Двигатель ВАЗ 11183, 1,6 л
Проектировался двигатель ВАЗ 11183 для автомобиля Калина. За основу был взят мотор 21114, изменилась маркировка мотора (1 вместо 2 вначале обозначения ДВС), конструкция коленвала и головки блока цилиндров. Изменения были необходимы для увеличения объема до 1,6 л, а использование уже существующих деталей – для снижения себестоимости силового привода.

Характеристики мотора 11183
Официальный мануал АвтоВАЗ содержит описание параметров ДВС 11183, согласно которому технические характеристики выглядят следующим образом:
| Изготовитель | АвтоВАЗ |
| Марка ДВС | 11183 |
| Годы производства | 2004 – … |
| Объем | 1596 см 3 (1,6 л) |
| Мощность | 60 кВт (82 л. с.) |
| Момент крутящий | 120 Нм (на 2700 об/мин) |
| Вес | 112 кг |
| Степень сжатия | 9,8 |
| Питание | инжектор |
| Тип мотора | рядный |
| Впрыск | электронный многоточечный |
| Зажигание | модульное |
| Число цилиндров | 4 |
| Местонахождение первого цилиндра | ТВЕ |
| Число клапанов на каждом цилиндре | 2 |
| Материал ГБЦ | сплав алюминиевый |
| Впускной коллектор | пластиковый ресивер, дроссельная заслонка электронного типа |
| Выпускной коллектор | объединен с катализатором |
| Распредвал | от 21114 |
| Материал блока цилиндров | чугун |
| Диаметр цилиндра | 82 |
| Поршни | обычные |
| Коленвал | оригинальный с увеличенным ходом кривошипа |
| Количество подшипников коренных | 5 |
| Ход поршня | 86 мм |
| Горючее | АИ-92-95 |
| Нормативы экологии | Евро-3 |
| Расход топлива | трасса – 6,2 л/100 км смешанный цикл 7,6 л/100 км город – 8,8 л/100 км |
| Расход масла | 0,5 л/1000 км |
| Моторное масло для 11183 | 5W-30 и 10W-40 |
| Объем масла моторного | 3,5 л |
| Температура рабочая | 95° |
| Ресурс мотора | заявленный 150000 км, реальный 300000 км |
| Регулировка клапанов | шайбы между кулачками распредвала и толкателями |
| Система охлаждения | принудительная, антифриз/тосол |
| Помпа | крыльчатка пластиковая |
| Свечи на 11183 | BPR6ES, А17ДВРМ |
| Зазор между электродами свечи | 1,1 мм |
| Ремень ГРМ | Гейтс |
| Порядок работы цилиндров | 1-3-4-2 |
| Воздушный фильтр | Nitto, Knecht, Fram, WIX, Hengst |
| Масляный фильтр | номер по каталогу 90915-10001 замена 90915-10003, с обратным клапаном |
| Маховик | от 2110 |
| Маслосъемные колпачки | код 90913-02090 впускные светлые код 90913-02088 выпускные темные |
| Компрессия | давление в цилиндрах от 13 бар номинальное |
| Обороты ХХ | 800 – 850 мин -1 |
| Усилие затягивания резьбовых соединений | свеча – 18 Нм маховик – 62 – 87 Нм болт сцепления – 19 Нм крышка подшипника – 68 Нм (коренной) и 53 (шатунный) головка цилиндров – три стадии 29 Нм, 49 Нм и 90° |
В руководство по эксплуатации от завода-производителя включены сведения по смазкам и охлаждающим жидкостям. В частности, для этих движков рекомендовано:
- какое масло выбрать среди многообразия производителей ГСМ – ZIK, Total Кварц;

По умолчанию схема двигателя содержит потенциал 120 – 160 л.с., поэтому возможна модернизация своими руками. В эксплуатации 11183 неприхотлив, мощность добавлена производителем изначально, степень сжатия и компрессия стандартные.
Особенности конструкции
После модернизации взятого в качестве эталона мотора 21114 двигатель 11183 имеет следующие нюансы конструкции:
- «высокий» блок цилиндров – высота увеличена на 2,3 мм в сравнении с 2110;
- крепеж – в отверстиях нарезана резьба М12 стандартного шага;
- коленвал – оригинальный, стальной, кованый, кривошипный радиус увеличен на 2,3 мм;
- прокладка ГБЦ – толщина 1,2 мм, обычная;
- камера сгорания – увеличена до 26 см 3 за счет двухступенчатого фрезерования;
- катколлектор – трубки короткие, форма блока округлая.

