- Как покрасить кузов автомобиля: пошаговое руководство
- С чего начать
- Подготовка кузова автомобиля к покраске
- Основы малярного дела
- Схемы покраски машины
- Количество и качество слоев
- Еще раз о мелочах
- Коротко о технологии покраски кузова автомобиля
- Все варианты покраски автомобиля
- Встречают по одежке — отдельные моменты, связанные с покраской машин
- Как это делают в заводских условиях, в сервисах и гаражах
- Используемые технологии
- Пневматическая покраска
- Безвоздушное распыление
- Порошковая покраска
- Покраска машины в сервисе
- Локальная и точечная покраска
- Частичная или поэлементная покраска
- Покраска переходом
- Полное перекрашивание машины
- Варианты на любой вкус и кошелек
- Металлик и перламутр предлагают и автопроизводители
- Поиграем с хамелеоном
- Покроем машину матом
- Хром и золото — почти королевские решения
- Candy-эффект
- Что за зверь этот Plasti dip
- Солнечный свет вам в помощь
- Аэрография для автогурманов
- Меловая краска
- Кристалл маска
- А теперь настоящий эксклюзив
- Термохромная краска
- Гидрохромная краска
- Парамагнитная краска
- Способы покраски кузова автомобиля
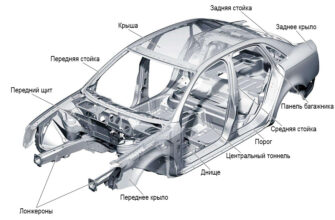
Как покрасить кузов автомобиля: пошаговое руководство
С чего начать

Шлифовальная машинка, наждачное полотно зернистостью с 600-800 единиц помогут подготовить кузов под нанесение первого слоя грунта. А готовить металл придется в любом случае: для прочной адгезии грунтовки и краски с поверхностью, она должна быть шероховатой, читай, с рисками. Чем крупнее неровности, тем крепче сцепление. Но перебор с зернистостью недопустим: слишком крупное зерно оставит глубокие царапины, которые ЛКП может и не скрыть. Мелкое зерно (мельче Р1200) не обеспечит достаточной адгезии.
Грунт, краска, лак положены по умолчанию. Другое дело, какого класса они должны быть? При поиске ответа на этот вопрос полезно углубится в теорию малярного дела:
- ЛКП типа «металлик». Состоит из грунта, «базы» (краски на нитрооснове) и лака.
- Акриловое ЛКП. Включает грунт и толстый слой акриловой краски. Последняя – не что иное, как акриловый лак, в котором разбавлен цветовой пигмент.
Стоит отметить, что покрытие типа «металлик» популярно в автомобильной среде за счет блесток, содержащихся в «базе». Покрытые лаком, они переливаются заметно эффектней.

Неотъемлемый атрибут подготовительных работ – шпатлевка. Как правило, материал наносится на металл, предварительно покрытый грунтом. Автомобильных грунтовок, к слову, насчитывают целых три вида:
- Эпоксидная – наносится под шпатлевку. Это травящий грунт, обеспечивающий антикоррозийную защиту за счет толстой жесткой пленки, формируемой на чистом металле.
- Кислотная – наносится на чистый металл и на шпатлевку. Кислотный грунт не такой твердый, как эпоксидный, а потому шпатлевать поверх него нельзя – разрушится пленка, и защитные свойства сойдут на нет.
- Акриловая – это вторичная грунтовка, предназначенная, главным образом, для выравнивания поверхности, заполнения пор и рисок, оставленных шпатлевкой и придания ЛКП должной толщины.

