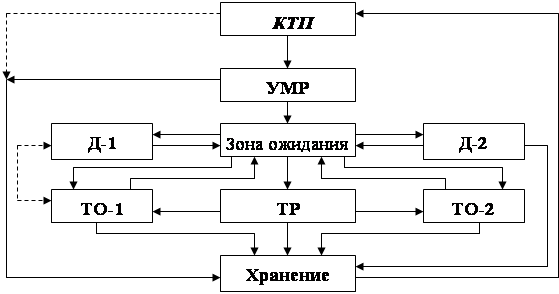
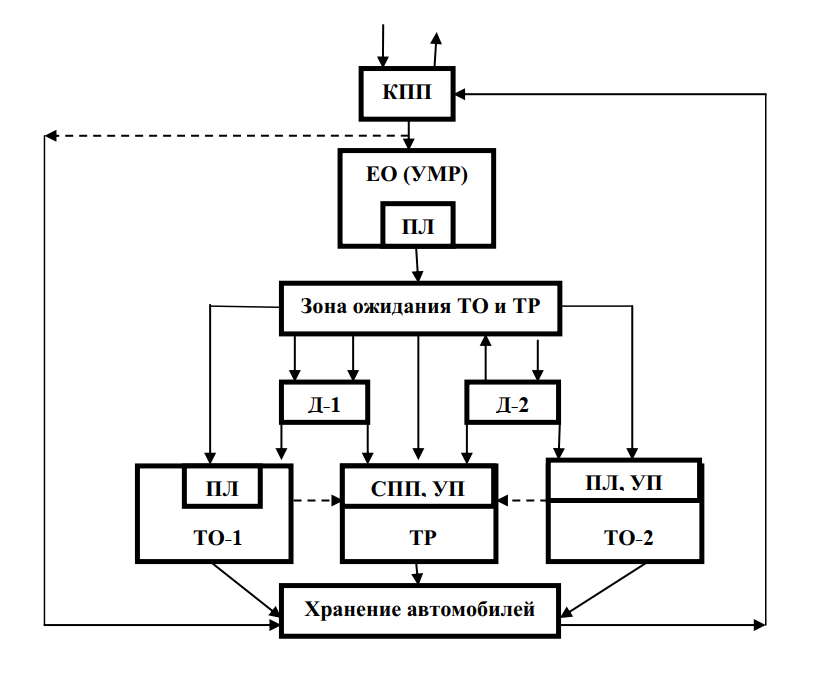
Схема технологического процесса технического обслуживания и текущего ремонта представлена на рис. 2.1.
Рис.2.1 Схема технологического процесса ТО и ТР на предприятии
Порядок прохождения технических обслуживаний №1 и №2, а также текущего ремонта приводится далее.
При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где проводится визуальный осмотр автомобиля и, при необходимости, делается в установленной форме заявка на ТР. Затем автомобиль подвергается ежедневному обслуживанию (ЕО) и, в зависимости от плана-графика профилактических работ, поступает на посты общей или поэлементной диагностики (Д-1 или Д-2), через зону ожидания технического обслуживания и текущего ремонта или в зону хранения.
После Д-1 автомобиль поступает в зону ТО-1, затем в зону хранения. Туда же направляются автомобили после Д-2. Если при Д-1 не удается обнаружить неисправность, то автомобиль направляется на Д-2 через зону ожидания. После устранения обнаруженной неисправности автомобиль поступает в зону ТО-1, а затем оттуда в зону хранения.
После оформления заявки на ТР автомобиль подвергается ЕО и направляется на диагностирование Д-2 для устранения объема предстоящего ТР, после чего направляется в зону ТР и затем в зону хранения.
2.10 Подбор технологического оборудования
Технологическое оборудование и оснастку, необходимую для выполнения работ на постах ТО и ТР, во вспомогательных отделениях, выбираем без расчетов, по технологической необходимости, так как они используются периодически.
Технологическое оборудование, необходимое для выполнения работ в зонах технического обслуживания и текущего ремонта, соответствует основным требованиям:
— обеспечение выполнения работ по техническому обслуживанию и текущему ремонту в полном объеме;
— обеспечение всех исполнителей рабочими местами и соответствующим объемом работ.
