- Центробежное литье. Схема центробежного литья на машине с горизонтальной и вертикальной осью вращения.
- Центробежное литьё на машинах с вертикальной осью вращения
- Материаловед
- 6. Центробежное литье
- Центробежное литье. Суть способа. Основные операции и область использования
- Центробежное литье с горизонтальной осью вращения
- Центробежное литье с вертикальной осью вращения
- Ценообразование на готовую продукцию
- Пришлите ваши чертежи или эскизы на
- Либо звоните 8-800-250-88-72. Доставка по России и СНГ.
- Преимущества и недостатки центробежного литья
- Только этого метода литья
- Главные особенности конструкций из меди
- Литье в оболочковые формы
- Литье по газифицируемым моделям
- Литейные модели
- Полезная информация
- Литье в песчаные формы
Центробежное литье. Схема центробежного литья на машине с горизонтальной и вертикальной осью вращения.
Центробежное литье осуществляется на специальных машинах. Расплав, заливаемый во вращающуюся форму, центробежными силами плотно прижимается к внутренним: стенкам формы и воспринимает ее конфигурацию. Формы могут вращаться вокруг горизонтальной, вертикальной и наклонной осей. Наиболее распространены машины с горизонтальной осью вращения. Методом центробежного литья, как правило, получают отливки, представляющие собой тела вращения (втулки, трубы, диски).
Центробежные силы не только распределяют жидкий металл в форме, но и способствуют перемещению на внутреннюю поверхность отливки более легких, чем сплав, шлаковых и газовых включений. Отливка получается более чистой и плотной.
Для получения втулок применяют машины с горизонтальной и вертикальной осями вращения (рис. 13).
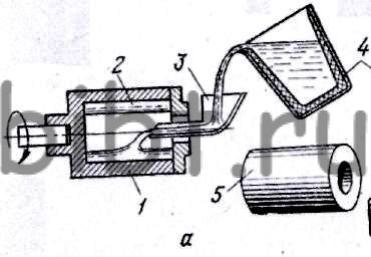
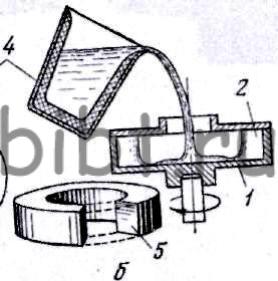
Рис. 13. Схема центробежного литья на машине с горизонтальной (а) и вертикальной (б) осью вращения.
Определенная доза расплава из ковша 4 заливается во вращающуюся форму 1 через металлоприемник 3. Под действием центробежных сил металл 2 отбрасывается к стенкам формы. Форма вращается до тех пор, пока расплав не затвердеет, затем отливку 5 извлекают из формы. Перед каждой заливкой внутреннюю полость формы покрывают противопригарной краской или присыпкой.
Центробежным способом можно получать биметаллические отливки, поочередно заливая в форму разнородные расплавы.
Преимуществом центробежного литья является получение отливок без литниковых систем. Отливки имеют плотную, мелкозернистую структуру и повышенные механические свойства по сравнению с отливками, изготовленными литьем в песчаные формы. Этим способом получают отливки 5-го класса точности с хорошим качеством поверхности. Недостатком способа центробежного литья является необходимость больших припусков на механическую обработку наружных поверхностей 1,5-2,5 мм, внутренних поверхностей 2,5-3,5 мм. Центробежное литье применяют в массовом, крупносерийном и мелкосерийном производствах.
Источник статьи: http://delta-grup.ru/bibliot/21/16.htm
Центробежное литьё на машинах с вертикальной осью вращения

Центробежное литьё — способ производства отливок, при котором заполнение формы расплавом, его затвердевание и кристаллизация происходят под воздействием центробежных сил. При центробежном литье с вертикальной осью вращения получают отливки (тела вращения) большого диаметра, но малой протяженности.
Схема технологического процесса представлена на рис. 1. Расплав из ковша 1 заливают в изложницу 2, укреплённую на шпинделе 3, приводимом во вращение электродвигателем 4. Расплав 5, под воздействием центробежных сил прижимается к боковым стенкам вращающейся изложницы 2 и постепенно затвердевает. После чего машину останавливают, а отливку 6 извлекают.
