- Курсовая работа: Технология восстановления гильзы цилиндра автомобиля КАМАЗ
- Разработка технологического процесса ремонта гильз цилиндров двигателя КамАЗ-740
- Обоснование размеров производственной партии деталей. Особенности конструкции гильз цилиндров двигателя КамАЗ-740, условия их работы при эксплуатации. Выбор рациональных способов восстановления деталей, последовательность выполнения операций ремонта.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Курсовая работа: Технология восстановления гильзы цилиндра автомобиля КАМАЗ
| Название: Технология восстановления гильзы цилиндра автомобиля КАМАЗ Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 07:51:47 24 декабря 2010 Похожие работы Просмотров: 652 Комментариев: 13 Оценило: 4 человек Средний балл: 3.5 Оценка: неизвестно Скачать | |||||||||||||||||||||||||||||||||||||||||
| Возможные дефекты | Рекомендуемые способы ремонта детали |
| износ внутренней рабочей поверхности | Растачивание, запрессовка пластины, хонингование |
| конусообразность | ——————— |
| некруглость | ——————— |
| задиры | Браковать при наличии глубоких задиров |
| риски на внутренней рабочей поверхности | Браковать при наличии глубоких рисок |
| износ посадочных поясков и опорных буртов | Вибродуговая наплавка или контактная приварка ленты |
| кавитационные разрушения на наружной поверхности | Нанесение эпоксидной композиции |
| коррозия | Растачивание, запрессовка пластины, хонингование |
| трещины | Браковать |
Возможные маршруты восстановления
| |||||
 | |||||
| |||||



|
|

|

М аршрут восстановления гильзы цилиндра
Рабочая (внутренняя) поверхность гильзы изнашивается наиболее интенсивно, так как на эту поверхность попадают абразивные частицы из топливно-воздушной смеси, из масла. Детали сопряжения гильза—поршень—поршневые кольца работают при высоких температурах, затрудненной смазке, повышенном давлении, в агрессивной среде, что также является причиной интенсивного износа внутренней поверхности гильз. Коррозионные и кавитационные разрушения бывают весьма значительными.
Обычно гильзы при определении технического состояния выбраковывают в случае наличия трещин, глубоких задиров и рисок на внутренней поверхности, сколов, износе внутренней рабочей поверхности более 0,4 мм и опорного бурта по высоте более 0,3 мм.
Очистка гильз от накипи и следов коррозии наиболее эффективна металлическим песком в специальной установке. В качестве очищающей среды используют косточковую или пластмассовую крошку, стеклянные шарики и гранулы сухого льда. Косточковая крошка (дробленная скорлупа фруктовых косточек) подается потоком сжатого воздуха, движущегося с высокой скоростью, на поверхность с нагаром под давлением 0,3…0,6 МПа. Частицы, с силой ударяясь о поверхность детали, разрушают и удаляют нагар и другие загрязнения, при этом, не нарушая шероховатости поверхности детали. Очистка поверхностей деталей косточковой крошкой выполняется в специальных установках. Перед обработкой косточковой крошкой с поверхности с нагаром должны быть удалены масляные загрязнения.
Конструкция такой установки показана на рисунке 2. Принцип действия ее довольно прост. Крошку загружают в корпус 6. Через фильтрующую сетку и отверстие в клапане 2 крошка поступает в бункер 9 и смеситель 1. По шлангу 3 под действием сжатого воздуха крошка попадает к наконечнику 5. Кранами 7 и 8 регулируется расход подаваемого сжатого воздуха. Детали для очистки укладывают на стол 4. Рабочий, направляя наконечник 5 на поверхность детали, очищает ее косточковой крошкой, а полноту и качество очистки контролирует через защитное стекло. Пыль от крошки и загрязнений отсасывается вентилятором 11 через циклон 10.