Число единиц, подъемно-транспортного оборудования определяется числом постов ТО и ТР, их специализацией по видам работ, а также предусмотренным уровнем механизации производственных процессов.
Количество производственного инвентаря (верстаков, стеллажей и т.п.), который используется в течение всей рабочей смены, определяем по числу работающих в наиболее загруженной смене.
Технологическое оборудование и оснастка на участках ТО и ТР представлена в таблице 2.31.
Таблица 2.31 — Технологическое оборудование и оснастка на участках ТО и ТР
Наименование
Тип или модель
Количество
Размеры в плане, мм
S, м
Источник статьи: http://www.kazedu.kz/referat/160282/17
Общая характеристика технологического процесса ТО и ТР подвижного состава
Техническое обслуживание и текущий ремонт автомобилей в АТП представляет собой достаточно сложный технологический процесс, состоящий из отдельных, последовательно выполняемых технических воздействий.
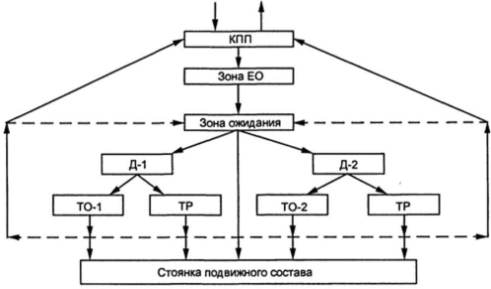
Схема организации технологического процесса технического обслуживания и ремонта автомобилей на автотранспортном предприятии приведена на рис. 6.1. Сплошными линиями показан основной путь следования автомобилей с момента их прибытия до выпуска на линию.
Рисунок 6.1 – Схема организации ТО и ТР автомобилей в АТП
Из схемы видно, что автомобили, поступающие на АТП, проходят первичный контроль на контрольно-техническом пункте (КТП) и направляются в зону ежедневного обслуживания (ЕО) или при отсутствии потребности в ЕО – в зону ожидания, на стоянку или на участок Д-1.
На участок Д-1 следуют автомобили, подлежащие дополнительному или выборочному контролю механизмов; в зону ожидания – подлежащие ТО-1, ТО-2 или заявочному ремонту; на стоянку – все остальные.
Автомобили, попавшие на участок Д-1, сортируются на исправные и неисправные (требующие ремонта). Исправные автомобили уходят на стоянку, а неисправные через зону ожидания – в ремонт. Остальные автомобили, находящиеся в зоне ожидания, перемещаются через Д-1 на ТО‑1, на участок Д-2 и при явной потребности – в ремонт, на участок ТР.
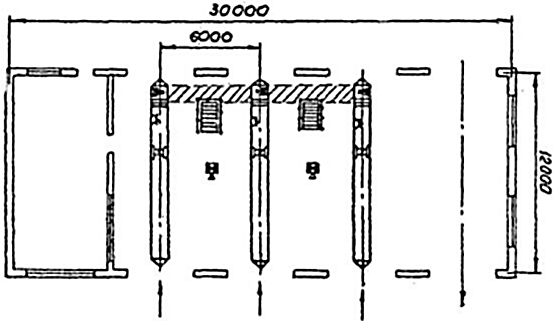
Контрольно-технический (рис. 6.2) пункт предназначен для контроля технического состояния автомобилей при выезде на линию и возврате с нее, проверки и оформления документации (путевой лист и др.). Он располагается у въездных ворот АТП. КТП должен иметь помещение для дежурного механика, посты для осмотра автомобилей, горизонтальную площадку, на которой при необходимости можно проверить исправность автомобиля на ходу, связь с диспетчером производства, приборы для проверки технического состояния рулевого управления и фар, деселерометр, газоанализатор (дымомер), линейку для проверки количества топлива и др. Продолжительность осмотра автомобиля составляет 2 – 4 мин.
Рисунок 6.2 – Схема контрольно-технического пункта
После осмотра автомобиля на КТП водитель получает путевой лист и выезжает на линию. Когда автомобили возвращаются в АТП, они снова подвергаются осмотру. При этом водитель сообщает механику о всех изменениях технического состояния автомобиля. Механик KТП в присутствии водителя устанавливает комплектность автомобиля, потребность в ТО или ТР, записывает показания спидометра и время возврата автомобиля. Одновременно с осмотром автомобиля оформляется принятая на АТП учетная документация. Осмотр автомобилей выполняется по определенному перечню работ, который составляется на АТП с учетом конструкции и условий эксплуатации автомобилей.
