КТМ являются однопозиционными машинами, в которых при выполнении основных операций объект обработки (таблетки) – транспортного движения не совершают. Каждую операцию технологического цикла выполняет отдельный исполнительный механизм: механизмы загрузки (дозирования), прессования, выталкивания. Для КТМ также характерно, что все таблетки производятся на одном комплекте пресс-инструмента.
Основной моделью КТМ отечественного производства является машина ТП-1М. Общий вид ее представлен на рис. 28, а кинематическая схема – на рис. 29.
Рис. 28. Кривошипная таблеточная машина
(И.А. Муравьев, 1980)
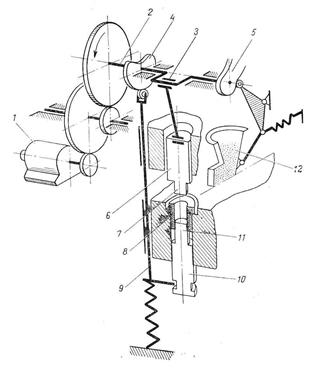
Рис. 29. Кинематическая схема ТП-1М
(И.А. Муравьев, 1980)
От электродвигателя 1 через систему зубчатых колес приводится во вращение коленчатый распределительный вал 2. От последнего получают движение кривошипно-ползунный механизм 3 (механизм прессования), кулачки 4 механизма выталкивания и кулачки 5 механизма питания (загрузочной воронки). С ползуном 6 кривошипного механизма соединен верхний пуансон 7. При движении вниз пуансон входит в матрицу 8, установленную в столешнице машины. Для изменения глубины захода верхнего прессующего пуансона в матрицу длина шатуна делается регулируемой.
Кулачок механизма выталкивания с помощью штанги 9 поднимает ползун 10 с укрепленным в нем нижним пуансоном 11 и выталкивает таблетку из матрицы. Профиль кулачка обеспечивает подъем таблетки со скоростью меньшей, чем скорость подъема верхнего прессующего пуансона. В верхнем положении нижний пуансон выходит точно на уровень среза матрицы, чем обеспечивается полная выпрессовка (выталкивание) таблетки. Кулачок 5 механизма дозирования через рычажную систему перемещает загрузочную воронку 12 по поверхности столешницы в зону матричного отверстия. Профиль кулачка в положении питателя над матрицей обеспечивает некоторое его встряхивание.
КТМ имеют маховик, функцией которого является не только поддержание средней скорости вращения распределительного вала с заданной неравномерностью, но и аккумулирование энергии на участках цикла, где технологические сопротивления не преодолеваются, с отдачей ее при выполнении самой тяжелой операции – прессовании.
Процесс таблетирования на КТМ складывается из следующих трех операций (рис. 30).
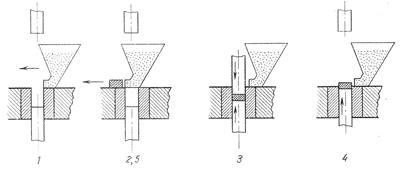
Рис. 30. Схема процесса таблетирования на КТМ
(И.А. Муравьев, 1980)
1 – исходное положение перед таблетированием;
2 – операция загрузки матрицы;
3 – операция прессования;
4 – операция выталкивания таблетки;
5 – операция сбрасывания таблетки (совмещается с загрузкой матрицы)
Операция загрузки (дозирования). В процессе работы КТМ она же является операцией сброса отпрессованной таблетки. После того как загрузочная воронка, столкнув таблетку, становится в положение над матрицей, происходят опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Ход вниз нижнего пуансона регулируется. Его конечным положением определяется объем дозы таблетируемой массы.
Операция прессования. Загрузочная воронка отходит в сторону, открывая отверстие заполненной матрицы. Верхний пуансон, находившийся до этого в крайнем верхнем положении, опускается и с силой входит в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания (выпрессовки). Верхний пуансон поднимается вверх, а нижний следует за ним и останавливается точно на уровне среза матрицы. Загрузочная воронка движется к матричной зоне.
Далее загрузочная воронка, подойдя к матричной зоне, своей передней кромкой сдвигает вытолкнутую таблетку на край столешницы, откуда та попадает в лоток, а сама своим устьем накрывает матрицу для новой загрузки, после чего цикл начинает повторяться и т. д.