В данной заметке мы не будем рассматривать математический аппарат, отображающий действие сил на кристаллизующийся расплав и лишь ограничимся общими выводами. Те, кого интересуют эти вопросы, могут получить исчерпывающую информацию прочитав книгу «Технология литейного производства. Специальные виды литья«, Ю.А. Степанов, Г.Ф. Баландин, В.А. Рыбкин, М. «Машиностроение», 1983 г.
Рис. 1: Схема получения отливки при вертикальном вращении изложницы
Особенностью формирования отливки при центробежном способе литья является то, что заполнение изложницы металлом и затвердевание отливки происходят под воздействием центробежных сил, превосходящих силы гравитации. Если твёрдая или жидкая частица, погружённая в расплав, имеет плотность отличную от расплава, то она движется в направлении стенки изложницы (при плотности более плотности расплава), в обратном случае (при плотности частицы менее плотности расплава) она движется в направлении оси вращения и всплывает на свободную поверхность металла. Это создаёт благоприятные условия для затвердевания отливок: движение твёрдых кристаллизующихся частиц — в направлении к наружной поверхности отливки и конвенция остывающего жидкого металла, газовых и неметаллических включений — в радиальном направлении, вызывает направленное затвердевание отливки от периферии к центру. Свободная поверхность застывает последней, остаётся геометрически правильной. Направленное затвердевание позволяет получать отливки с плотным строением тела, без усадочных дефектов и инородных включений.
В ряде случаев при центробежном литье режим одностороннего направленного затвердевания отливки может нарушаться:
- При изготовлении сравнительно толстостенных полых тел вращения.
- Когда сплав затвердевает с расширением (к примеру серый чугун).
- Когда выделяющиеся подвижные кристаллы обогащены компонентами сплава, имеющими меньшую плотность, чем остающийся металл.
- При изготовлении центробежного литья большого диаметра с вертикальной осью вращения, когда наблюдается высокая скорость конвекции газов внутри застывающей втулки.
В указанных случаях продвижение фронта кристаллизации от наружной поверхности замедляется, а потери тепла со свободной поверхности остаются значительными. В результате отливка начинает затвердевать от стенок изложницы и со стороны свободной поверхности. Два, движущихся на встречу друг другу фронта кристаллизации смыкаются в центре отливки. К концу затвердевания, в следствии недостатка питания, внутри стенки отливки образуются усадочные поры.
Мероприятия по устранению дефекта сводятся к уменьшению потерь теплоты со свободной поверхности и предотвращению на ней преждевременной кристаллизации металла. Наиболее действенной из таких мер служит покрытие внутренней поверхности залитого в форму металла слоем жидкого шлака. Шлак устраняет контакт свободной поверхности с циркулирующим в полости воздухом и, обладая малой теплопроводностью, сам служит надёжным теплоизолятором. При эффективной теплоизоляции изнутри, отливка затвердевает нормально, с односторонним движением фронта кристаллизации. Использование жидкого шлака возможно путем последовательной заливки флюса и металла, или металла и флюса, или подачи флюса на струю металла при его заливке в изложницу.
Для массового производства центробежного литья из чугуна разработана другая технология, основанная на применении экзотермических смесей. Смесь гранулируют и с помощью специального устройства засыпают на струю чугуна, заливаемого в изложницу. При этом смесь возгорается и образует флюс, достигающий температуры 1400° С. Далее процесс рафинирования протекает, как с жидким шлаком. Состав экзотермической смеси: 12% алюминиевого порошка; 8% силикокальция; 20% немагнитной фракции стального порошка; 14% селитры натриевой; 20% силикат-глыбы; 26% плавикового шпата. Температура воспламенения смеси 450 0 C. Оптимальное количество экзотермической смеси 1,5% от массы рафинируемого чугуна.
Для иллюстрации процесса предлагаю посмотреть фильм о изготовлении венца из оловянной бронзы методом центробежного литья с вертикальной осью вращения и использованием экзотермических смесей:
Источник статьи: http://otlivka.info/articles/%D1%86%D0%B5%D0%BD%D1%82%D1%80%D0%BE%D0%B1%D0%B5%D0%B6%D0%BD%D0%BE%D0%B5-%D0%BB%D0%B8%D1%82%D1%8C%D1%91-%D0%BD%D0%B0-%D0%BC%D0%B0%D1%88%D0%B8%D0%BD%D0%B0%D1%85-%D1%81-%D0%B2%D0%B5%D1%80%D1%82%D0%B8/
Материаловед
6. Центробежное литье
Центробежное литье – это способ формирования отливок под действием центробежных сил при свободной заливке металла во вращающиеся формы. Центробежным способом получают отливки из чугуна, стали, сплавов на основе меди, алюминия, цинка, магния, титана и др.
Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежное литье осуществляют на центробежных машинах с горизонтальной и вертикальной осями вращения в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок – от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом.
На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 ºC.
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью (рис. 6.1) вращения изложницу 1 устанавливают на опорные ролики и закрывают кожухом 2. Изложница приводится в движение электродвигателем. Расплавленный металл из ковша 4 заливают через желоб 3, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют песчаный или оболочковый стержень. После затвердевания металла готовую отливку извлекают специальным приспособлением 6.
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 6.2) металл из ковша 4 заливают во вращающуюся форму 1, укрепленную на шпинделе, который вращается от электродвигателя.
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 5 извлекается.
Отливки, полученные на машине с вертикальной осью вращения, имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев.
Недостатки центробежного литья: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Преимущества центробежного литья: получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза).
Для изготовления фасонных отливок центробежный способ применяется сравнительно редко, за исключением литья тонкостенных деталей из титановых сплавов.
На рис. 6.3 показана схема изготовления фасонных отливок центробежным способом в металлических (а) и песчаных (б) формах.
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
Для центробежного литья применяются машины с горизонтальной (рис. 6.1) и вертикальной (рис.6.2) осями вращения.
Рис. 6.1. Машина для центробежного литья с горизонтальной осью вращения
Рис. 6.2. Машина для центорбежного литья с вертикальной осью вращения
Рис. 6.3. Изготовление фасонных отливок центробежным литьем
Изготовление фасонных отливок центробежным литьем: а — металлическая форма; б — песчаная форма; 1 — стояк; 2 — металлическая форма; 8,4,7 — стержни; 5 — нижняя полуформа; 6 — верхняя полуформа
На рис. 6.3 показана схема изготовления фасонных отливок центробежным способом в металлических (а) и песчаных (б) формах.
Посмотрите учебный фильм «Центробежное литье».
Источник статьи: http://xn--80aagiccszezsw.xn--p1ai/uchebniki/specialnye-vidy-litya/6-centrobezhnoe-lite
Центробежное литье. Суть способа. Основные операции и область использования
Существуют разные способы создания отливок из цветных и черных металлов, наиболее популярными являются три:
- кокильное литье;
- заливка в песчаные формы;
- центробежное литье.
В первом случае заливка производится в разборные металлические формы. Во втором – в песчаные формы. Наконец, в третьем случае используется заливка во вращающиеся вокруг вертикальной или горизонтальной оси металлические формы.

Каждый из вариантов имеет свои достоинства и недостатки, поэтому выбор конкретного способа производится, исходя из особенностей отливаемой детали. Литье центробежным способом используется для производства тел вращения ‒ труб, дисков, втулок и т.д. Главными достоинствами данного способа являются быстрота литья, экономичный расход металла (отсутствуют литники). Кроме того, отливки центробежного литья отличаются хорошим качеством.
Наша компания осуществляет центробежное литье заготовок диаметром от 60 до 650 мм, максимальная масса отливок ‒ до 1 тонны. Преимущества работы с нами:
- широкий спектр отливок;
- высокое качество литья;
- быстрое выполнение заказа;
- выгодные расценки.
Центробежное литье с горизонтальной осью вращения
Это способ является наиболее широко распространенным методом центробежного литья. Он состоит в том, что формирование отливки со свободной поверхностью происходит в поле центробежных сил. При этом внутренняя поверхность изложницы играет роль формообразующей поверхности. Заливка в форму расплава из ковша производится через специальный заливочный желоб. В процессе производства происходит растекание расплава по внутренней поверхности формы, и он под воздействием центробежных сил образует пустотелый цилиндр. После того, как металл или сплав затвердеет, форма останавливается, и готовое изделие из нее извлекается.
Производство отливок из чугуна
| 3.4 Центробежное литье |
Центробежное литьё — перспективный способ производства фасонных изделий с формой тел вращения преимущественно при крупносерийном их изготовлении. Этим способом литья получают водопроводные и канализационные трубы, заготовки гильз цилиндров двигателей внутреннего сгорания, облицовки судовых валов, корпуса сушильных цилиндров бумагоделательных машин, труба для энергетического машиностроения и другие изделия ответственного назначения.