При неисправности выписываются листки учета, которые передаются диспетчеру производства и находятся у него до окончания ТО или ремонта соответствующего автомобиля.
Основным недостатком в организации работы КТП является неритмичность поступления автомобилей, что обуславливает иногда низкое качество контроля технического состояния автомобилей.
Одним из основных условий качественного выполнения ТО является своевременное его выполнение. Преждевременное выполнение обслуживания приводит к нерациональному расходованию труда, средств и материалов, а выполнение обслуживания через больший пробег по сравнению с принятой периодичностью приводит к тому, что обслуживание утрачивает свое профилактическое значение.
Известны несколько методов оперативного планирования ТО автомобилей: по календарному времени, по фактическому пробегу и др. При первом методе составляется график выполнения ТО на определенный период времени. В нем выделяют день выполнения ТО по каждому автомобилю исходя из принятой периодичности и среднесуточного пробега, который может значительно отличаться от планового. Указанный метод приемлем при условии стабильных пробегов и коэффициента использования автомобилей.
При втором методе на каждый автомобиль ведется лицевая карточка, в которую записывается ежедневный пробег и по нему назначается день фактического выполнения ТО. По лицевой карточке подсчитывают фактический пробег автомобиля от последнего ТО, и если его значение близко к установленному, то назначают ближайший день постановки автомобиля на очередное техническое обслуживание.
Недостатком его является сложность в планировании и организации ритмичной работы зоны ТО. В любом случае техник по учету сообщает в отдел эксплуатации, механику КТП, диспетчеру производства номера автомобилей, которые должны пройти на следующий день ТО-1 и через два дня – ТО-2.
Источник статьи: http://helpiks.org/7-70605.html
Технологический процесс автотранспортного предприятия — АТП
1. Основные понятия
Технические воздействия, направленные на поддержание исправного технического состояния (ТО) или на восстановление утраченной работоспособности подвижного состава (ТР), выполняются по определенным технологиям.
Технология ТОи ремонта автомобиля представляет собой способ и приемы изменения технического состояния автомобиля с целью обеспечения его работоспособности.
Технология, в свою очередь, может быть реализована через технологический процесс (ТП), который является частью общего производственного процесса ТО и ремонта автомобилей в автотранспортном предприятии (АТП) или на предприятии автосервиса, т.к. для этого необходима соответствующая производственно-техническая база ПТБ (помещения, технологическое оборудование), персонал, материально — техническое снабжение, организация и управление процессом.
Технологический процесс (ТП) — это определенная последовательность выполнения работ и операций над автомобилем (агрегатом) в соответствии с техническими условиями (ТУ).
Соотношение понятий «технология» и «ТП» реализуется через понятие «организация». При этом под «организацией» понимается координация действий для достижения поставленной цели. Применительно к ТП ТО (или ТР) автомобилей предметом координации является число фаз процесса, их специализация и взаимосвязь фаз.
ТП должен обеспечивать высокое качество работ при наименьших затратах труда, времени и средств. Он состоит из совокупности технологических операций, каждая из которых является его частью, и выполняется одним или несколькими исполнителями (рабочими).
Операциейназывается относительно законченный комплекс последовательных действий по обслуживанию агрегата (системы) автомобиля.
заменить масло в картере двигателя;
отрегулировать свободный ход педали сцепления.
Операции состоят из одного или нескольких переходов.
Переход —часть операции, характеризуемая неизменностью применяемого инструмента.
отвернуть сливную пробку;
замерить величину свободного хода педали сцепления.
Технологический процесс ТО, Д, ТР автомобилей выполняются в производственном корпусе предприятия на рабочих постах и рабочих местах соответствующих зон, участков или производственных цехов, оснащенных необходимым оборудованием.
Рабочий пост— территория помещения, предназначенная для установки автомобиля и выполнения работ ТО, Д или ТР и оснащенная оборудованием и инструментом. На рабочем посту может быть несколько рабочих мест.
Рабочее место— производственный участок рабочего поста, обслуживаемый одним исполнителем. В производственных цехах рабочие места имеют самостоятельное значение.