КТМ отечественной конструкции (ТП-1М) имеют производительность при одногнездном пресс-инструменте до 4800 шт. в час. Размер таблеток 12 мм, глубина заполнения матрицы 15 мм, усиление прессования 1,7 т/с. Машина рассчитана на одностороннее прессование. Однако имеются конструкции КТМ, позволяющие осуществлять двустороннее прессование. Последнее достигается обычно путем применения так называемой плавающей матрицы. В этом случае столешница, в которой закреплена матрица, установлена на пружинах. Нижний пуансон при прессовании остается неподвижным. Перемещается только верхний пуансон, и в ту же сторону смещаются столешница с матрицей.
Дата добавления: 2015-09-10 ; просмотров: 28 | Нарушение авторских прав
Источник статьи: http://lektsii.net/4-84718.html
Таблеточные машины
Название
Таблеточные машины
Дата
16.08.2013
Размер
157.46 Kb.
Тип
Документы
скачать
1. /Djabbarov N.doc
Таблеточные машины
Для таблетирования фармацевтических препаратов используются роторные (РТМ) и кривошипные таблеточные (КТМ) машины. Ниже в деталях рассмотрим каждую из них в отдельности [1].
Роторные таблеточные машины
В современном фармацевтическом производстве таблетирование осуществляется на специальных прессах – роторных таблеточных машинах (РТМ). В мировой практике созданы высокопроизводительные таблеточные прессы, оснащенные приборами для автоматического контроля массы таблеток, давления прессования. Имеются модели машин, выпускающие в час более полумиллиона таблеток.
Технологический цикл таблетирования на РТМ складывается из ряда последовательных операций: дозирование материала, прессование (образование таблетки), ее выталкивание и сбрасывание. Все перечисленные операции осуществляются автоматически одна за другой при помощи соответствующих исполнительных механизмов.
В таблеточных машинах используется объемный метод дозирования. Загрузочное устройство РТМ состоит из загрузочной воронки – бункера и питателя-дозатора, укрепленных неподвижно на станине машины. Бункер обеспечивает непрерывность потока таблетируемого материала. Для равномерной подачи плохо сыпучих материалов из бункера в питатель первые могут быть снабжены мешалками, шнеками, ворошителями. Питатель-дозатор предназначен для формирования, направления и дозированной подачи таблеточной смеси в зону прессования.
Конструкция питателя должна обеспечивать работу РТМ с высокой производительностью, точность и стабильность массы таблеток, таблетирование материалов с различными свойствами и характеристиками, заполнение матричных отверстий от минимальных до максимальных диаметров, соответствующих размерам таблеток согласно требованиям фармакопеи.
В РТМ используются питатели-дозаторы: лопастные 2- и 3-камерные и рамочный. Наиболее широко применяются 2-камерные питатели. Высокопроизводительные автоматы, имеющие производительность 300 тыс. таблеток в час и более, оснащены 3-камерными питателями-дозаторами, обладающими наилучшими характеристиками по заполнению матриц РТМ. Стабильность массы таблеток при работе 3-камерного питателя-дозатора объясняется его конструкцией (рис.1), в которой по сравнению с 2-камерными имеется верхняя камера с лопастями загрузочного ворошителя (1), расположенная над двумя нижними камерами с заполняющим (2) и дозирующим (3) ворошителями. Она служит для передачи таблеточной смеси из бункера в камеру заполняющего ворошителя (2) и регулировки его поступления в питатель в зависимости от изменения расхода материала.
Рис. 1. Устройство трехкамерного питателя-дозатора
Лопастные дозирующие устройства, к которым относятся 2- и 3-камерные питатели, несмотря на преимущества, имеют большую металлоемкость, оснащены индивидуальным приводом, что ведет к повышенному расходу энергозатрат, недостаточно удобны в эксплуатации при смене лекарственных веществ.
Наиболее простым и надежным в эксплуатации является рамочный питатель, но его применение эффективно лишь при прессовании препаратов хорошей и средней сыпучести при скорости вращения ротора до 30 м/мин. В настоящее время создана конструкция рамочного питателя с вибрационной сеткой. Величина сетки выбирается в зависимости от формы и размера гранул, сыпучести таблеточной смеси. Изменяя амплитуду и частоту колебаний вибросетки, можно добиться высокой точности массы таблетки на всех режимах работы РТМ при сохранении всех положительных эксплуатационных характеристик рамочного питателя.