Устранение кавитационных разрушений осуществляют покрытием мест разрушений композициями на основе эпоксидных смол. С этой целью очищенную поверхность обезжиривают и на нее наносят эпоксидную композицию. Перед нанесением эпоксидной композиции гильзы нагревают до 60 С.. В состав композиции входит эпоксидная смола, дибутилфталат, полиэтиленполиамин и в качестве наполнителя — портландцемент. Эпоксидную композицию наносят шпателем, заполняя раковины, а участки вокруг раковин также покрывают этой композицией толщиной до 0,6 мм. При использовании в качестве отвердителя и пластификатора эпоксидной композиции дибутилфталата и полиэтиленполиамина отверждение нанесенного слоя при окружающей температуре 20 «С идет 72 ч.
Ремонт посадочных поясков гильзы производят, применяя вибродуговую наплавку. После наращивания изношенной поверхности пояска его подвергают механической обработке шлифованием до размера по чертежу.
Ремонт внутренней рабочей поверхности гильзы производится либо под размер поршня соответствующего ремонтного размера, либо до размера по рабочему чертежу. В данном задании будем рассматривать второй случай, т. к. автозавод КамАЗ не производит поршни ремонтных размеров и в этом случае необходимо ремонтировать внутренние рабочие поверхности гильз до размера по рабочему чертежу. Для данного случая применяют метод ДРД, суть которого заключается в следующем. Сначала растачивается рабочая поверхность гильзы на алмазно-расточном станке в специальном приспособлении. Используется резец с вставкой из эльбора-Р. Использование обычных резцов ВК-3 затруднено из-за высокой твердости материала гильз. Параметры режима обработки следующие: скорость резания 70. 90 м/мин; подача 0,03 мм/об; глубина резания 0,015. 0,20 мм; шероховатость поверхности Ra = 0,63 . 0,32 мкм.
Для изготовления пластины от стальной ленты толщиной 0,6 мм гильотинными ножницами отрезаются мерные куски, которые собираются в пакет, их торцы шлифуются. С одной стороны шлифуется фаска 0,2×45°. В процессе обработки обеспечиваются точные линейные размеры пластин.
Пластина сворачивается в матрице. Свернутая пластина запрессовывается в цилиндр на прессе; натяг 0,18. 0,20 мм. Правильность посадки пластин в цилиндре и натяг зависят от точности размеров пластин, обеспеченных при шлифовании торцов и точности растачивания цилиндра.
Обработка гильзы в сборе производится хонингованием в течение 2 мин. Операция производится на хонинговальном станке. Используются хоны с брусками из синтетических алмазов ACР 20/14. Параметры режима хонингования следующие: окружная скорость 60…80 м/мин; скорость возвратно-поступательного движения 15…25 м/мин; давление брусков 0,5 МПа. Хонингование гильз имеет своей целью получение точных окончательных размеров рабочей поверхности детали, необходимой шероховатости и оптимального микрорельефа поверхности. Шероховатость поверхности Ra = 0,16 мкм. Овальность и конусность не более 0,025 мм. Обеспечивается высокое качество восстановления, и повышается ремонтопригодность детали, поскольку при повторном ремонте изношенная пластина выпрессовывается, а на ее место запрессовывается новая, которая потом проходит механическую обработку.
1. Кирьянов А.А., Усольцев Н.А. Основы технологии производства и ремонта автомобилей. Методические указания к семестровому заданию — изд. ЮУрГУ, 2000 – 20с.
2. Ремонт дорожных машин, автомобилей и тракторов: Учебник / Б. С. Васильев, Б. П. Долгополов, Г. Н. Доценко и др.; Под ред. В. А. Зорина. – М.: Мастерство, 2001. – 512 с.
3. Ремонт автомобилей: Учебник для автотранспортных техникумов / С. И. Румянцев, А. Г. Боднев, Н. Г. Бойко и др.; Под ред. С. И. Румянцева. – М.: Транспорт, 1977. – 327 с.