Центробежное литьё по сравнению с литьём в разовые формы имеет следующие преимущества. Производительность труда при работе на центробежной машине увеличивается в несколько раз, отпадает потребность в площадях для формовки, смесях, связующих материалах для стержней, а также в оборудовании для сушки форм и стержней.
Процесс центробежного литья может быть полностью механизирован или автоматизирован, что уменьшает потери от брака и сокращает потребность в высококвалифицированной рабочей силе.
Центробежные отливки отличаются повышенными механическими свойствами литого металла. При этом значительные технико-экономические преимущества центробежного литья достигаются вследствие экономии металла, энергоносителей и продолжительности производственного цикла.
Однако, центробежное литьё имеет и недостатки: необходимы специальные машины; формы должны быть повышенной прочности и герметичности, необходимо строгое дозирование металла для получения нужного размера внутреннего отверстия отливки; усиливается ликвация компонентов сплавов по плотности. Сама отливка может иметь только форму тела вращения.
Особенность центробежного литья состоит в том, что металл заливают во вращающуюся форму, чаще всего металлическую. При заливке и кристаллизации металл испытывает действие центробежных сил.
Ось вращения формы может быть горизонтальной, вертикальной, наклонной или перемещающейся в пространстве в процессе получения отливки.
Металл, свободно заливаемый во вращающуюся вокруг горизонтальной оси форму, растекается по ней под действием кинетической энергии струи и вовлекается во вращательное движение за счёт сил трения металла о форму. Однако, такая скорость частиц металла при его вращении вокруг горизонтальной оси не может быть постоянной из-за пульсации результирующей силы в течение оборота формы, так как она складывается из постоянной по величине и направлению силы тяжести и постоянной по величине, но меняющейся по направлению центробежной силы. Это приводит к тому, что свободная поверхность металла, залитого в форму, смещается к низу от оси вращения (рис. 3.10).
– Гидростатические силы, действующие на металл при вращении формы относительно горизонтальной оси: 1-расплав; 2-форма; Fр – равнодействующая сил центробежной (Fц) и тяжести (Fg)
В длинных формах кинетической энергии струи заливаемого металла недостаточно для равномерного растекания его вдоль формы, поэтому ось вращения таких форм делают наклонной, либо перемещают заливочный желоб вдоль формы во время заливки расплава, либо передвигают форму вдоль неподвижного желоба. Частота вращения формы при центробежном литье — один из основных технологических параметров, определяющих качество отливки. От частоты вращения формы зависят плотность отливки, ее механическая прочность, однородность состава по радиальному сечению, степень удаления шлаковых включений от наружной поверхности отливки к внутренней и правильность формы свободной поверхности отливки.
Определение скорости вращения формы является одним из основных вопросов при разработке технологии литья и конструировании центробежных машин. Чрезмерное увеличение частоты вращения нежелательно из-за возможности образования в отливках продольных трещин на наружной поверхности и повышенной ликвации элементов сплава.
Кроме того, машины с большой частотой вращения конструктивно более сложны, менее удобны и менее безопасны в работе. Поэтому, при технологической разработке процесса и конструирования машин выбирают не наибольшую, а наименьшую частоту вращения, которая обеспечивала бы надлежащее качество отливок. Нижний предел частоты вращения при литье полых заготовок с горизонтальной осью вращения определяется следующим условием: заливаемый металл во время первого оборота вокруг оси должен получить ускорение, превышающее g. Невыполнение этого условия приводит к «дождеванию» металла при заливке в форму. Наиболее известным способом расчёта скорости вращения формы является расчёт по коэффициенту гравитации.
Коэффициентом гравитации центробежного литья называют число, которое показывает, во сколько раз центробежная сила, действующая на заливаемый металл, больше силы тяжести. При расчётах необходимо различать заливку в форму с горизонтальной и вертикальной осями вращения.
При расчёте скорости вращения формы с горизонтальной осью вращения по коэффициенту гравитации учитывают, что на частицы расплава действует центробежная сила и сила тяжести.
Коэффициент гравитации К зависит от вида формы и заливаемого сплава. Для песчаной формы с горизонтальной осью вращения принимают К=75, для металлической формы К=80, для сплавов с узким интервалом затвердевания К=90…100.