Прессование на таблеточных машинах осуществляется пресс-инструментом, состоящим из матрицы и двух пуансонов.
Матрица представляет собой стальную деталь, как правило, цилиндрической формы со сквозным цилиндрическим отверстием диаметром от 3 до 25 мм. Матрицы вставляются в соответствующие отверстия ротора, вращающегося на вертикальном валу. Частота вращения ротора современных РТМ находится в пределах от 15 до 75 мин -1 , число матриц достигает 41—75.
Пуансоны (верхний и нижний) — это цилиндрические стержни (поршни) из хромированной стали, которые входят в отверстия матрицы сверху и снизу и обеспечивают прессование таблетки под действием давления. Прессующие поверхности пуансонов могут быть плоскими или вогнутыми (разного радиуса или кривизны), гладкими или с поперечными бороздками (насечками) или с выгравированной надписью. Пуансоны различаются по способу их соединения с толкателем: они могут быть цельные или сборные (рис. 2). Пуансон цельный представляет собой одно целое с толкателем. Он более прост в изготовлении, но более дорог в эксплуатации, так как пуансон изнашивается быстрее толкателя, а при его замене меняется и толкатель. Способы соединения пуансона с толкателем в сборном пресс-инструменте в машинах разных фирм различны. Общий вид РТМ-41 представлен на рис. 3, а процесс таблетирования можно рассмотреть на циклограмме — развертке машины (рис. 4).
1
2
Рис. 2. Сборные пуансоны к РТМ:
1 — нижний; 2 — верхний.
Рис. 3. РТМ-41.
Из бункера (1) порошок самотеком поступает в питатель-дозатор (3), неподвижно укрепленный на станине машины. Заполняющий ворошитель лопастями (4) осуществляет подачу порошка в матрицу (6), при этом пуансоны (8), укрепленные в толкателях (9), опускаются по неподвижному копиру (10) и регулируемому копиру (15) на полную глубину заполнения матриц. При дальнейшем вращении ротора толкатель следует по горизонтальному участку копира к дозирующему механизму, который состоит из копира (16) и шарнирно связанного с ним регулируемого дозатора (17). Копир-дозатор перемещает толкатель с пуансоном вверх, поднимая порошок в матрице на высоту, соответствующую по объему заданной массе таблетки. В это время лопасти (20) дозирующего ворошителя срезают излишек дозы и передают ее обратно в зону действия заполняющего ворошителя. Поскольку лопасти находятся на 1,0—1,5 мм выше дна корпуса питателя, то в дозировании участвует и кромка корпуса (21) питателя, отстоящая от зеркала стола на 0,1 мм. Окончательно отсекает дозу нож (22) с фторопластовой пластиной, плотно прижатой к. столу.
Рис. 4. Принцип работы РТМ-41.
Во время дальнейшего переноса дозы нижний толкатель попадает на горизонтальный копир (18), верхний — проходит под копиром-отбойником (23), опускающим верхние пуансоны до захода их в матрицу. Ролики (19) осуществляют предварительное прессование (подпрессовку), а ролики давления (11) – собственно прессование. При этом на РТМ порошок выдерживается под давлением за счет наличия плоского торца на головке толкателя, смещения на 3— 4 мм осей верхнего и нижнего роликов давления, введения специальных копиров (2), размещенных на уровне ролика давления в момент прессования. Выталкивание таблетки из плоскости матрицы на поверхность зеркала стола осуществляется механизмом выталкивания, состоящим из трех элементов. Ролик выталкивания (12) отрывает таблетку от стенки матрицы. Копир выталкивания (13) доводит таблетку до верхнего уровня, а выталкиватель (14) регулируется таким образом, чтобы таблетка выводилась из матрицы на поверхность стола, затем ротором таблетка (7) подводится к ножу (5), который направляет ее на лоток и далее в приемную тару.
В двухпоточной машине модели РТМ за один оборот ротора дважды повторяется описанный выше технологический цикл.
Наиболее широко в таблеточных цехах отечественных химико-фармацевтических заводов применяется роторная таблеточная машина РТМ-41М2В. Машина имеет 41 пару пресс-инструмента при максимальной глубине заполнения матрицы 18 мм. Диаметр прессуемых таблеток 4—20 мм. Максимальное усилие прессования 100 кН. Производительность достигает 209 тыс. штук в час.