Важно уяснить, что комбинировать эпоксидный и кислотный грунт нецелесообразно. Более того, наносить эпоксидник на кислотник запрещено по определению. Что же касается акрилового грунта, то его таки рекомендуют использовать ввиду изоляции антикоррозийного покрытия от агрессивных растворителей, содержащихся в «базе» или акриловой краске.
Совет! Используйте малярные материалы одного производителя. Это поможет избежать многих проблем, связанных с несовместимостью разной продукции. Помните, что любой бюджетный продукт в разы лучше дорогостоящей альтернативы, пролежавшей на складе не один год. А примороженные лакокрасочные материалы наносят только вред.
На чем еще необходимо сконцентрировать внимание, так это на связке компрессор-краскопульт. Разумеется, нюансов здесь много, но прописные истины нарушать нельзя: краскопульт должен быть достойного качества, а его рабочее давление – меньше, чем номинальное у компрессора. Если вы новичок, то используйте универсальную дюзу и не меняйте настройки «пистолета» до конца малярных работ.
Подготовка кузова автомобиля к покраске
У истоков кузовных работ любого плана стоит мойка. Затем следует разборка транспортного средства. Не ленитесь разбирать автомобиль до винтика, ведь малярный скотч не везде одинаково полезен. Следующая задача – удалить следы дорожной смолы , а также пятна от различных масел и смазок.
После ликвидации органических отложений, ЛКП необходимо обезжирить. Не следует пользоваться традиционными растворителями типа «уайт-спирита». Они оставляют жировую пленку, а это неприемлемо. Обезжириватель должен быть из разряда автомобильных антисиликонов.
Особого внимания заслуживают участки, пораженные коррозией. Ее необходимо остановить. Способы качественного удаления ржавчины с кузова автомобиля мы приводили в предыдущей публикации. Если проигнорировать коррозию, то она даст о себе знать в первый же год эксплуатации нового ЛКП: появятся пузыри и вспучивания.

В завершение подготовительного этапа выполняется абразивное шлифование кузова. Цель – полностью снять существующее лакокрасочное покрытие. Несмотря на простоту операции, важно соблюдать ряд принципов:
- Шлифовальную машинку следует перемещать плавными круговыми движениями без сильного нажима.
- Снимать ЛКП необходимо поступательно. Сначала лак, затем «база» и напоследок – грунт.
- Работать лучше на сухую. При использовании воды грязь и абразив заходят в поры металла, а вымыть их оттуда – задача практически невыполнимая. Для удаления пыли из зоны обработки можно использовать пылесос.
Основы малярного дела
Схемы покраски машины
Перед началом процедуры нанесения ЛКП важно определиться со стратегией окрашивания. Это не только количество слоев и последовательность их нанесения. Это, в первую очередь, схема окрашивания автомобиля: что красить в первую очередь, наносить эмаль поэлементно или в сборе с кузовом, управится за один день или рассредоточить операцию на несколько суток.

Профессиональные маляры предпочитают окрашивать кузов в сборе и одномоментно. Это сложно, но плюсы такого подхода – налицо: одинаковая шагрень и оттенок на всех кузовных панелях. Данные факты бесспорно важны для любого цвета, но особо заметны на цветах типа «металлик» светлого оттенка.
Продвинутые «любители» используют похожую идею. В один день, но с перерывами окрашивают крышу, левый борт, правый борт, багажник и капот. Результат практически идентичен профессиональному подходу. Однако для новичка и маляра, испытывающего дефицит времени, подобная методика непосильна.