Для снижения себестоимости изготовления в двигатель установлена шатунно-поршневая группа, шкив и маховик коленчатого вала от мотора 2110. Объемы камер сгорания увеличены для двигателя с единственной целью – обеспечение степени сжатия на уровне 9,6 – 10,0.
Гидрокомпенсаторов в этом ДВС изготовителем не предусмотрено, поэтому, с одной стороны, допускается применение масла более низкого качества. С другой стороны – экономию эксплуатационного бюджета при использовании дешевой смазки «съедают» расходы на периодическую регулировку клапанов в СТО, поскольку производитель рекомендует делать ее чаще.
Основное навесное оборудование приводится в действие собственными ремнями. Конструкция натяжителей (например, генератора) оставляет желать лучшего. Зато ДВС позволяет увеличить мощность нижеприведенными способами. Причем, разумная форсировка не требует производить капитальный ремонт чаще установленного срока.

Даже без улучшения характеристик мотор тяговитый и приемистый, вырабатывает заявленный производителем ресурс на 200%. Имеющиеся ремонтные размеры поршневой группы позволяют повысить период эксплуатации с учетом нескольких капремонтов до миллиона км пробега.
Плюсы и минусы
Достоинством движка 11183 является головка блока цилиндров оригинальной конструкции. Однако впоследствии ее доработали дополнительно в ДВС 11186, добавив объем камерам сгорания. Минусом стал натяжитель ремня генератора – привод постоянно перетянут, прогиб 10 мм не обеспечивается без проскальзывания, поэтому ресурс ремня снижается, менять его приходится чаще. Этот дефект был доработан лишь в следующей версии мотора 11186.
Объединенный узел катколлектора в двигателе недоработан изначально:
- трубки четырех каналов короткие;
- потоки сходятся внутри блока практически в одной точке;
- выхлопы сталкиваются, создают противодействие друг другу;
- форма блока не позволила изменить схему расположения трубок.

При установке мотора на Ладу Гранта теплообменник салона включался в термостат последовательно. Вся ОЖ проходила через него по малому контуру, погрешность температуры срабатывания составляет 5 градусов вместо положенных 2 градусов.
В каких авто использовался?
Производителем АвтоВАЗ мотор 11183 использовался для комплектации нескольких моделей авто:
- Лада Калина – универсал, седан, хетчбэк;
- Lada Kalina II – второе поколение в аналогичных кузовах;
- Лада Гранта – седан, хетчбэк;
- 21101 – седан четырехдверный;
- 21112 – универсал пятидверный;
- 21121 – хетчбэк укороченный пятидверный;
- 2113 (с 2011 года) – хетчбэк трехдверный;
- 2114 (2006 – 2013 г.г.) – хетчбэк пятидверный;
- 2115 Лада Самара-2 (2007 – 2012) – седан компактный.