РТМ-3028 имеет устройство вакуумной подачи порошков в матрицу. В момент загрузки материала через отверстие, соединенное с вакуумной линией, из полости матрицы отсасывается воздух. При этом порошок поступает в матрицу под действием вакуума, что обеспечивает высокую скорость заполнения и одновременно повышает точность дозирования. РТМ-3028 рекомендована для прямого прессования. Однако предусмотренная конструкция вакуумного заполнения оказалась недостаточно надежной, так как быстро засорялась порошком.
В настоящее время выпускаются роторные пресс-автоматы модели РТМ-41МЗ. Это 3-е поколение выпускаемых МЗТО роторных таблеточных прессов. Пресс-автомат оснащен вибрационным питателем, который может за счет регулировки амплитуды и частоты колебаний вибрационной, заполняющей части питателя разрывать силы сцепления между частицами порошка, благодаря чему значительно повышается его подвижность и как бы компенсируется недостаток сыпучести. Производительность автоматов РТМ-41МЗ, оснащенных вибрационными питателями, повышается в 1,5—1,8 раза по сравнению с РТМ-41М2В. Однако исследователи считают, что и в этом случае грануляция необходима, но с небольшим снижением требований к однородности гранулята.
Современные таблеточные машины взрывобезопасны.
Таблеточные машины комплектуются установкой для сбора потерь таблеточной массы при изготовлении и фасовке, оборудованы приборами для автоматического контроля таблеток на металлические включения, которые не только обнаруживают, но и извлекают из потока таблетки, имеющие металлические включения. Минимальные размеры обнаруживаемых металлических включений 0,5 мм при средней скорости непрерывного потока таблеток 100 тыс. штук в час.
Для автоматического контроля массы таблеток при производстве их на машинах типа РТМ-41 используется устройство, состоящее из блока отбора таблеток, преобразователя, блока контроля и сигнализации. Сигнал с преобразователя поступает в блок контроля и сигнализации, где он сравнивается с заранее заданным сигналом, соответствующим определенной массе таблетки. В случае отклонения массы таблетки от номинала загорается сигнальная лампа. Производительность устройства не менее 2000 операций в час при массе контролируемой таблетки от 015 до 0,75 г.
Для удаления с поверхности таблеток, выходящих из пресса, пылевых фракций применяются обеспылеватели. Таблетки проходят через вращающийся перфорированный барабан и очищаются от пыли (заусениц и неровностей), которая отсасывается из обеспылевателя пылесосом [2, 3].
Кривошипные таблеточные машины
КТМ являются однопозиционными машинами, в которых при выполнении основных операций объект обработки (таблетки) транспортного движения не совершают. Каждую операцию технологического цикла выполняет отдельный исполнительный механизм: механизмы загрузки (дозирования), прессования, выталкивания. Для КТМ также характерно, что все таблетки производятся на одном комплекте пресс-инструмента.
Основной моделью КТМ, выпускаемой в бывшем СССР, была машина ТП-1М. Общий вид ее представлен на рис. 5, а кинематическая схема — на рис. 6.
Рис. 5. КТМ модели ТП-1М. Рис. 6. Кинематическая схема ТП-1М.
От электродвигателя 1 через систему зубчатых колес приводится во вращение коленчатый распределительный вал 2. От последнего получают движение кривошипно-ползунный механизм 3 (механизм прессования), кулачки 4 механизма выталкивания и кулачки 5 механизма питания (загрузочная воронка). С ползуном 6 кривошипного механизма соединен верхний пуансон 7. При движении вниз пуансон входит в матрицу 8, установленную в столешнице машины. Для изменения глубины захода верхнего прессующего пуансона в матрицу длина шатуна делается регулируемой.