Дефектовачная карта гильзы цилиндра КамАЗ
Технологическая карта на восстановление рабочей поверхности гильзы цилиндра КамАЗ
Операционная карта на расточку отверстия гильзы цилиндра КамАЗ
Источник статьи: http://www.bestreferat.ru/referat-267059.html
Разработка технологического процесса ремонта гильз цилиндров двигателя КамАЗ-740
Обоснование размеров производственной партии деталей. Особенности конструкции гильз цилиндров двигателя КамАЗ-740, условия их работы при эксплуатации. Выбор рациональных способов восстановления деталей, последовательность выполнения операций ремонта.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 04.02.2012 |
| Размер файла | 204,9 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки Республики Казахстан
Торгайский аграрно-технический колледж
По предмету: Ремонт автомобилей
На тему: Разработка технологического процесса ремонта гильз цилиндров двигателя КамАЗ-740
гр. ТО-41 Рахимбеков С.
Проверил: Байгереев Т.С.
1. Разработка технологического процесса
1.1 Обоснование размеров производственной партии
1.2 Исходные данные
1.3 Особенности конструкции детали
1.4 Условия работы детали при эксплуатации
1.5 Механические свойства материала детали и возможность обработки
1.6 Ремонтный чертёж детали
1.7 Выбор рациональных способов восстановление детали. Выбор установочных баз
1.8 Определение последовательности выполнения операций, подбор оборудования, приспособлений, режущего и измерительного инструмента
1.9 Разработка операции
2. Конструкторская часть. Выбор и описание приспособления
3. Техника безопасности и охрана окружающей среды
При массовом увеличении выпуска автомобилей семейства КамАЗ и двигателей КамАЗ-740 возрастает нагрузка на ремонтников. При длительной эксплуатации машин их детали изнашиваются, рабочие характеристики агрегатов, систем и узлов изменяются, возникают отказы в работе. Устранение неполадок в машинах осуществляется проведением комплекса ремонтных работ.
При организации ремонта современных автомобилей КамАЗ и их агрегатов, имеющих сложную конструкцию и новые дополнительные системы, потребовалось на основе анализа неисправностей и дефектов деталей, узлов и агрегатов на авторемонтных предприятиях изменить существовавший технологический процесс ремонта двигателей и агрегатов; внедрить передовые методы ремонта приобрести и изготовить дополнительное оборудование, а также обучить рабочих особенностям ремонта новых марок машин.
Совершенствование ремонта автомобилей КамАЗ производится путем внедрения прогрессивных технологических процессов восстановления деталей агрегатов с учетом их конструктивных особенностей и возможных дефектов.
Качественный капитальный ремонт агрегатов автомобилей имеет большое экономическое, следовательно, народнохозяйственное значение. Основным фактором повышения экономической эффективности капитального ремонта агрегатов автомобилей является использование остаточного ресурса деталей. Около 75% деталей после разборки агрегатов, поступивших в капитальный ремонт, имеют большой остаточный ресурс и могут быть использованы повторно без восстановления или после восстановлением с затратами, не превышающими 40-60% прейскурантной стоимости новых деталей.
Автотранспортное производство в нашей стране непрерывно развивается и совершенствуется.
Проводимый в настоящее время курс на производство капитального ремонта автомобилей КамАЗ и других марок машин агрегатным методом весьма актуален. При его реализации важным моментом является совершенствование капитального ремонта двигателей и агрегатов машин на индустриальной основе на специализированных заводах (объединениях), построенных Камским объединением по производству большегрузных автомобилей КамАЗ.
При поступлении двигателей в углубленный текущий и капитальный ремонты гильзы цилиндров имеют максимальный износ внутреннего диаметра не более 0,2 мм. Величина износа цилиндров двигателя КамАЗ-740 значительно меньше величин износов других дизельных и карбюраторных двигателей.
Ремонтом обеспечивается восстановление и поддержание работоспособности подвижного состава автомобильного транспорта устранение отказов и неисправностей, возникающих в процессе эксплуатации или выявленных при техническом обслуживании. При ремонте осуществляют замену неисправных агрегатов, узлов (сборочных единиц) и деталей исправными, взятыми из оборотного фонда, а также проводят разборочные, регулировочные, сборочные, слесарные, механические, сварочные, электромеханические и другие виды работ.
