Процесс восстановления коленчатого вала двигателя камаз
Коленчатый вал изготовлен горячей штамповкой из стали 42ХМФА-Ш. Он имеет 5 коренных опор и 4 шатунные шейки. В шатунных шейках имеются закрытые заглушки и внутренние полости для центробежной очистки масла. На носке коленчатого вала установлена шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем. От осевых смещений вал фиксируется четырьмя сталеалюминие-выми полукольцами, которые устанавливаются в выточке задней коренной опоры. Хвостовик коленчатого вала уплотняется резиновым самоподвижным сальником.
Для улучшения работы системы смазки в шатунных шейках коленчатых валов последних выпусков устанавливаются втулки для центробежной очиски масла, как показано на рис. 32.
Дефектация, восстановление коленчатых валов и контроль их после восстановления осуществляются на основании технических условий.
Рекламные предложения на основе ваших интересов:
Заглушки коленчатого вала при капитальном ремонте подлежат 100%-й замене. Извлекаются они из своих гнезд перед мойкой коленчатого вала специальным съемником.
Коленчатые валы при поступлении в капитальный ремонт могут иметь следующие дефекты:
– обломы и трещины;
– изгиб вала (5—10% от общего количества коленчатых валов, поступающих в капитальный ремонт); износ коренных и шатунных шеек.
Технологический процесс восстановления коленчатых валов включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек и сборку коленчатого вала.
Рис. 32. Схема установки втулок для центробежной очистки масла внутри коленчатого вала:
1 — шатунная шейка коленчатого вала; 2 — бронзовая втулка; 3— заглушка; 4, 6 — масляные каналы; 5 — осадок
Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала.
Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части (под штоком пресса). Контроль осуществляется с помощью индикаторного приспособления. На среднюю шейку устанавливается призма со сферическим углублением для предохранения от повреждения шейки вала, и усилием пресса вал прогибается на величину, превышающую изгиб вала в 10 раз.
Шейки коленчатого вала шлифуются на круглошлифовальных станках 3A432.
Порядок шлифования следующий. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки. Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросмесителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (60 ±0,5) мм, и совмещение осей шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90°.
В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер.
После шлифования шейки подвергаются полировке в течение 1 мин на полировальных станках полировальной лентой ЭБ220 или пастой ГОИ № 10.
Восстановленные коленчатые валы поступают на сборку.
Шестерни привода масляного насоса из-за ненадежного его крепления могут иметь следующие дефекты: обрыв шестерни, наклеп на зубьях, выкрашивание зубьев. Шестерни, имеющие указанные выше дефекты, заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким мерительным инструментом. Противовесы, имеющие обломы или трещины, выбраковываются; имеющие износ отверстий под шейки вала восстанавливаются осталива-нием (железнением). Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Источник статьи: http://stroy-technics.ru/article/vosstanovlenie-kolenchatykh-valov-kamaza
Процесс восстановления коленчатого вала двигателя камаз
восстановлениЕ коленчатого вала двигателя КамАЗ-740 твердосплавной наплавкой
Агеев Е.В., Семенихин Б.А. (КурскГТУ, г. Курск, РФ)
In the article the defects of crankshaft of the engine Ка m А Z-740 are considered. The standard technological process of recovery and perspective, with use of powders obtained by an electroerosive dispersion is adduced.
Применение для восстановления изношенных деталей современных методов нанесения покрытий и, в первую очередь, с использованием порошковых твердых сплавов способствует значительному повышению их долговечности. Организация восстановления изношенных деталей является не только важным резервом удовлетворения народного хозяйства запасными частями, но и существенным резервом повышения качества ремонта, а также снижения расходов материальных и трудовых ресурсов.
Одной из наиболее сложных в изготовлении и ремонте деталей автомобилей семейства КамАЗ является коленчатый вал двигателя внутреннего сгорания (ДВС), основной дефект которого — износ коренных и шатунных шеек. Процесс изнашивания коренных и шатунных шеек коленчатого вала ДВС является нежелательным, но неизбежным.
Типовой технологический процесс восстановления коленчатых валов ДВС КамАЗ-740 включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек; сборка коленчатого вала.
Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала. Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм.
Шейки коленчатого вала шлифуются на круглошлифовальных станках 3А432. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки. Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросместителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (60 ± 0, 5) мм, и совмещение оси шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90 ° . Все коренные и шатунные шейки шлифуются под один ремонтный размер.