Кулачок механизма выталкивания с помощью штанги 9 поднимает ползун 10 с укрепленным в нем нижним пуансоном 11 и выталкивает таблетку из матрицы. Профиль кулачка обеспечивает подъем таблетки со скоростью меньшей, чем скорость подъема верхнего прессующего пуансона. В верхнем положении нижний пуансон выходит точно на уровень среза матрицы, чем обеспечивается полная выпрессовка (выталкивание) таблетки. Кулачок 5 механизма дозирования через рычажную систему перемещает загрузочную воронку 12 по поверхности столешницы в зону матричного отверстия. Профиль кулачка в положении питателя над матрицей обеспечивает некоторое его встряхивание. КТМ имеют маховик, функцией которого является не только поддержание средней скорости вращения распределительного вала с заданной неравномерностью, но и аккумулирование энергии на участках цикла, где технологические сопротивления не преодолеваются, с отдачей ее при выполнении самой тяжелой операции – прессовании.
Процесс таблетирования на КТМ складывается из следующих трех операций (рис. 7).
Рис. 7. Схема процесса таблетирования да КТМ.
1 — исходное положение перед таблетированием; 2 — загрузка операции матрицы;
3 — операция прессования; 4 — операция выталкивания таблетки; 5 — операция сбрасывания таблетки (совмещается с загрузкой матрицы).
Операция загрузки (дозирования). В процессе работы КТМ она же является операцией сброса отпрессованной таблетки. После того как загрузочная воронка, столкнув таблетку, становится в положение над матрицей, происходят опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Ход вниз нижнего пуансона регулируется. Его конечным положением определяется объем дозы таблетируемой массы.
Операция прессования.Загрузочная воронка отходит в сторону, открывая отверстие заполненной матрицы. Верхний пуансон, находившийся до этого в крайнем верхнем положении, опускается и с силой входит в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания (выпрессовки). Верхний пуансон поднимается вверх, а нижний следует за ним и останавливается точно на уровне среза матрицы. Загрузочная воронка движется к матричной зоне.
Далее загрузочная воронка, подойдя к матричной зоне, своей передней кромкой сдвигает вытолкнутую таблетку на край столешницы, откуда та попадает в лоток, а сама своим устьем накрывает матрицу для новой загрузки, после чего цикл начинает повторяться и т. д.
КТМ модели ТП-1М имеют производительность при одногнездном пресс-инструменте до 4800 шт. в час. Размер таблеток 12 мм, глубина заполнения матрицы 15 мм, усиление прессования 1,7 т/с. Машина рассчитана на одностороннее прессование. Однако имеются конструкции КТМ, позволяющие осуществлять двустороннее прессование. Последнее достигается обычно путем применения так называемой плавающей матрицы. В этом случае столешница, в которой закреплена матрица, установлена на пружинах. Нижний пуансон при прессовании остается неподвижным. Перемещается только верхний пуансон, и в ту же сторону смещаются столешница с матрицей [1, 3].
Эксплуатация таблеточных машин и пресс-инструмента
Хотя РТМ в техническом отношении далеко превосходят КТМ, их применение ограничивается только производствами крупного заводского масштаба. Они сложны, требуют большого количества запасных поршней и матриц, более трудны в смысле подготовки к прессованию и чистка их более трудоемка. Ротационные машины рентабельны лишь при массовом производстве, полностью исчерпывающем их производительность. В условиях фармацевтических фабрик более целесообразны КТМ. Несмотря на некоторые недостатки, они полностью обеспечивают потребность мелкосерийных производств и в эксплуатационном отношении несравненно проще. Кроме того, поскольку в КТМ используется только один комплект пресс-инструмента, колебания в массе отдельных таблеток меньше, чем при прессовании на РТМ. Большой разброс в отклонениях массы от номинала в РТМ обусловливается тем, что при использовании десятков комплектов пресс-инструмента полная тождественность последних трудно достижима.
Перед прессованием любая таблеточная машина должна быть тщательно выверена и отрегулирована. Затем проводят пробное таблетирование (пуская машину вручную), в результате которого добиваются необходимой массы таблеток, должной прочности и распадаемости, а также устранения внешних изъянов таблеток. Если, например, таблетка выталкивается с поврежденной или неровной поверхностью, это указывает, что масса сильно прилипает или недостает скользящих веществ, или прессующие поверхности недостаточно гладки. Если у таблетки имеются кромки, то мал диаметр пуансона. Если поверхность таблетки сбита, то нижний пуансон поднимается недостаточно высоко. Если таблетки при выбрасывании рассыпаются, то либо давление слишком мало, либо (что значительно хуже) в массе мало связывающих веществ. Расслаивание таблеток свидетельствует о слишком высоком давлении или о том, что гранулят слишком сух.