2. Производственный процесс АТП
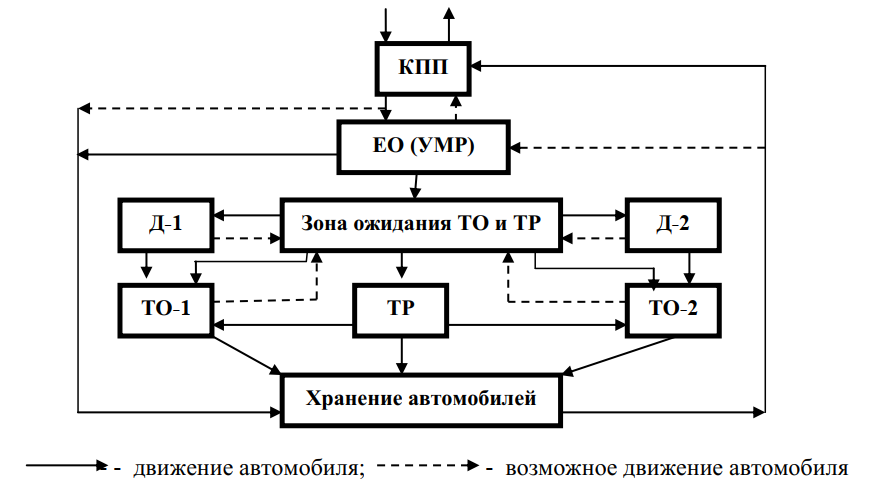
В комплексных АТП, где подвижной состав не только хранится, но проходит техническое обслуживание и текущий ремонт, производственный процесс обычно организован в соответствии с рисунком 1. Сплошными линиями показан основной путь следования автомобилей с момента их прибытия до выпуска на линию.
Рисунок 1 – Схема производственного процесса АТП
Включение процесса диагностирования в общую схему технологического процесса ТО в АТП обосновано тем, что диагностирование можно выполнить только при сопровождении его операций подготовительными работами и устранением неисправностей.
Автомобили, требующие по графику первого (ТО-1) или второго (ТО-2) технического обслуживания, направляют сначала на выполнение ЕО, т. е. уборочномоечных, обтирочных и дозаправочных работ. После выполнения ЕО автомобили направляют в зону ожидания, а затем в соответствующие производственные зоны предприятия (на посты диагностики и ТО), а после выполнения ТО — в зону стоянки.
Автомобили, проходящие через КПП и требующие в результате заявки водителя и осмотра контролера-механика текущего ремонта с соответствующей отметкой в листке учета, направляют на посты ЕО и далее через зону ожидания в зону ремонта для устранения неисправностей.
После устранения неисправностей с соответствующей отметкой, в листке учета автомобиль устанавливают на стоянку,
В зону ремонта автомобили могу также поступать из зоны технического обслуживания при обнаружении неисправностей, требующих текущего ремонта.
При неисправности, возникающей на линии, водитель вызывает автомобиль технической помощи, дежурный механик КПП выписывает листок учета на ремонт автомобиля на линии, который передает механику автомобиля технической помощи. После устранения неисправности заполненный механиком автомобиля технической помощи листок учета передается дежурному механику КПП.
Планирование ТО должно обеспечивать своевременное его выполнение через установленный для данного вида ТО пробег автомобиля. В АТП нашло широкое применение оперативное планирование по календарному времени и по фактическому пробегу.
При планировании по календарному времени составляют месячный (или двухмесячный) план поставки автомобилей на ТО. При этом для каждого автомобиля выделяют день выполнения соответствующего технического обслуживания.
При составлении графика технического обслуживания очередную постановку автомобиля на обслуживание определяют делением установленной периодичности обслуживания (ТО-1 или ТО-2) на среднесуточный пробег автомобиля.
Этот метод планирования целесообразно применять в том случае, когда ежедневные пробеги автомобилей относительно стабильны (автобусы), а коэффициент использования парка близок к единице.
При планировании ТО по фактическому пробегу на каждый автомобиль заводится лицевая карточка, в которую записывают ежедневный пробег и установленный пробег между очередными видами технического обслуживания и на этой основе устанавливают день фактической постановки автомобиля на техническое обслуживание.