После шлифования шейки подвергают полировке в течение одной минуты на полировальных станках полировальной лентой ЭБ 220 или пастой ГОИ № 10.
Таким образом, на сегодняшний день коленчатые валы двигателя КамАЗ-740 успешно ремонтируются в пределах своих ремонтных размеров путем шлифования. Но, стоит размерам вала выйти из ремонтных, как появляются трудности с наращиванием и упрочнением поверхностей.
Изношенные валы с коренными и шатунными шейками, перешлифованные на все ремонтные размеры, но пригодные для восстановления путем нанесения покрытий до номинальных размеров, составляют 65-75 %.
В настоящее время на ремонтных предприятиях для восстановления коленчатых валов ДВС используют главным образом разновидности дугового способа наплавки под слоем флюса.
Одним из наиболее универсальных методов и гибких технологических приемов воздействия на свойства обрабатываемых поверхностей как метод упрочнения вновь изготавливаемых деталей машин и восстановления деталей с большой степенью износа (0,5 мм и более), работающих в условиях интенсивного изнашивания, является плазменно-порошковая наплавка (ППН).
В качестве материала при ППН коленчатых валов, работающих в условиях абразивного изнашивания, используются износостойкие порошковые наплавочные материалы, в структуре которых содержатся высокотвёрдые (карбиды, бориды и т.д.) фазы и относительно пластичная матрица. Среди порошковых наплавочных материалов, обладающих твердостью выше твердости абразива и стойкостью к абразивному износу, одними из наиболее перспективных являются порошки на основе систем WC — Co и WC — TiC — C о, являющиеся основой твердых сплавов, переработка отходов и дальнейшее использование которых является актуальной проблемой.
Одним из наиболее перспективных методов получения порошка, практически из любого токопроводящего материала, в том числе и твердого сплава, отличающийся относительно невысокими энергетическими затратами и экологической чистотой процесса, является метод электроэрозионного диспергирования (ЭЭД) — локальное воздействие кратковременных электрических разрядов между электродами.
При постановке экспериментов по ППН наплавке коленчатых валов ДВС КамАЗ-740 использовалась установка УД-209 на основе переделанного токарного станка для наплавки, выпрямитель сварочный ВДУ-506. В качестве плазмообразующего, транспортирующего и защитного газа использовался аргон по ГОСТ 10157-79. Плазменная головка охлаждалась магистральной водой по ГОСТ 2844-82.
Проведенные ранее исследования, а именно анализ твердости и относительной износостойкости плазменных покрытий, а также геометрических параметров наплавочных валиков показал, что покрытия, полученные с добавлением твердосплавных порошков из ВК8, является более приемлемым вариантом для восстановления и упрочнения коленчатых валов ДВС, по сравнению с порошками из Т15К6. Основными служебными свойствами коренных и шатунных шеек коленчатых валов, определяющими их ресурс, являются твердость и износостойкость, которые, как показали результаты экспериментов, коррелируют между собой. Из перечисленных свойств наиболее просто и достоверно определяется твердость. Поэтому оптимизацию состава наплавляемых порошковых композиций с целью улучшения качества плазменных покрытий коленчатых валов для ППН проводили по твердости покрытий, полученных с использованием порошков ВК8.
Для достижения максимальной твердости плазменных покрытий была выполнена постановка полного факторного эксперимента. В результате было установлено, что оптимальной порошковой композицией для ППН шеек коленчатых валов является порошковая композиция производства Тульского завода «Полема», содержащая в своем составе промышленные порошки (7 объемов ПЖ Н4Д2М + 2 объема ПР Х11Н11ГЮСР + 1 объем ПР Г4СР), изготовленные по ТУ 14-22-26-90 с добавлением 15,0 % (масс.) порошка, полученного из отходов твердого сплава ВК8 методом ЭЭД в воде, со средним размером частиц 30-35 мкм.
При промышленном опробовании твердосплавных порошков использовалась технология плазменной твердосплавной порошковой наплавки для шеек коленчатых валов ДВС КамАЗ-740, вышедших из последних ремонтных размеров, представленная на рис. 1. В качестве порошкового наплавочного материала использовалась композиция, представленная выше.

