- Коленчатый вал: повреждение, симптомы, ремонт и расходы
- Что делать, если коленвал неисправен?
- Дефект коленчатого вала: причины и симптомы
- Ремонт и стоимость поврежденного коленчатого вала
- Структура и функция коленчатого вала
- Коленчатый вал должен выдерживать высокие нагрузки
- Ремонт коленчатого вала
- Проектирование и расчет автомобиля
- ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
- Основными способами ремонта валов являются:
- Сравнение методов восстановления коленчатых валов
- Способ гальванического наращивания коленчатого вала
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
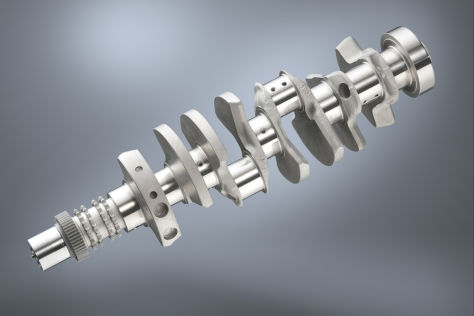
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.

Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
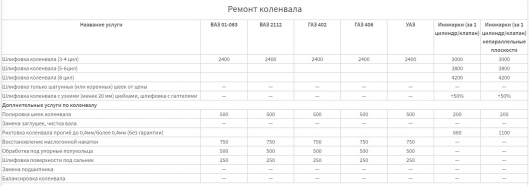
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
Структура и функция коленчатого вала

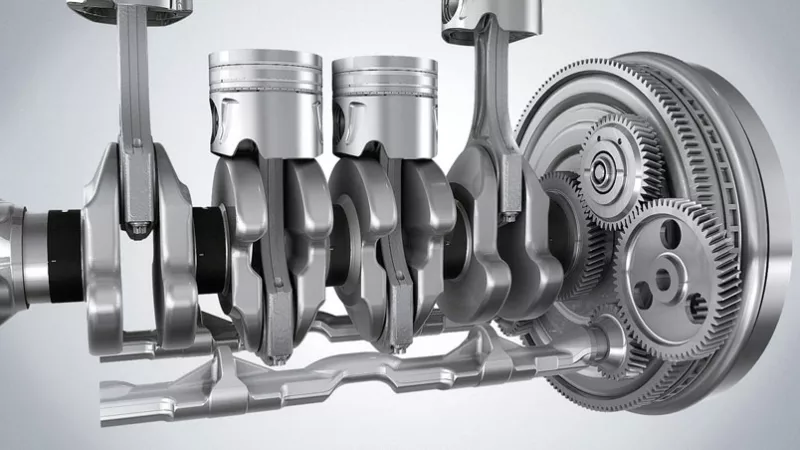
Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.

По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
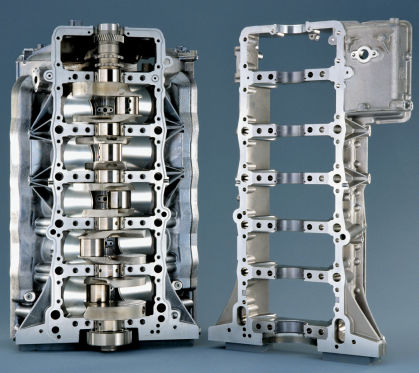
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Источник статьи: http://1gai.ru/baza-znaniy/sovety/521657-kolenchatyy-val-povrezhdenie-simptomy-remont-i-rashody.html
Ремонт коленчатого вала
Основными дефектами коленчатого вала являются:
- прогиб;
- эллипсность и конусность коренных и шатунных шеек;
- царапины и выбоины на шейках;
- разработка отверстий под болты крепления маховика.
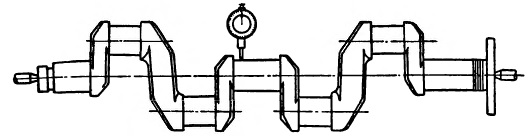
Рис. Проверка прогиба коленчатого вала.
Прогиб вала определяют индикатором в призмах, установленных на контрольной плите, или в центрах токарного станка. При этом штифт индикатора должен находиться не на середине шейки, а на ее конце, иначе эллипсность шейки даст искаженное представление о величине прогиба вала. Вал правят в холодном состоянии под прессом путем нажима на среднюю шейку через медную или латунную прокладку. Правка считается законченной, когда биение вала равно не более 0,03—0,05 мм.
Чтобы определить величину эллипсности и конусности, каждую шейку измеряют микрометром в трех местах: у галтелей и посредине в двух взаимно перпендикулярных плоскостях — по оси кривошипов и перпендикулярно им.
Размер, под который нужно шлифовать шейку, определяется наименьшим диаметром, полученным в результате измерения, с учетом установленных ремонтных размеров для данного вала. Для всех шатунных шеек, как и для всех коренных, устанавливается один ремонтный размер.
Шейки шлифуют на специальном круглошлифовальном станке. При отсутствии специального станка шлифование можно производить на токарном станке при помощи супортно-шлифовального приспособления. При шлифовании коренных шеек на токарном станке вал устанавливают в центрах станка.