Первые таблетки обычно запачканы машинным маслом, поэтому их отбрасывают. Только после устранения всех недостатков можно начинать серийное таблетирование. Особенно бережного отношения к себе требует пресс-инструмент. В отдельных руководствах его даже сравнивают с отношением хирурга к операционным инструментам.
Многочисленные наблюдения за эксплуатацией пресс-инструмента показывают, что в первую очередь изнашивается матрица. Скорость ее износа в 3 – 4 раза выше скорости износа нижнего пуансона; верхний пуансон изнашивается в меньшей степени, чем нижний. В матрице износ локализуется в основном в зоне прессования. Очень важно, чтобы зазор между стенками пуансона и матрицы был минимальным. Попадание сыпучего материала в зазоры может приводить к заеданию толкателей и поломке пресс-инструмента [1].
Общий вид и характеристики некоторых
Лабораторный таблеточные машины
CPR-6 представляет собой настольный механический таблетировочный пресс, предназначенный для производства круглых таблеток с максимальным диаметром 16 мм. Машина ориентирована на использование в условиях лабораторий и аптечных производств. Машина изготовлена в соответствии с нормами GMP и стандартами СЕ.
Производительность, шт/ч
2500
Мощность, кВ/ч
0,37
Размеры (ширина х длина х высота), мм
390 х 510 х 760
Вес, кг
80
Рабочее давление (max), кг/см 2 :
2500
Диаметр таблеток (max), мм:
16
Толщина таблеток (max), мм:
17
Кривошипные таблеточные машины
Модель THP-4 (Flower basket tablet press)
Характеристики
Макс. давление
4 тнс
Макс.диаметр таблетки
30 мм
Макс.глубина заполнения матриц
25 мм
Макс.наружный диаметр таблетки в виде кольца
22 мм
Диаметр внутр.отверстия таблетки
5-10 мм
Глубина заполнения таблетки в виде кольца
25 мм
Производительность
34 … 50 шт./мин
Мощность Эл. двигателя
1.1 кВт
Габаритный размер (дл×шир×выс)
685 × 565 × 1610 мм
Масса
520 кг
Модель THP-10 (Flower basket tablet press)
Макс. давление
10 тнс
Макс.диаметр таблетки
40 мм
Макс.глубина заполнения матриц
45 мм
Макс.наружный диаметр таблетки в виде кольца
35 мм
Диаметр внутр.отверстия таблетки
6-14 мм
Глубина заполнения таблетки в виде кольца
45 мм
Производительность
35… 46 шт./мин
Мощность Эл. двигателя
3.7 кВт
Габаритный размер (дл×шир×выс)
666 × 860 × 1824 мм
Масса
750 кг
Роторные таблеточные машины
Модель KSTM-2141
Таблетировочные пресса KSTМ-2141 главным образом предназначены для изготовления таблеток большого диаметра (до 25 мм) с высокой производительностью. Для качественного прессования таблеток большого диаметра машина может развивать давление до 10 тонн. Серия прессов KSTM предназначена для крупных фармацевтических предприятий. Высокая рабочая скорость достигается в гармонии с высочайшей точностью. Использование прессов KST дает целый ряд преимуществ таких как: бесшумная работа, безопасная эксплуатация, минимальное пыле и грязе образование, быстрая смена пресс инструмента, легкая и простая операция очистки, низкие эксплутационные расходы.
Таблетировочные пресса серии KST, оснащенные современной компьютеризированной системой управления и контроля, отвечают всесторонним требованиям современной мировой индустрии изготовления таблеток. Таблетировочные пресса серии KST ориентированны для использования на средних и крупных фармацевтических предприятиях. Высокая рабочая скорость достигается в сочитании с высочайшей точностью. Использование прессов KST дает целый ряд преимуществ таких как: бесшумная работа, безопасная эксплуатация, минимальное пыле и грязе образование, быстрая смена пресс инструмента, легкая и простая операция очистки, низкие эксплутационные расходы [4, 5, 6, 7].
Источник статьи: http://uz.denemetr.com/docs/768/index-97068-1.html












 арактеристики
арактеристики
 одель KSTM-2141
одель KSTM-2141 одель KST-45
одель KST-45