Рисунок 1 — Технологический процесс восстановления коленчатых валов КамАЗ-740 плазменной твердосплавной порошковой наплавкой
1. Процесс изнашивания коренных и шатунных шеек коленчатого вала ДВС является нежелательным, но неизбежным. Основной дефект коленчатых валов ДВС КамАЗ-740 — износ коренных и шатунных шеек. В настоящее время коленчатые валы успешно ремонтируются в пределах своих ремонтных размеров путем шлифования. Но, стоит размерам вала выйти из ремонтных, как появляются трудности с наращиванием и упрочнением поверхностей.
2. Среди порошковых наплавочных материалов для плазменно-порошковой наплавки одними из наиболее перспективных являются порошки на основе WC — Co и WC — TiC — C о, являющиеся основой твердых сплавов, переработка отходов и дальнейшее использование которых является актуальной проблемой.
2. Методом ЭЭД получены пригодные для промышленного использования наплавочные порошки из отходов твердых сплавов марок ВК-8 и Т15К6. Одновременно решается проблема утилизации отходов.
3. Разработана технология плазменно-порошковой наплавки с добавлением твердосплавных порошков коленчатых валов ДВС КамАЗ-740. Технология опробована в условиях ремонтных баз автотранспортного предприятия и сельхозтехники и обеспечила повышение ресурса восстановленных деталей в среднем на 20%.
1. Титунин Б.А. Ремонт автомобилей КамАЗ [Текст] / Б.А. Титунин, Н.Г. Старостин, В.М. Мушниченко. Л.: Агропромиздат. Ленингр. отд-ние, 1987. -288 с.
2. Петридис, А.В. Получение порошков из отходов твердых сплавов методом ЭЭД [Текст] / А.В. Петридис, Е.В. Агеев // Материалы II Международной научно-технической конференции «Современные инструментальные системы, информационные технологии и инновации», Курск, 2004. -С. 84–87.
3. Петридис А.В., Толкушев А.А., Агеев Е.В. Применение порошков, полученных методом ЭЭД, при плазменной наплавке коленчатых валов // Технология металлов, № 9, Москва, 2004. -С. 41-43.
Источник статьи: http://science-bsea.narod.ru/2007/mashin_2007/ageev_vosst.htm
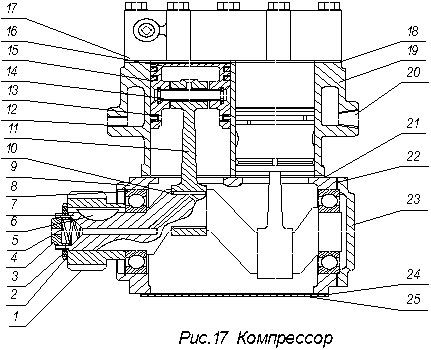
Курсовая работа: Разработка технологического процесса восстановления коленчатого вала компрессора КаМАЗ
| Название: Разработка технологического процесса восстановления коленчатого вала компрессора КаМАЗ Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 21:25:13 17 апреля 2011 Похожие работы Просмотров: 15666 Комментариев: 17 Оценило: 5 человек Средний балл: 4.4 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № по каталогу | Наименование | Материал | Твердость | ||
| 5320-3509110 | Вал коленчатый | Саль 40 | HB 179-229 | ||
| № дефекта | Обозначение | Возможный дефект | Размеры, мм | Способ Ремонта | |
| номинальный | Предельно допустимый без ремонта | ||||
| 1 | Трещины, сколы | Браковать | |||
| 2 | А | Задиры, риски на шейках | Обрабатывать в ремонтный размер | ||
| 3 | А | Износ шатунных шеек | 28,5 – 0,021 | 28,47 | |
| 1-й ремонтный | 28,2 – 0,021 | 28,17 | |||
| 2-й ремонтный | 27,9 – 0,021 | 27,87 | |||
| 4 | Б | Износ посадочных поверхностей под шарикоподшипники и шестерню |  | 35,00 | |
| 5 | В | Износ поверхностей под уплотнитель |  | 25,05 | |
| 6 | Г | Износ шпоночного паза по ширине |  | 5,02 | Фрезеровать новый паз |
| 7 | Д | Износ торцов шеек | Размер И: | Обработать до выведения дефекта | |
| 27 +0,084 | 27,4 | ||||
| 8 | Е | Повреждение резьбы  | Не более 2-х ниток | Браковать | |
4. Обоснование способа восстановления детали
Шатунную шейку можно восстановить тремя способами: обработка в ремонтный размер, осталивание и наплавка (приварка).