Рис. Установка вала в центросместителе:
1 — планшайба; 2 — противовесы; 3 и 4 — центросместители.
Для шлифования шатунных шеек коленчатый вал помещают в центросместителе, установленном на станке. При этом ось вращения будет проходить по оси крайних шатунных шеек. После обработки крайних шеек вал устанавливают в центросместителе таким образом, чтобы ось вращения проходила по оси средних шатунных шеек, и так попарно обрабатывают все шейки.

Рис. Жимки для полирования шеек коленчатого вала.
В процессе шлифования следует применять охлаждающую жидкость, состоящую из 500 г кальцинированнной соды и 12 л воды. Струю жидкости необходимо направлять в место соприкосновения камня с валом. После обработки шейки снова измеряют; допустимая эллипсность и конусность шеек 0,01—0,02 мм. После шлифования кромки отверстий масляных каналов на шейках вала затупляются и шейки полируют жимками, применяя абразивные пасты ГОИ. Пасту наносят на суконную или кожаную обшивку жимок, между которыми зажимается шейка вала. Вал при этом должен делать 40—50 об/мин.
Источник статьи: http://ustroistvo-avtomobilya.ru/to-i-tr/remont-kolenchatogo-vala/
Проектирование и расчет автомобиля
ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
При ремонте коленчатых валов необходимо обеспечить следующие основные требования:
- Малое биение вспомогательных поверхностей (сальники, хвостовик, торцы) относительно коренных шеек (менее 0,02-0,03 мм)
- Минимальную эллипсность шеек (менее 0,005 мм)
- Галтели на краях шеек с радиусом не менее того, который был у нового вала.
- Параллельность осей шатунных и коренных шеек (не параллельность не более 0,1мм на 1 м).
- Уравновешенность коленчатого вала после ремонта.
- Одинаковый радиус кривошипа на всех шатунных шейках.
- Общую ось шатунных шеек, расположенных попарно(отсутствие скручивания вала).
- Восстановлен (до исходного размера) рабочий зазор
- Восстановлено взаимное расположение рабочих и вспомогательных поверхностей
- Восстановлено качество рабочих поверхностей
Первые шесть требований являются строго обязательными и определяют качество ремонта и ресурс коленчатого вала и всего двигателя в целом. Шестое и седьмое требования являются желательными, и их выполнение дополнительно обеспечивает плавность работы двигателя из-за равномерной работы всех цилиндров.
Основными способами ремонта валов являются:
- Шлифование опорных шеек в ремонтный (уменьшенный) размер — применяется для валов с равномерно изношенной поверхностью при наличии вкладышей (втулок) подшипников увеличенной толщины
- Правка с последующим шлифованием шеек в ремонтный размер для деформированных и изношенных валов
- Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующей правкой и шлифованием в ремонтный размер — для сильно изношенных и деформированных валов
- Аналогичен пункту З но шлифование производится в прежний размер шеек используется для вспомогательных и распределительных валов, где применяются, в основном только втулки подшипников стандартного размера
- Аналогичен пункту З но шлифование производится в размер, больший стандартного — применяется, в основном, для распределительных валов, устанавливаемых в изношенные или увеличенные в ремонтный размер опоры в головке блока цилиндров
- Правка без шлифования применяется для неизношенных валов, имеющих большую остаточную деформацию
- Напыление износостойкого покрытия
- Гальваническое наращивание (отслаивание, хромирование, никелирование)
- Постановка дополнительных ремонтных деталей
Пренебрежение хотя бы одним из указанных способов ведет к ускоренному износу и выходу из строя ,как самого вала, так и сопряженных с ним деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный приводит к задирам, и заклиниванию, а также появлению различных дефектов коленчатого вала. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки. Из-за несоостности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители) а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности большая шероховатость и пониженная твердость, которые ускоряют износ и вала и сопряженных с ним деталей.
Сравнение методов восстановления коленчатых валов