При вертикальной оси вращения свободно заливаемый в форму металл постепенно увлекается ею во вращательное движение. Через некоторое время угловые скорости вращения отдельных слоев металла и самой формы выравниваются, и жидкость приходит в состояние относительного покоя. Пульсации результирующей силы за период оборота формы в этом случае не происходит, так как направление центробежной силы при вращении относительно вертикальной оси не изменяется.
Температура нагрева изложницы перед заливкой металлом, футеровка изложницы и способ заливки металла в форму оказывают влияние на формирование центробежных отливок и их качество. Предварительный подогрев изложницы снижает тепловой удар при заливке металла, способствует лучшему распределению металла по диаметру и длине, повышению качества наружной поверхности отливок и снижению брака по отбелу при литье чугуна.
Огнеупорное покрытие уменьшает скорость и степень нагрева изложниц при заливке их металлом, а также снижает скорость охлаждения отливок, что предотвращает образование трещин при литье стали и отбела при литье чугуна.
Для форм наиболее распространены огнеупорные покрытия из сыпучих материалов (обычно из сухого кварцевого песка). Благодаря большой частоте вращения изложницы такое покрытие наносится ровным слоем на ее стенку, удерживается на ней и не размывается струей горячего металла. Но значительный пригар песка и формирование некачественной наружной поверхности отливок обусловливает необходимость разработки более технологичных огнеупорных покрытий.
Перспективно использовать в этих целях жидкие огнеупорные покрытия на основе диатомита, например, огнеупорную краску, содержащую, % (мас. доля): диатомита термообработанного 55-70; бентонита 1,0-2,5; коллоидального раствора золя кремниевой кислоты с содержанием 20% Si02 3,0-9,0; воды (до плотности краски 1200-1400 кг/м3) – остальное, так как это обеспечивает получение качественных однослойных и биметаллических отливок из чугуна и стали.
Скорость заливки металла влияет на качество наружной поверхности отливки и заполнения формы и зависит от критической скорости вращения формы. Подачу металла в начале заливки рекомендуется ускорить, чтобы металл быстрее распределился по всей поверхности формы. В этом случае неслитины и спаи на поверхности отливки не образуются. В дальнейшем скорость наращивания толщины слоя снижают в целях создания благоприятных условий для направленного затвердевания, уменьшения гидравлического давления на затвердевшую оболочку и вероятности развития ликвации и т.д. Регулирование скорости заливки удобнее выполнять при заливке металла через носок ковша и гораздо сложнее — через стопор или чашу с отверстием.
При разработке технологического процесса центробежного литья необходимо учитывать плотности первично выпадающих фаз в интервале кристаллизации и остающегося маточного раствора. В тех случаях, когда плотность первично выпадающей фазы меньше плотности жидкости, необходимо обеспечить минимальные скорость литья, температуру металла и формы для обеспечения направленной кристаллизации.
Водопроводные и канализационные трубы из серого чугуна являются одним из наиболее массовых видов продукции, изготовляемых центробежным литьем. Для труб характерны большая длина и сравнительно малая толщина стенки. Канализационные трубы изготовляют длиной 2 м и диаметром 50 -150 мм при толщине стенок 4-5 м; водопроводные трубы — длиной 2 — 5 м, диаметром 50-1000 мм и толщиной стенок 7,5 — 30 мм. Литые трубы не обрабатывают резанием. В технических условиях на их приемку регламентируют массу труб, их разностенность (продольная и радиальная). Для водопроводных труб, кроме того, обязательным является испытание на герметичность. Из механических свойств определяют твердость (по Брюнеллю) и так называемый модуль кольцевой прочности R.
Центробежное литьё напорных труб обеспечивает их плотную структуру и отсутствие разностенности. Этот способ литья максимально экономичен, поскольку для образования внутренней поверхности не используются стержни, а массовое производство продукции оправдывает применение дорогих машин и установок. Как правило, водопроводные и канализационные трубы получают в металлических, интенсивно охлаждаемых подвижных формах.
Недостатки процесса — значительная стоимость металлических форм при малой их стойкости, образования в отливках поверхностного отбела и больших внутренних напряжений, что заставляет подвергать трубы высокотемпературному отжигу, что удорожает стоимость продукции.
В табл. 3.2 приведены составы чугунов для центробежного литья труб; а в табл. 3.3 — характеристики напорных труб при различных способах производства (ГОСТ 9583-75), свидетельствующие о преимуществах центробежного литья по сравнению с другими методами.
