
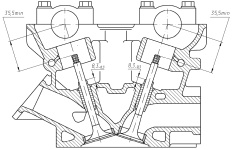
Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка цилиндров ремонту не подлежит. Выпрессовывание направляющей втулки производится с помощью оправки.
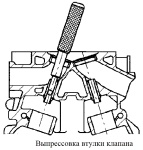
Выпрессовка втулки клапана.
При расстоянии менее 35,5 мм не будет обеспечена посадка клапана на седло в результате предельного сжатия гидротолкателя. Перед установкой направляющую втулку клапана охладить в двуокиси углерода (сухом льду) до минус 40-45 градусов, а головку цилиндров нагреть до температуры плюс 160-170 градусов. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием до размера выступания верхнего торца втулки над телом головки 8-8,3 мм.
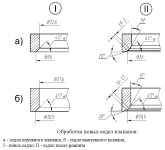
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 градусов с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размеров ниже.
Обработка новых седел впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры.
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм). По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью специального приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов.
Рекомендуется маслоотражательные колпачки при ремонте головки цилиндров ЗМЗ-40911 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения. Это способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок. Последний способ ремонта наиболее эффективный и малотрудоемкий. При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР14×1,25×15 ТУ 10.16.0001.150-89.
Замер объема камер сгорания головки цилиндров ЗМЗ-40911.
В ходе ремонта надо замерить объем камер сгорания головки цилиндров ЗМЗ-40911 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3. При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка упругости клапанных пружин головки цилиндров ЗМЗ-40911.
При ремонте головки блока цилиндров надо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Усилие новой клапанной пружины (одинарная пружина) при сжатии ее до длины 34,7 мм должно быть 232,5-270,1 Н (23,7-27.5 кгс), а при сжатии до 25,7 мм – 458,2-521,8 Н (46,7-53,3 кгс). Пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Подсборка головки цилиндров ЗМЗ-40911.
При подсборке головки блока цилиндров необходимо очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений. Протереть и продуть сжатым
воздухом.
Проверка распределительных валов головки цилиндров ЗМЗ-40911.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Источник статьи: http://auto.kombat.com.ua/remont-golovki-tsilindrov-zmz-40911-klapannogo-mehanizma-raspredelitelnyih-valov/
3.3.1. Ремонт деталей, узлов и агрегатов двигателя. Головка цилиндров, клапанный механизм и распределительные валы.
ГОЛОВКА ЦИЛИНДРОВ, КЛАПАННЫЙ МЕХАНИЗМ И РАСПРЕДЕЛИТЕЛЬНЫЕ ВАЛЫ
При наличии пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами головку бракуют.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий.
При подсборке головки цилиндров очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.
Если двигатель работал на этилированном бензине, то надо предварительно смочить нагар керосином. Это предотвращает распыление нагара при его удалении и предупреждает попадание ядовитой пыли в дыхательные пути.
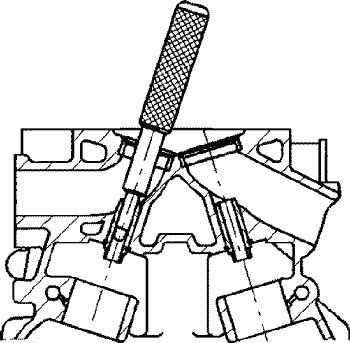
Рис.37 Выпрессовка втулки клапана
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А.
Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан и втулку следует заменить новыми.
Клапаны в запасные части выпускаются стандартного размера, а направляющие втулки — с внутренним диаметром стандартного размера и наружным диаметром трех ремонтных размеров (см. таблицу).
Выпрессовывание изношенной направляющей втулки производится с помощью оправки (рис.37).
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров. Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие не выполнимо – головка цилиндров ремонту не подлежит.
При замене направляющих втулок, перед сборкой их надо охладить в двуокиси углерода (сухом льду) до –40…–45 °С, а головку цилиндров нагреть до температуры +160…+175 °С. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием.
Втулки первого ремонтного размера запрессовываются в головку без дополнительной обработки отверстий в головке под втулки, втулки второго и третьего ремонтного размера — с предварительной расточкой (разверткой) отверстий до Ø 14,2 -0,023 -0,050 мм.
После запрессовки втулок фаски седел прошлифовать, центрируя по отверстию во втулке. При шлифовке следует выдерживать размеры указанные на рис.38 и обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм. общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм).
После шлифования фаски необходимо уменьшить ширину седел клапанов фрезерованием: у седла впускного клапана — 2 ± 0,4 мм; у седла выпускного клапана — 2 ± 0,3 мм.
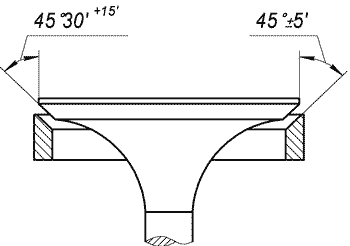
Рис.38 Седло клапана и клапан
По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом применяемым для двигателя.
На направляющие втулки клапанов напрессовать маслоотражательные колпачки, вставить клапаны во втулки согласно сделанным меткам и собрать их с пружинами. Убедиться, что сухари вошли в кольцевые канавки клапанов.
При наличии трещин любого характера распределительные валы подлежат выбраковке .
Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов, необходимо зачистить и отполировать поверхности шеек и кулачков.
Источник статьи: http://vajnovsem.ru/instr-imz7511-7512-7513-7514-7601/zmz-409-10-15.html