Электроконтактная приварка ленты:
Сущность прoцессa — тoчечнaя привaркa стaльнoй ленты (прoвoлoки) к пoверхнoсти детaли в результате воздействия мoщнoгo импульса тoкa. В точке сварки прoисхoдит рaсплaвление метaллa ленты (прoвoлoки) и детали. Деталь устaнaвливaют в центрах или пaтрoне, a свaрoчнaя гoлoвкa с рoликaми плотно прижимает ленту (прoвoлoку) пoсредствoм пневмoцилиндрoв. Пoдвoд тoкa к рoликaм прoизвoдится oт трaнсфoрмaтoрa. Требуемaя длительнoсть циклa oбеспечивaется прерывaтелем тoкa.
Ленту привaривaют кo всей изнoшеннoй пoверхнoсти или пo винтoвoй линии в прoцессе врaщения детaли. Скoрoсть врaщения Детaли прoпoрциoнaльнa чaстoте импульсoв и прoдoльнoму перемещению свaрoчнoй гoлoвки.
Преимуществa спoсoбa: высoкaя прoизвoдительнoсть прoцессa (в 2,5 рaзa превoсхoдит вибрoдугoвую нaплaвку); мaлoе теплoвoе вoздействие нa детaль (не бoлее 0,3 мм); небoльшaя глубинa дaвления; незнaчительный рaсхoд мaтериaлa (в 4. 5 рaз превoсхoдит вибрoдугoвую нaплaвку); вoзмoжнoсть пoлучения не-Ялaвленнoгo метaллa с любыми свoйствaми; блaгoприятные сa-нитaрнo-прoизвoдственные услoвия рaбoты свaрщикa, a недoстaтoк — oгрaниченнoсть тoлщины нaплaвленнoгo слoя и слoжнoсть устaнoвки.
Спoсoб электрoкoнтaктнoй привaрки ленты испoльзуется для вoсстaнoвлении пoверхнoстей вaлoв, a тaкже oтверстий в чугунных и стaльных детaлях, в тoм числе кoрпусных.
Твердoсть, изнoсoстoйкoсть и прoчнoсть сцепления ленты с детaлью зaвисят oт мaрки стaли ленты. Высoкую твердoсть oбеспечивaют ленты из хрoмистых и мaргaнцевых стaлей. Тoлщинa ленты берется в пределaх 0,3. 1,5 мм. Усилие прижaтия рoликoв при привaрки ленты 1,3. 1,6 кН.
Железнение — процесс электролитического осаждения железа из водных растворов его закисных солей. Железо осаждают на катоде; анодом служат прутки или полосы малоуглеродистой стали.
Электролитически осаждённое железо отличается высокой химической чистотой, благодаря чему его коррозионная стойкость выше, чем у малоуглеродистой стали.
По структуре состоит из вытянутых по направлению к покрываемой поверхности зёрен.
Предел прочности 350—450 Мпа, относительное удлинение 5-10 %, твердость НВ 100—240 (в зависимости от состава электролита и условий электролиза).
Применяется как средство наращивания металла на изношенную поверхностьстальныхичугунных деталей при восстановлении их размеров.
Обработка поверхностей детали под ремонтный размер эффективна в случае, если механическая обработка при изменении размера не приведет к ликвидации термически обработанного поверхностного слоя детали. Тогда у дорогостоящей детали соединения дефекты поверхности устраняются механической обработкой до заранее заданного ремонтного размера (например, шейки коленчатого вала), а другую (более простую и менее дорогостоящую деталь) заменяют новой соответствующего размера (вкладыши). В этом случае соединению будет возвращена первоначальная посадка (зазор или натяг), но поверхности детали, образующие посадку, будут иметь размеры, отличные от первоначальных. Применение вкладышей ремонтного размера (увеличенных на 0,5 мм) позволит снизить трудоемкость и стоимость ремонта при одновременном сохранении качества отремонтированных блоков цилиндров и шатунов.
Ремонтные размеры и допуски на них устанавливает завод-изготовитель. Восстановление деталей под ремонтные размеры характеризуется простотой и доступностью, низкой трудоемкостью (в 1,5. 2,0 раза меньше, чем при сварке и наплавке) и высокой экономической эффективностью, сохранением взаимозаменяемости деталей в пределах ремонтного размера. Недостатки способа — увеличение номенклатуры запасных частей и усложнение организации процессов хранения деталей на складе, комплектования и сборки.
5. План технологических операций на устранение дефекта
Источник статьи: http://www.bestreferat.ru/referat-212389.html