По лицевой карточке подсчитывают фактический пробег автомобиля от последнего технического обслуживания, и если его значение близко к установленному, то назначают ближайший день постановки автомобиля на очередное техническое обслуживание.
Такой метод планирования обеспечивает постановку каждого автомобиля на ТО в соответствии с его фактическим пробегом, техническим состоянием и условиями эксплуатации и одновременно позволяет контролировать фактическое выполнение обслуживания. Прицепной состав направляют на соответствующее обслуживание одновременно с автомобилями-тягачами.
Для каждого предприятия целесообразна определенная схема производственного процесса, адекватная его специфике и мощности.
Мощность АТП характеризуется общим годовым пробегом автомобилей или числом постов ТР (определяется в технологическом расчете АТП ). В зависимости от мощности АТП могут быть рекомендованы четыре основных варианта производственного процесса.
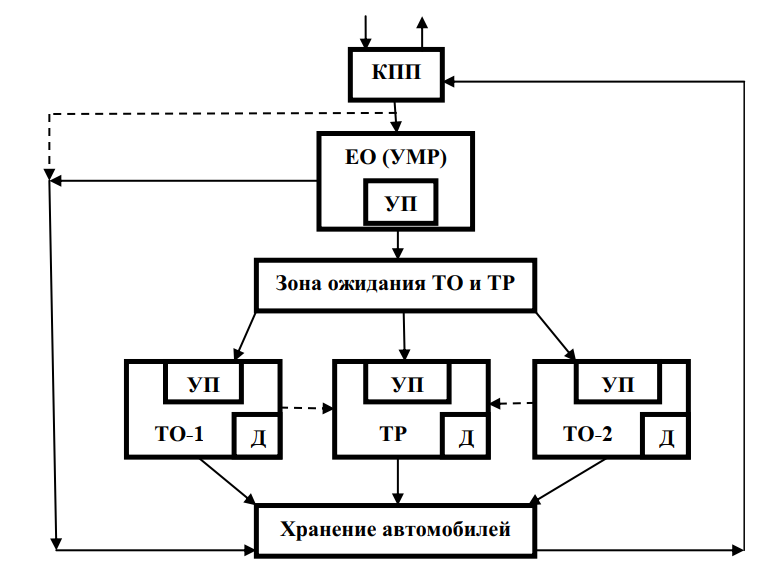
Вариант 1. АТП особо малой мощности (до 50 автомобилей). Рекомендуемая схема производственного процесса представлена на рисунке 2.
КПП — контрольно-пропускной пункт, УМР — уборочно-моечные работы, УП — универсальные посты, Д – диагностирование
Рисунок 2 — Схема производственного процесса особо малой мощности (до 50 автомобилей)
Рекомендуемая схема для таких АТП характеризуется следующим образом. Диагностирование (Д) не выделяется в отдельное техническое воздействие.
Контрольно-диагностические операции выполняются совместно с ТО и ТР автомобилей. При этом крупное диагностическое оборудование (стенды) не применяется. Диагностические операции осуществляются в процессе ТО или ТР с использованием недорогих малогабаритных переносных приборов и измерительного инструмента (компрессометр, телескопическая линейка для проверки схождения передних управляемых колес, щуп, люфтомер и т.п.).
Все виды ТО и ТР выполняются на универсальных постах, так как суточные (сменные) программы невелики (1 -5 обслуживания всех видов).