Улучшенные характеристики двигателя обеспечивали спрос на машины подобной комплектации.
Техобслуживание
Согласно рекомендациям АвтоВАЗ двигатель 11183 должен обслуживаться по регламенту:
| Объект техобслуживания | Время (месяц) или пробег (10 000 км) что наступает раньше |
| Привод ГРМ | 36/ 1 |
| Аккумулятор АКБ | 12/2 |
| Зазор в клапане | 24/2 |
| Вентиляция картера | 24/2 |
| Ремни, приводящие в действие навесное оборудование | 24/2 |
| Топливопровод и крышка бака | 24/2 |
| Моторное масло | 12/1 |
| Маслофильтр | 12/1 |
| Воздухофильтр | 12 – 24/4 |
| Топливофильтр | 48/4 |
| Контуры обогрева/охлаждения | 24/4 |
| ОЖ | 24/4 |
| Датчик кислородный | 10 |
| Свеча зажигания | 12 – 24/2 |
| Коллектор выпускной | 12/1 |
По умолчанию система охлаждения имеет объем 7,8 л. На конвейере обычно заливается красный антифриз Felix Carbox 40. Замена производится любой охлаждающей жидкостью с учетом температурного диапазона 85 градусов. Поскольку устройство ДВС достаточно простое, операцию ТО можно выполнить собственными силами.
Неисправности: причины, устранение
При обрыве ГРМ привода мотор 11183 не гнет клапана, однако в нем имеются следующие типовые поломки:
| Плавающие обороты | 1)неисправность модуля зажигания 4)выход из строя датчика ДПДЗ | 1)замена модуля 2)установка новой прокладки 4)ремонт или замена датчика положения дроссельной заслонки |
| Посторонний шум | 1)разрегулировка зазоров клапанов 4)выработка вкладышей | 1)регулировка прокладками клапанов 2)замена поршней, колец 4)использование новых вкладышей |
| Порыв ремня генератора | избыточное натяжение, заводской дефект | регулярная проверка, замена по мере необходимости |
Поскольку особенностью ДВС 11183 является продуманная схема клапанов и поршней, капремонт в большинстве случаев проводится в установленные сроки без дополнительных вложений пользователя.

Тюнинг ДВС
Для повышения характеристик, которые имеет двигатель 11183, может использоваться тюнинг нескольких видов:
- доработка впускного коллектора – шлифовка внутренних каналов, выравнивание их длины либо использование индивидуальных ресиверов, установка 54 мм заслонки, фильтра нулевого сопротивления;
- переделка системы выпуска отработанных газов – коллектор по схеме 4/2/1, вынос каталитического нейтрализатора в отдельный узел;
- замена распредвала – используются подходящие модификации валов Нуждин или Динамика;
- модернизация ГБЦ – фрезеровка;
- установка облегченных деталей – Т-образные клапаны, поршня и шатуны.

Практика показывает, что чип-тюнинг для 8 клапанных ДВС не эффективен, а турбирование приводит к повышенному износу деталей, поэтому эти способы применяются редко.
Например, тюнинг путем замены распредвала уже добавляет около 10 л. с., а в сочетании с прочими способами мощность возрастает до 120 л. с.
Таким образом, мотор 11183 обладает серьезным преимуществом – не гнет поршнями клапаны при обрыве ременного привода ГРМ. Однако существует ряд недоработок, которые были исправлены лишь в более поздних версиях моторов производителя АвтоВАЗ.
Источник статьи: http://swapmotor.ru/dvigateli/vaz-dvigateli/11183-2.html
Разборка и сборка двигателя Kalina

Инструмент:
- Гаечный ключ рожковый 10 мм
- Гаечный ключ накидной прямой 13 мм
- Гаечный ключ накидной прямой 17 мм
- Динамометрический ключ
- Вороток под торцевую насадку
- Насадка на вороток 10 мм
- Насадка на вороток 14 мм
- Насадка на вороток 17 мм
- Удлинитель для насадки на вороток
- Молоток резиновый
- Нож
- Нутромер
- Микрометр
- Отвертка плоская средняя
- Оправка 18 мм
- Набор плоских щупов
Детали и расходники:
1. После демонтажа устанавливаем двигатель на стенд для разборки. Снимаем генератор, головку блока цилиндров, маховик, масляный фильтр.