Неопытным автомобилистам, вооруженным «малярным» энтузиазмом, подойдет поэтапная окраска в четыре дня:
- День первый. Крыша + кузов с внутренними панелями.
- День второй. Все двери + передние крылья, разложенные по принципу левый борт/правый борт.
- День третий. Капот + багажник.
- День четвертый. Установить навесные детали на кузов и покрасить задние крылья.
Плюс поэтапного подхода – в качественной окраске скрытых поверхностей. Основная сложность – покрасить задние крылья в общий тон. Важное условие – использование одинаково разбавленной краски на всех этапах.
Количество и качество слоев
Не менее важно определиться с количеством наносимых слоев. Если с грунтом все предельно просто (первый слой – кислотный, второй – акриловый), то с краской есть определенные сложности. Сухая теория говорит о том, что для «акрила» рекомендовано не менее двух слоев, для металлика – не менее трех. Ничего противоречивого здесь нет, кроме одного «но»: насыщенность слоев должна быть различной.
Вся последующая информация касательно насыщенности покрытий актуальна только для диапазона +20…+25°C, температур, создающих идеальные условия для окрашивания. Итак, наверняка вы замечали, что первый слой наносится буквально как пыль. Сухой напыл исключает подтеки и в то же время надежно цепляется за вторичный грунт. В процентном соотношении – это 20%, при условии, что 100% — мокрый глянец.
Слой №2 ложится после классической паузы в 10 минут. Этого достаточно, чтобы краска немного схватилась. Покрытие №2 наносится с 80% насыщенностью. Базовый слой исключает образование подтеков поскольку растворитель из свежей партии размягчает уже подсохший первый слой, отчего суммарная комбинация получается вязкой. После промежуточной сушки в 10-15 минут следует третий проход (наносится мокрый слой (100%).

Не стоит пугаться отсутствия глянца после первого прохода – он появится после второго нанесения. Чего стоит бояться, так это пересушивания слоев. Нанесение краски поверх высохшей сводит на нет все подготовительную работу, а итоговое покрытие получится непрочным. Если уж нет возможности уложится в температурную вилку +20…+25°C, то скомпенсируйте недочет плотностью разбавителя.
К сведению . Время полной сушки при +20…+25°C составляет 24-36 часов.
Еще раз о мелочах
В малярном деле даже незначительная деталь способна повлиять на результат. Например, при правильных настройках системы неверно выбранное расстояние от сопла краскопульта до детали поставит крест на работе. Аккуратно стоит относиться и к таким вещам, как давление и скорость проводки. Толщину напыла удобней всего регулировать именно скоростью возвратно-поступательного движения пистолета. Для этого стоит попрактиковаться на ненужных деталях.

Коротко о технологии покраски кузова автомобиля
Итак, грунт, как связующее между краской и металлом с антикоррозионными свойствами, может быть нанесен двумя путями:
- Шпатлёвка используется. Борьба с коррозией – эпоксидный грунт – шпатлёвка – эпоксидная грунтовка – акриловый грунт.
- Шпатлёвка не используется. Устранение коррозии – кислотный грунт – акриловая грунтовка.
Важно понимать, что акриловый грунт нельзя наносить сразу поверх кислотного. Кислотник должен полностью прореагировать с металлом и только после этого закрывается акрилом. Обычно пауза составляет не менее двадцати минут.
Что же касается толщины слоя, то для кислотного грунта она составляет 10-15 мкм. Это тонкий одинарный слой, сквозь который слегка просвечивается зона ремонта. Выход за пределы рекомендуемого диапазона допускать нельзя: чем толще слой первичной грунтовки, тем ниже адгезионная прочность, читай, повышается риск скалывания краски.
Отдельного внимания заслуживает продолжительность окончательной сушки грунта под последующее шлифование. Цифры напрямую зависят от окружающей среды:
- Естественная сушка: 3-12 часов.
- При температуре +60°C: 20-30 минут.
- ИК-сушка: 15-20 минут.
К сведению . Для естественной сушки применяется специальный грунт, не вступающий в реакцию с кислородом и атмосферной влагой.