Проведем сравнительный анализ существующих методов восстановления коленчатого вала их достоинство и недостатки. Определим, оптимальный и более целесообразный метод восстановления коленчатого вала. Рассмотрим достоинство, и недостатки способов восстановления, с помощью которых поверхность коленчатого вала восстанавливается до номинального размера. Например, напыление износостойкого покрытия имеет низкую прочность сцепления напыляемого слоя с основой. Но при применении этого способа не происходит изменение структуры материала детали, не возникает коробление, не снижается усталостная прочность. При восстановлении поверхности коленчатого вала способом наплавки изменяется структура материала, возникает коробление, снижается усталостная прочность, что не происходит при напылении. Преимуществом наплавки является возможность легировать и улучшать свойство исходного материала, получать требуемую величину наносимого слоя. Суть наплавки заключена в переносе металла проволоки на восстанавливаемую деталь при горении электрической дуги. При восстановлении валов могут быть использованы: дуговая и вибродуговая наплавка, а также наплавка под слоем флюса. Дуговая наплавка проводится порошковой проволокой, содержащей легирующие добавки, обеспечивающие с одной стороны, высокие механические свойства покрытия (твердость и прочность сцепления), а с другой — защиту металла окисления при сварке. Основным недостатком этого способа является сильный нагрев и деформация вала. В то же время-это один из самых простых способов наплавки. Наплавка под слоем флюса значительно более сложная как по подготовке поверхности, так и по самой технологии наплавки. Слой флюса, образующийся на поверхности, препятствует окислению металла и выгоранию легирующих элементов, поэтому здесь можно применять, например, стальную высокоуглеродистую легированную проволоку, обеспечивающую высокие механические свойства покрытия. Однако сильный нагрев вала также является существенным недостатком данного способа, практически не позволяющим использовать его для валов двигателей легковых автомобилей. Устранить перегрев вала позволяет вибродуговая наплавка. В этом случае сварочное приспособление, подающее проволоку, имеет специальный механизм, создающий колебания сварочной проволоки. Перенос металла с проволоки на деталь осуществляется за счет чередования электрической дуги (нагрев) и короткого замыкания. Данный способ позволяет осуществить подачу охлаждающей жидкости в зону наплавки. Охлаждение существенно снижает температуру и деформацию вала.
Практика восстановления различных валов двигателей легковых автомобилей показывает, что чем тоньше вал, т.е. меньше диаметры его шеек, тем более строгие требования к его перегреву.
Способ гальванического наращивания коленчатого вала
Способ гальванического наращивания славится своей высокой стоимостью реактивов, высокими требованиями к чистоте восстанавливаемой поверхности, вредности условий труда и загрязнению окружающей среды, но имеет возможность получать покрытие с различными свойствами(пористые, износостойкие, декоративные).В отличии от гальванического наращивания способ постановки дополнительных ремонтных деталей отличается своей дешевизной. При применении этого способа возникает необходимость тонкой разметки, проворачивание и отслаивание привариваемой ленты, изготовление специальной оснастки. В отличии от вышеперечисленных способов, способ металлизация обеспечивает высокую твердость напыляемого слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыляемого слоя с основным металлом недостаточно. Немаловажную роль при восстановлении коленчатого вала играют методы упрочнения. Как известно методы упрочнения можно разделить на классы: 1- с образованием пленок на поверхности; 2 класс-с изменением химического состава поверхностного слоя; 3 класс-с изменением структуры поверхностного слоя; 4 класс-с изменением энергетического запаса поверхностного слоя; 5 класс-с изменением шероховатости поверхностного слоя; 6 класс-с изменением структуры по всему объему металла. При изготовлении коленчатых валов двигателей транспортной техники широко используются способы упрочнения 2, 3, 6 класса. Недостатками способа второго класса является длительность процесса, вредность производства, высокая температура, поводка изделий и энергоемкость. Недостатком третьего класса является высокая стоимость и большие габариты оборудования, энергоемкость, вредность производства, снижения усталостной прочности изделия. Недостатком шестого класса является энергоемкость ,вредность производства, поводка изделия. Далее рассмотрим более подробно способы восстановления коленчатых валов.
Источник статьи: http://www.autoezda.com/studentsauto/1180-vostanovlenie-kolenvala.html