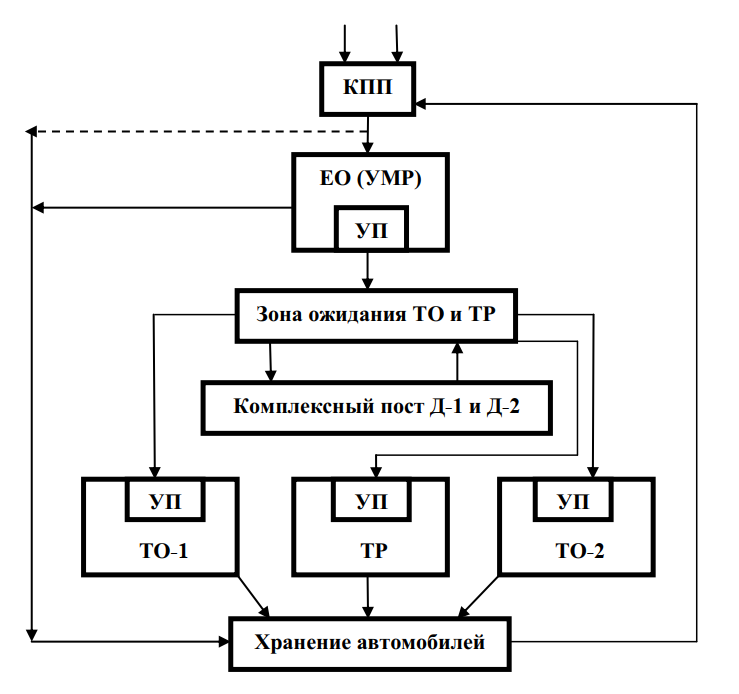
Вариант 2. АТП малой мощности (50-150 авт.). Рекомендуемая схема производственного процесса (рисунок 3) характеризуется тем, что диагностирование Д-1 и Д-2 автомобилей выполняются на одном комплексном посту. ЕО, ТО-1, ТО-2 и ТР автомобилей выполняются на универсальных постах.
Рисунок 3 — Схема производственного процесса АТП малой мощности (50-150 автомобилей)
Вариант 3. АТП средней мощности (150-350 автомобилей) Для таких предприятий целесообразно иметь отдельные посты Д-1 и Д-2 автомобилей, так как суточные производственные программы довольно значительные. ЕО и ТО-1 автомобилей могут выполняться на поточных линиях, а ТО-2 на универсальных постах. В зоне ТР автомобилей может быть введена частичная специализация постов. На рисунке 4 показана общая схема технологических процессов для АТП средней мощности.
Рисунок 4 — Схема производственного процесса АТП средней мощности (150-350 автомобилей)
Схема производственного процесса для АТП большой мощности внешне выглядит так же, как по варианту 3, но все технические воздействия выполняются на специализированных постах.
При отсутствии автоматизированных диагностических средств, с целью сокращения числа постов Д-1 и Д-2 рекомендуется увеличивать число смен работы зон диагностирования до 1,5 или 2; можно также увеличить число диагностов на постах с 2 человек до 3, выделяя «чистого» регулировщика.
Для увеличения пропускной способности зоны Д-1 может применяться 2 — постовая поточная линия диагностирования с четырьмя операторами — диагностами. На первом посту выполняются контрольно-диагностические и регулировочные работы по рулевому управлению и переднему мосту (стенд ходовых качеств), на втором посту — проверка и регулировка тормозной системы (тормозной стенд).
3. Нормирование трудоемкости операций технологического процесса
На каждую операцию ТП ТО и ТР должна быть установлена норма трудоемкости. Такая норма необходима для расчета числа исполнителей и оплаты их труда и для проектирования техпроцесса (равномерного распределения объемов
работ по исполнителям, составления оптимальной последовательности выполнения операций и др.).
Общая норма времени на выполнение операций складывается из оперативного, подготовительно-заключительного времени, времени обслуживания рабочего места и перерывов на отдых и личные надобности.
Оперативным называется время, затрачиваемое непосредственно на выполнение данной операции. Оно определяется одним из методов, рассмотренных ниже.
Остальная часть нормы времени устанавливается в виде надбавок в процентах к оперативному времени.
Таким образом, норма времени на операцию технического обслуживания, диагностики, текущего ремонта автомобиля в минутах или часах рассчитывается по формуле (1)
(1)
где То – оперативное время, мин (ч);
А, В, С – соответственно, доля времени на подготовительно-заключительные работы, обслуживание рабочего места, на отдых и личные надобности, %.
Трудоемкость операций в чел.-ч или чел.-мин находится по формуле (2)
(2)
где Р число рабочих, выполняющих операцию, чел.; Кп – коэффициент повторяемости операции, который характеризует частоту выполнения операции при ТО (Д, ТР).
Например, контрольно-диагностические операции выполняются без пропусков (в обязательном порядке при каждом обслуживании Кп=1). Регулировочные и крепежные операции могут иметь Кп Просмотров: 4 780
Источник статьи: http://extxe.com/16260/tehnologicheskij-process-avtotransportnogo-predprijatija-atp/




 (1)
(1) (2)
(2)