Шлифование грунтованного слоя желательно выполнять «на сухую». Черновой проход выполняется вручную шлифовальной бумагой Р320. Окончательные проходы рекомендовано проделывать при помощи шлифмашинки, последовательно меняя круги:
- Р320-Р400 (для акрила).
- Р400-Р500 (для «металлика»).
Отшлифованный грунт вновь обезжиривается, после чего ремонтируемая деталь отделяется от основной массы малярным скотчем. Завершающим штрихом перед покраской является удаление пыли. Для этого стоит обдуть деталь и примыкающие участки сжатым воздухом и пройтись пылесборной липкой салфеткой по окрашиваемым деталям.
Перед окрашиванием краску необходимо разбавить, для чего следует использовать мерную посуду. Процесс покраски кузова начинается с правильного позиционирования краскопульта:
- Ось сопла строго перпендикулярна окрашиваемой детали.
- Краскопульт отстоит от поверхности на 20-25 см (расстояние актуально для любительских моделей).
- Траектория поступательного перемещения краскопульта строго параллельна поверхности детали.
- Скорость перемещения: 40-50 см в секунду.
- Траектория окраски – зигзаг: слева направо, опускаемся, справа налево и далее цикл повторяется.
- Последующий след должен перекрываться с предыдущим примерно на 2/3.
Толщина ЛКП должна быть в пределах 100-150 мкм. Из них 50-70 мкм приходится на эмаль. Технологию нанесения краски мы излагали выше. Остается лишь отметить, что поверх краски типа «металлик» через 20-25 минут следует нанести два слоя лака с промежуточной сушкой 10-15 минут.
Источник статьи: http://autostadt.su/kak-pokrasit-kuzov-avtomobilya/
Все варианты покраски автомобиля
Сразу отметим, мы занимаемся кузовным ремонтом и если вам нужна помощь, к примеру, вы хотите что-то уточнить, тогда задавайте вопросы в комментариях — мастер-маляр постарается дать вам квалифицированный ответ. Также будем признательны за указание дополнительных вариантов покраски автомобилей в комментариях (расширим статью) для большей полезности.
Встречают по одежке — отдельные моменты, связанные с покраской машин
Первые шесть «Копеек», сошедшие с конвейера Волжского автозавода в 7 часов утра 19.04.1970, имели целых два цвета — синий и красный. А сколько вариантов перебираете вы сейчас при покупке машины? И ведь речь идет о стандартных заводских вариантах покраски. А посмотрите на тюнингованные авто? Просто шик, блеск, лоск и красота. Правда, разобраться в существующих вариантах уже сложно, в определении типов ЛКП путаются даже отдельные мастера. Что уж говорить о любителе, решившем освежить или кардинально изменить внешний вид машины. Без базовых знаний трудно найти нормальный сервис, запросто впихнут за эксклюзив банальную стандартную краску с того же АвтоВАЗа.

Поэтому давайте разбираться в способах и видах покраски вместе. А поможет в этом информация, предоставленная мастерами кузовного ремонта сервиса «AVTOkapitan», работающим по всем вариантам покраски.
Как это делают в заводских условиях, в сервисах и гаражах
То время, когда на заводе вокруг машины бегали несколько маляров, правда, уже не с кисточками, а с краскопультами, кануло в лету. И на российских предприятиях функционируют роботизированные покрасочные линии. Нет, конечно совсем без людей не обойтись, но основные процессы возложены на автоматическое оборудование. Влияние человеческого фактора сведено к минимуму. При этом упор делается на создание оптимальных условий для нанесения и сушки лакокрасочных покрытий. Ни соринки, ни пылинки, постоянно поддерживаемая температура и влажность.









Ни один сервис покупку подобных линий себе позволить не сможет — дорого, а объемы работ не те. Поэтому тут все проще, но на высоком уровне. Покраску выполняют в специальных камерах, оснащенных системами вентиляции и фильтрации поступающего воздуха. Покрасочные технологии применяются те же что и на заводе, но комплектация оборудования зависит только от возможностей сервиса. Полную стерильность камеры обеспечить, конечно, сложно, но создать приемлемые условия для нанесения ЛКП получается. Отметим, что подготовку (шпатлевку, зачистку) выполняют в другой зоне. Поэтому скопления большого объема пыли в покрасочной камере невозможно в принципе.