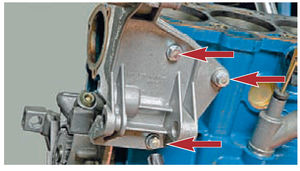
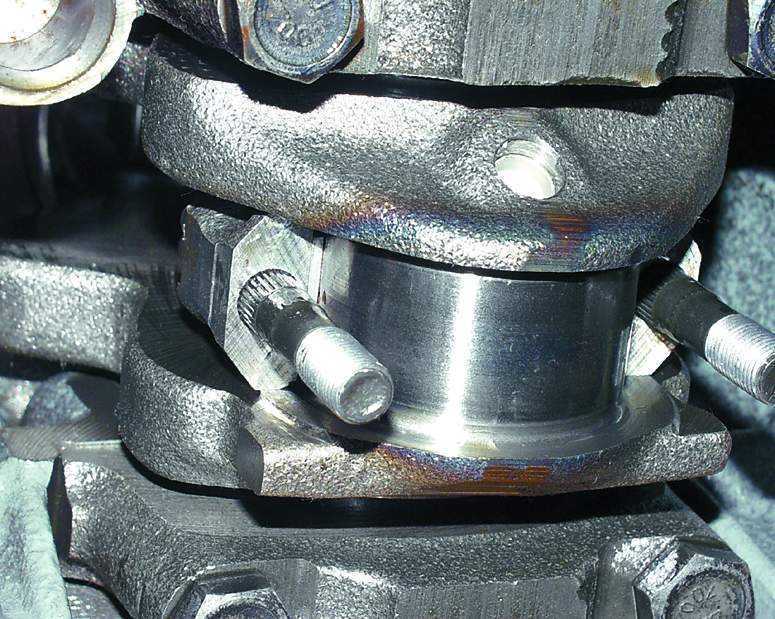
2. Накидным ключом «на 17» отворачиваем два болта 1 нижнего крепления, а ключом «на 13» — болт 2 верхнего крепления кронштейна передней правой опоры силового агрегата.
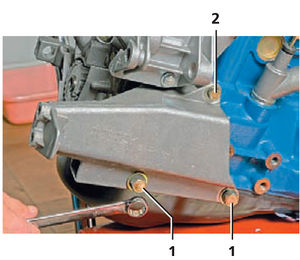
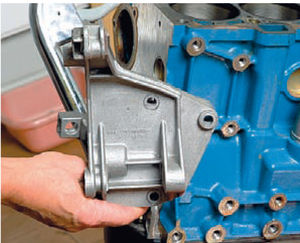
3. Снимаем кронштейн передней правой опоры.

4. Головкой «на 13» отворачиваем три болта крепления кронштейна генератора.
5. Снимаем кронштейн генератора.
6. Снимаем поддон картера двигателя, как описано здесь.
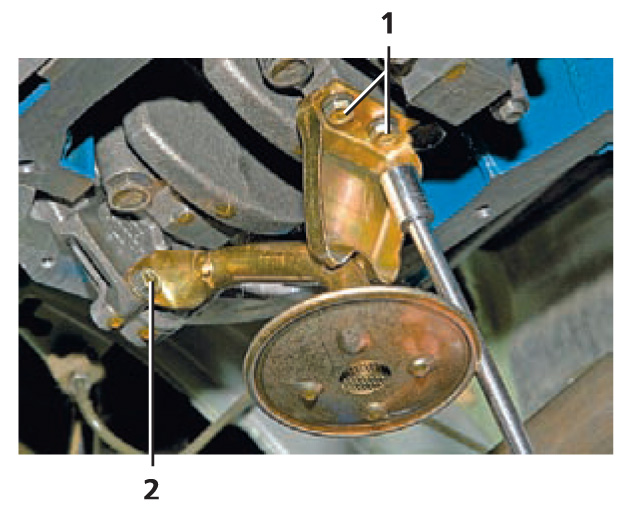
Головкой «на 10» с удлинителем отворачиваем два болта 1 крепления маслоприемника к крышке коренного подшипника и болт 2 крепления маслоприемника к корпусу масляного насоса.
7. Снимаем масляный насос, как описано здесь.
Отвернув ключом «на 10» два болта крепления подводящей трубы насоса охлаждающей жидкости к блоку цилиндров, снимаем трубу и ее уплотняющую прокладку.
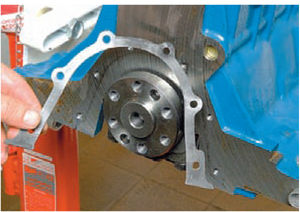
Головкой «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала.
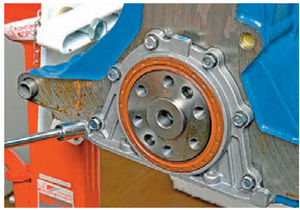
8. Снимаем держатель заднего сальника.