Ремонтные работы выполняют как по потребности, обусловленной отказом или неисправностью, так и по плану через определенный пробег или установленное время работы подвижного состава (предупредительный ремонт). Предупредительный ремонт рекомендуется применять в первую очередь для городских и междугородных автобусов, автомобилей-такси, автомобилей скорой медицинской помощи, пожарных автомобилей, автомобилей-бензовозов, к которым предъявляют повышенные требования по обеспечению безопасности движения и безотказной работы. Предупредительный ремонт следует применять также для автомобилей, работающих в одинаковых условиях, при которых упрощается выявления сроков замены или ремонта отдельных деталей и узлов с целью предупреждения отказов при работе автомобилей на линии связанных сними простоев.
Планово-предупредительная системы (ТО) и ремонта обеспечивать своевременное устранение причин, которые могут способствовать появлению различных неисправностей, сокращает расход запасных деталей и объем ремонтных работ. При данной системе можно применять прогрессивные методы ремонта и восстановление деталей уменьшает время простоев автомобилей в ремонте, что позволяет повысить коэффициент технической готовности.
Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта предусмотрены два вида ремонта: текущий и капитальный.
1. Разработка технологического процесса
1.1 Обоснование размеров производственной партии
Обоснование производственной партии определяется по формуле:
где: N — производственная программа изделий в год ;
n — число деталей в изделий ;
t — запас деталей в днях :
t1= для крупных деталей (2-3 дней)
t2= для средних деталей (5 дней)
t3= для мелких деталей (10-30 дней)
X= (350*8*10)/253 =1106
1.2 Исходные данные
А) Программа АРП -3500 автомобилей.
Б) Маршрутный коэффициент ремонта К = 0,35
Износ внутреннего диаметра.
1.3 Особенности конструкции детали
Гильзы цилиндров двигателей КамАЗ съемные. После установки гильз цилиндров в блок между стенками гнезд цилиндров и внутренними стенками блока цилиндров образуется водяная рубашка, поэтому гильзы цилиндров называются мокрыми.
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна СЧ 18-36. Твердость материала НВ-196 не менее. Шероховатость поверхности при растачивании Ra = 0,16-0,32 Мкм. Внутреннюю поверхность цилиндра, внутри которой перемещается поршень, называют зеркалом цилиндра.
1.4 Условия работы детали при эксплуатации
При поступлении двигателей в углубленный текущий и капитальный ремонты гильзы цилиндров имеет максимальный износ внутреннего диаметра не более 0,2 мм. Величина износа цилиндров двигателя КамАЗ-740 значительно меньше величин износов дизельных и карбюраторных двигателей.
Гильзы в блок цилиндров устанавливают так, чтобы охлаждающая жидкость не проникала в них и в поддон, а газы не прорывались из цилиндра. Мокрые гильзы в нижней части уплотняют резиновыми кольцами, размещаемыми в канавках блока цилиндров (в канавках гильз). Верхний торец гильзы выступает на плоскостью блока цилиндров на 0,02-0,15 мм, что способствует лучшему обжатию прокладки головки блока и надежному уплотнению гильзы, блока и головки блока.
Во время работы двигателя в верхней части цилиндров сгорает рабочая смесь. Горение сопровождается выделением продуктов окисления — окиси углерода и азота, углекислого газа, сернистого газа, паров, воды и других веществ.
При работе двигателя с пониженными температурами (50-60°С) охлаждающей жидкости и масла часть продуктов окисления и особенно пары воды конденсируется на стенках цилиндров. Они растворяют продукты окисления (двуокиси) и образуют кислоты, вызывающие коррозию цилиндров. Кроме того, разрушается масляная пленка и увеличивается износ цилиндров и поршневых колец. Для повышения износостойкости цилиндров в некоторых двигателях применяют пластины изготовленные из коррозионно-стойкого чугуна.
Во время работы двигателя зеркало цилиндров, кроме указанной выше коррозии, подвергается также абразивному и механическому изнашиванию вследствие проникновения в двигатель пыли. Много пыли попадает в цилиндры с воздухом через впускной трубопровод, если имеются не плотности в месте его крепления, или с топливом и маслом при их небрежном хранении.