Перспективным является применение для напорных труб чугуна с шаровидным графитом (высокопрочного). Повышенная прочность и пластичность этого чугуна, хорошая свариваемость открывают возможность экономить металл за счёт уменьшения толщины стенок труб и сохранения высокой коррозионной стойкости по сравнению со стальными трубопроводами.
– Составы чугунов для труб, отливаемых центробежным способом
– Характеристики чугунных напорных труб
| 3.4 Центробежное литье |
Центробежное литье с вертикальной осью вращения
Для того чтобы получить отливку на машинах, которые вращают форму вокруг оси, расположенной вертикально, заливка расплавленного металла или сплава производится сверху во вращающуюся форму через отверстие расположенное по оси вращения шпинделя.
В процессе вращения металл или сплав под влиянием центробежных сил стремится к боковым стенкам формы (изложницы). Вращение осуществляется до тех пор, пока форма затвердеет полностью. Как только это произойдет, форма останавливается, и из нее извлекается отливка.
Одной из характерных особенностей тех отливок, которые получаются на машинах с вертикальными осями вращения, является то, что толщина их стенок неравномерна по высоте: в нижней части они получаются более толстыми. Во многом именно поэтому таким способом обычно изготавливают отливки с небольшим габаритным значением по высоте: кольца, фланцы, короткие втулки.
Ценообразование на готовую продукцию
Цена литья из меди зависит от качества и сложности конечного заказа. Доля процента главного компонента сплава тоже влияет на конечную цену продукции. При производстве детали промышленного применения или элемента художественного рисунка по типовому эскизу, подразумевающему применение универсальных форм для отливки, то цена на изделие будет более низкой, чем форма, изготовленная по индивидуальному эскизу. Если необходима эксклюзивная плавка, то дополнительно оплачивается изготовление нового проекта и объёмной матрицы, которая придает жидкому металлу необходимую геометрическую конфигурацию.
Пришлите ваши чертежи или эскизы на
Либо звоните 8-800-250-88-72. Доставка по России и СНГ.
Преимущества и недостатки центробежного литья
С помощью центробежного литья получить отливку, имеющую геометрически правильную свободную поверхность, можно только в том случае, если частота вращения является строго определенной (она определяется таким показателем, как гравитационный коэффициент). Если частота вращения отливки оказывается недостаточной, то вследствие усадки, как при вертикальном, так и при горизонтальном положении оси неизбежно возникают искажения.
Таким образом, можно констатировать, что одним из преимуществ центробежного литья является то, что оно позволяет существенно улучшить показатель заполняемости формы расплавом, поскольку на него действует повышенное давление, возникающее под воздействием центробежных сил. Кроме того, в отливках образуется меньше раковин, пор, разнообразных включений, существенно возрастает их плотность.
Необходимо также отметить, что достоинством этого метода литья является также уменьшение расхода металла и повышение такого показателя, как выход годного, по причине отсутствия литниковой системы. Помимо этого, при центробежном литье деталей и заготовок, имеющих форму труб и втулок, не нужно нести затраты на технологические стержни.
Что касается недостатков, то они у центробежного литья тоже есть. К таковым относится трудность изготовления отливок из тех сплавов, что склонны к ликвации; неточность размеров полости отливок, имеющих свободные поверхности; повышенная загрязненность поверхностей отливок ликватами и неметаллическими включениями (из-за этого приходится существенно повышать припуски на их механическую обработку).
Только этого метода литья
Точность медного литья в целом охарактеризовует класс размерной точности, ее степень коробления, а также степень точности поверхности и класс точности веса.
Обязательному использованию надлежит класс точности размера и точность веса отливки. Применение других свойств точности отливки, при надобности и особых условий точности литых запчастей, зависящих от их применения и особенностей использования, регламентирует сфера документаций нормативно-технических.
На эскизах литья из меди (или эскизах элемента с указанными размерами отливки) необходимо указать базу измерения (базу разметки) и начальную базу доработки поверхности. Литье из меди применяется для производства запчастей для ремонта электрического оборудования и изготовления разнообразных изделий с электрическим сопротивлением 0,01724-0,018 Ом*мм/м у нас доступны все виды литья из черных и цветных металлов от 1кг.