9. Соединение держателя сальника и блока цилиндров уплотнено прокладкой.
10. Головкой «на 14» отворачиваем две гайки болтов крепления крышки шатуна (шатун при этом должен находиться в нижней мертвой точке).
11. Легко постукиваем по боковым поверхностям крышки шатуна молотком с пластмассовым наконечником (или из мягкого металла).

12. И начинаем снимать крышку шатуна.

13. Вынимаем из крышки вкладыш шатунного подшипника.

14. Упираясь деревянной рукояткой молотка в торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шейки коленчатого вала.
15. Вынимаем поршень с шатуном из цилиндра.

16. Вынимаем из нижней головки шатуна верхний вкладыш шатунного подшипника.
Аналогично извлекаем поршни с шатунами из других цилиндров. Если детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы при последующей сборке они были установлены на свои места.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.

17. Вынимаем его из канавки поршня.

18. Аналогично снимаем нижнее компрессионное кольцо и
разжав замок снимаем маслосъемное кольцо.

19. Снимаем расширитель маслосъемного кольца.

20. Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки бобышки поршня. Таким же образом вынимаем другое стопорное кольцо поршневого пальца.

21. Оправкой выталкиваем поршневой палец.

22. Снимаем поршень с верхней головки шатуна. Аналогичные операции проводим с другими поршнями.

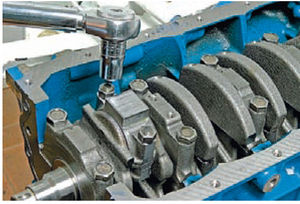
23. Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.

24. Снимаем крышку коренного подшипника.

25. Вынимаем из крышки нижний вкладыш коренного подшипника коленчатого вала. Таким же образом снимаем еще четыре крышки коренных подшипников коленчатого вала.

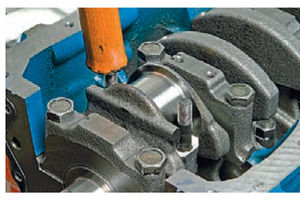
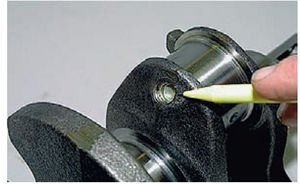
26. Вынимаем коленчатый вал из блока цилиндров и затем вынимаем два упорных полукольца коленчатого вала (показаны стрелками) из проточек опоры третьего коренного подшипника (в блоке цилиндров).

27. Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.

28. Остро заточенным инструментом удаляем остатки герметика с приваленной плоскости блока цилиндров под поддон картера.
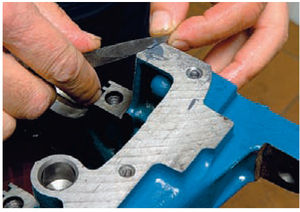
29. Таким же образом очищаем остатки прокладки головки блока цилиндров.

30. Очищаем привалочные плоскости блока цилиндров под трубу насоса охлаждающей жидкости и держателя заднего сальника коленчатого вала.

31. После разборки двигателя тщательно промываем и очищаем от нагара детали цилиндропоршневой группы для проверки их технического состояния.

32. Для определения износа цилиндра нутромером измеряем диаметр цилиндра в четырех поясах (на расстоянии 8, 15, 50, и 90 мм от верхней плоскости блока цилиндров) и в двух направлениях (параллельном и перпендикулярном оси коленчатого вала). В зоне первого пояса (до 8 мм) цилиндр практически не изнашивается, поэтому по разности замеров в первом и остальных поясах можно определить износ цилиндра.
Если износ цилиндров превышает 0,15 мм, необходимо на СТО расточить и отхонинговать цилиндры до ремонтного (увеличенного на 0,4 или 0,8 мм) размера.

33. Для определения износа юбки поршня микрометром измеряем ее диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня. Микрометром измеряем диаметры всех коренных и шатунных шеек коленчатого вала в двух диаметрально противоположных плоскостях.

34. Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов. Затем тщательно промываем и продуваем сжатым воздухом каналы для удаления остатков абразива.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
35. Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши коренных подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек вала). Вкладыши с проточкой на рабочей поверхности устанавливаем в опоры блока цилиндров, а без проточки — в крышки коренных подшипников. Смазываем вкладыши моторным маслом и укладываем в опоры блока цилиндров коленчатый вал.
Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом.

36. Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.

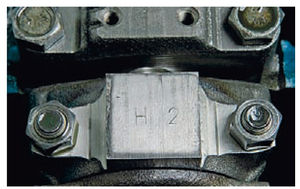
37. Устанавливаем крышки коренных подшипников в соответствии с метками (см. рис.), нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ). При установке ориентируем крышки так, чтобы метки на них располагались ближе к передней стороне блока цилиндров (стороне крепления генератора). При этом замки верхнего и нижнего вкладышей каждого коренного подшипника располагаются с одной стороны.

Метки на крышках коренных подшипников
38. Затягиваем болты крепления крышек коренных подшипников моментом 68-84 Нм.

39. Поршни к цилиндрам подбираются по классам диаметров цилиндров и юбок поршней. Класс диаметра каждого цилиндра (в нашем случае, это класс С), клеймится напротив цилиндра на нижней плоскости блока (плоскость крепления поддона картера).

40. Класс поршня по диаметру юбки наносится на днище поршня.
В двигатель ставятся поршни одного класса по массе.

Маркировка на днище поршня:
2 — класс поршня по диаметру отверстия под палец;
С — класс диаметра юбки поршня;
^ — при установке поршня в цилиндр стрелка должна быть направлена в сторону привода ГРМ;
Г — класс поршня по массе.
41. Маркировка классов шатуна по массе и диаметру отверстия под поршневой палец наносится на крышке шатуна.
Маркировка на крышке шатуна:
Н — класс шатуна по массе;
2 — класс шатуна по диаметру отверстия под поршневой палец.
42. Перед сборкой шатунно-поршневой группы из новых деталей необходимо подобрать пальцы к поршням и шатунам.
Класс поршня и шатуна по диаметру отверстий под палец должен соответствовать классу диаметра пальца.
Правильно подобранный поршневой палец, смазанный моторным маслом, должен входить в отверстие верхней головки шатуна с усилием нажатия большого пальца руки и не выпадать из него при вертикальном положении.

43. При сборке поршня с шатуном ориентируем их так, чтобы при установке в цилиндр, выбитый на шатуне порядковый номер располагался ближе к задней стенке блока цилиндров (на которой расположен масляный фильтр). Перед установкой поршневых колец на поршень необходимо проверить тепловые зазоры в замках колец.
Для этого вставляем поршневое кольцо в тот цилиндр, в который оно будет установлено при сборке и выравниваем кольцо днищем поршня.

44. Набором плоских щупов проверяем зазор в замке поршневого кольца.
Зазор должен быть равен 0,25-0,45 мм. Предельно допустимый зазор при износе 1 мм.

45. Смазываем моторным маслом канавки на поршнях под поршневые кольца. Устанавливаем кольца на поршни. Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце нанесена метка «ВЕРХ» или «ТОР», кольцо располагаем меткой вверх.

46. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом около 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца.

47. При установке маслосъемного кольца стык расширителя располагаем со стороны, противоположной замку кольца.
Перед установкой деталей цилиндропоршневой группы смазываем цилиндры, поршни с кольцами и шатунные вкладыши подшипников коленчатого вала моторным маслом.

48. Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и стягивая оправку, сжимаем поршневые кольца.

49. Устанавливаем поршень с шатуном в цилиндр. При этом шатунная шейка коленчатого вала данного цилиндра должна находиться положении нижней мертвой точки. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

50. Сняв оправку, досылаем рукояткой молотка поршень в цилиндр до упора. При этом контролируем посадку вкладыша нижней головки шатуна на шейку коленчатого вала.
51. При установке крышки шатуна порядковые номера на шатуне и крышке должны совпадать и располагаться с одной стороны шатуна.

52. Дальнейшую сборку двигателя проводим в обратной последовательности.
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта
Источник статьи: http://carpedia.club/Razborka-i-sborka-dvigatelia-Kalina