Пыль, попавшая в масло, образует своеобразную притирочную пасту, вызывающую изнашивание поршневых колец, цилиндра, поршня и других деталей. Для уменьшения абразивного износа необходимы хорошая герметизация воздухоочистителя (воздушного фильтра) и впускного коллектора; заправка двигателя чистым маслом и работа его на чистом топливе; заливка в баки дизелей топливо, которое отстаивалось не менее 48 ч, и своевременная замена (или очистка) фильтров систем питания и смазочной системы.
Механическое изнашивание зеркала цилиндра больше в верхней части, чем в нижней, так как в первой значительно выше давления. Когда в конце такта сжатия в цилиндре сгорает рабочая смесь, то резко повышается давление образовавшихся горячих газов, и первое компрессионное кольцо сильно прижимается к зеркалу цилиндра. В ВМТ скорость поршня снижается до нуля, масляная пленка выгорает. И первое поршневое кольцо вступает не посредственно в контакт с зеркалом цилиндра. При движении поршня вниз (в первый момент) происходит интенсивное изнашивание зеркала цилиндра и поршневого кольца. Для снижения износа цилиндров не следует допускать перегрева двигателя, нарушения момента начала подачи топлива (дизели) и применять для смазывания двигателя масла, не рекомендуемые заводской инструкцией. Абразивное и механическое изнашивание деталей происходит не только в механизмах двигателя. Но и в различных механизмах автомобиля.
Наблюдаются случаи вибрации гильз цилиндров. Она возникает при переходе поршня двигателя через ВМТ, т.е. при перемещении (перекладке) его от одной стороны цилиндра к другой. Между поршнем и зеркалом цилиндра есть зазор, и перемещение поршня происходит с ударом. При этом изменяется давление на стенки цилиндра. Вибрация цилиндра вызывает его гравитационное изнашивание.
В переводе с латинского языка слово (кавитация) означает пустота. В потоке охлаждающей жидкости при вибрации гильз цилиндров образуются пузырьки воздуха (пустоты) которые под действием высокого давления разрушаются (замыкаются) с выделением большой энергии. Внешняя поверхность гильзы цилиндра, а также часть блока цилиндров, где замыкаются гравитационные пузырьки системы охлаждения, подвергаются разрушению.
Избежать гравитационного разрушения можно уменьшением вибрации гильз цилиндров, поддержанием нормального температурного режима двигателя.
1.5 Механические свойства материала детали и возможность обработки
Гильза цилиндров состоит из высокопрочного серого чугуна. Чугун характеризуется более высоким содержанием углерода (С >2,14%), лучшими литейными и худшими пластическими свойствами. В чугуне. Кроме углерода, содержатся постоянные примеси : кремний, марганец, сера и фосфор. Серый чугун обладает высокими антифрикционными свойствами. Что объясняется пористым строением и наличием графита.
Механические свойства гильзы цилиндров следующие: износостойкость, температурною устойчивостью, долговечностью высоко прочность
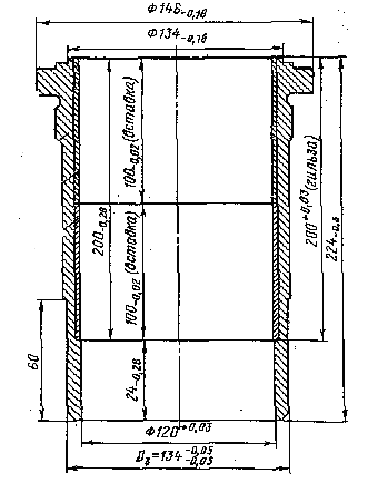
1.6 Ремонтный чертеж детали
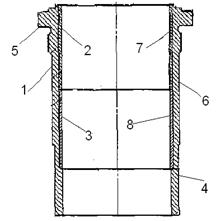
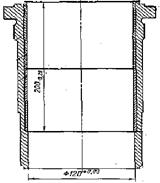
Геометрические размеры гильзы цилиндров КамАЗ-740, восстановленной под номинальный размер:
Д1, Д2, Т — посадочные поверхности гильзы цилиндров;
1 ? гильза цилиндров;
2 — верхний пояс, изготовленный из пластины;
Источник статьи: http://otherreferats.allbest.ru/transport/00168036_0.html