Главные особенности конструкций из меди
Отличительная черта процедуры литья меди это необычайная пластичность, в связи с этим она имеет возможность максимально точно отобразить необходимую конфигурацию объёмной запчасти. Помимо того, на такой метод литья ценообразование достаточно недорогое, несмотря на то, что этот материал довольно востребован. Изделия из меди отличаются длительным эксплуатационным сроком без потерь на заводские эксплуатационные свойства и внешние данные. Плюс к этому, они не нуждаются в особых условиях хранения, нуждаются в простом обслуживании в обыденном или техническом применении.
Литье в оболочковые формы
Способ литья в оболочковых формах позволяет получить фасонные алюминиевые отливки из металлических сплавов путем их заполнения смесью из песчаных зерен (в основном кварцевых) и синтетического порошка (пульвер-бакелита и фенолоформальдегидной смолы).
Оболочковая форма получается засыпкой на нагретую до 300 °C металлическую модель и ее выдержкой до образования упрочненного тонкого слоя. После этого избыток смеси удаляется. Если используется плакированная смесь, то ее вдувают в зазор, образовавшийся между наружной контурной плитой и нагретой моделью.
И в первом, и во втором случае необходимо подождать упрочнения оболочки на модели в печи. Последующий этап – это скрепление полученных полуформ, их помещение в металлический корпус и заливка расплава. Таким способом осуществляется литье алюминиевых отливок весом до 25 кг. Плюсами данной методики является контроль над тепловым режимом охлаждения заготовок, возможность механизации процесса и повышения производительности.
Литье по газифицируемым моделям
Технология ЛГМ – наиболее выгодное решение в плане экономичности, экологичности и высокого качества полученных фасонных отливок. Данный метод все больше внедряется в мировом производстве, особенно популярен он в США и Китае. В начале изготавливается копия модели из пенопласта, которая помещается в песчаную форму. Таким образом изготавливаются отливки массой до 2 тонн и более, размерами от 40 до 1000 мм.
Этот метод активно применяется в двигателестроении для получения головок блоков цилиндров, отдельных блоков и прочих деталей. При этом для годного литья массой 100 кг расходуется несколько видов неметаллических материалов, предназначенных для формирования моделей-формочек:
- Противопригарное покрытие – до 25 кг;
- Кварцевый песок – 50кг;
- Пенополистирол – 6кг;
- Полиэтиленовая пленка – около 10 кв.м.
Формовка при этом состоит из засыпки модели песчаным составом, с возможностью его повторного использования в 95-97% случаях.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком. Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
Для” много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Полезная информация
Температура, при которой плавится медь 1080-1083°С. В пределах температуры 300-500°С, медь имеет свойство горячей ломкости. Жидкая медь растворяет газ, такой как кислород или водород, это делает процесс сварки довольно трудным. Вступая в реакцию с кислородом, медь окисляется (Си2О) и дает промежуточный с медью сплав Cu+Cu20, который размещается по краю зерен. В связи с тем, что температура плавления этого промежуточного сплава на 20°С ниже, чем температуры плавления чистой меди, то это способствует формированию горячих трещин во время кристаллизации по шву. При отвердении жидкой меди, в которой содержится закись, при наличии водорода образовываются маленькие трещины.
Данное явление называется «водородной болезнью меди» и происходит оно из-за объединения водорода и кислорода с закисью меди. Образовывается водяной пар, который при большой температуре, стремится к расширению и вызывает образование мелких трещин в металлическом шве. Трудоемкость медной сварки обусловлена и ее большой проводимостью тепла, в 6-7 раз больше проводимости тепла устали, и жидкой текучестью в горячем состоянии.
Литье в песчаные формы
Литье отливок в песчаные формы — самый распространенный и дешевый способ литья. Начальным этапом этого метода является изготовление литейной модели. Раньше делали ее из дерева, но в современном производстве изготавливают пластиковые формочки. Модель засыпается специальной смесью из песка и связующего, который уплотняется прессованием. Литье отливки осуществляется путем заливки расплава в образовавшиеся полости через специальные отверстия. После остывания, форму разбивают и вынимают ли в дальнейшем обязательно проходят переработку.
В современном производстве технология литья в песчаные формы осуществляется применением вакуумных форм, которые заполняются песком. Чтобы получить форму, используют металлическую опоку, которая состоит из двух бездонных коробов, которые засыпаются песком и утрамбовываются. На поверхности разъема снимается отпечаток будущей модели, соответствующей форме отливки. Соединяя две формы, осуществляется заливка расплава.
Источник статьи: http://armrinok.ru/splavy/centrobezhnoe-lite.html