Частный практикующий автомаляр не может позволить себе выделить порядка 20 тысяч долларов на приобретение камеры. Поэтому в лучшем случае красят машину в отдельном гараже. А обычно обеспыливают помещение, в котором готовили кузов к покраске, и закрывают часть помещения пленкой. Поэтому говорить о стерильности такой зоны сложно. Стоит еще учитывать, что частные мастера в основном применяют пневматическое покрасочное оборудование, которое способствует разлету оставшейся пыли по помещению в процессе работы.


И в результате получаем такую картину. Если в заводских условиях на окрашиваемый кузов оседает условно 1 часть пыли, то в условиях сервиса на свежую краску попадет уже 5 таких частей, а в гараже уже порядка 50 подобных пылинок. Именно этот фактор и отличает качество покраски в различных условиях. И это при условном равенстве качества подготовки. Вывод, кому стоит доверить перекраску авто при ремонте или тюнинге, делайте сами.
Используемые технологии
Для получения качественного многослойного покрытия, которое обеспечит защиту кузова от коррозии и презентабельный внешний вид, используют различные по составу эмали и лаки. Целлюлозные, нитроцеллюлозные (глифталевые), акриловые, алкидные, даже порошковые краски — все они нашли применение в автомалярном деле. У каждой есть свои плюсы и минусы, но мы не об этом, а об используемых технологиях.
Давайте сразу забудем такое красивое понятие, как «roller paint car». Тем более что это банальная покраска валиком, широко рекламируемая отдельными народными умельцами. Любителям поколхозить Гугл, а лучше Яндекс в помощь. А мы примем за аксиому — качественное ЛКП получают только распылением краски по поверхности кузова машины. Причем в работе используют различные технологии.
Пневматическая покраска
Наиболее распространенный метод, в котором перенос краски осуществляется за счет струи сжатого воздуха. Из бачка эмаль поступает в воздушный поток самотеком или за счет эжекции. При прохождении через сопло пистолета образуется мелкодисперсная смесь краски и воздуха с образованием довольно мягкого факела. Оборудование этого класса первым стало применяться и для ручной, и для автоматизированной покраски. К плюсам пневматической покраски отнесем:

- Покрытие наносится тонким и ровным слоем, при этом широкий диапазон настроек позволяет регулировать толщину уложенной на кузов краски в значительных пределах.
- Используется для работы с разными лакокрасочными материалами, причем сложность конфигурации поверхности не имеет значения.
- Доступная стоимость комплекта оборудования (без учета компрессора).
- Высокая скорость покраски.
Но существуют и минусы, связанный с применением сжатого воздуха. И не один:
- Мощный воздушный поток способствует поднятию пыли в окрасочной зоне, что влияет на качество ЛКП.
- Мелкодисперсная смесь не вся достигает окрашиваемой поверхности. Для большинства пневматических пистолетов коэффициент переноса краски не превышает 50%. То есть, половина дорогостоящего материала превращается в облако красочного тумана, который оседает везде, но не машине.
- Необходима тщательная настойка параметров работы пистолета. При увеличенном факеле краски на металле образуются потеки, при недостаточной величине возрастает число необходимых проходов для закрашивания.
- Возможность раздувания уже уложенной, но незастывшей краски воздушным потоком.
В некоторой степени эти недостатки ликвидированы в улучшенных по конструкции моделях краскопультов класса HVLP и LVLP, отличающихся пониженным давлением на выходе из сопла. Но даже они не убирают красочный туман.
Безвоздушное распыление
Более совершенная технология, позволившая отказаться от применения сжатого воздуха. Но сразу отметим — качество распыления краски зависит от особенностей и стоимости выбранного комплекта оборудования. Приобретая откровенно дешевые модели не рассчитывайте на дополнительные плюсы по сравнению с пневматическими краскопультами.
 Пневматическое оборудование для покраски
Пневматическое оборудование для покраски
Принцип действия основан на повышении давления самой краски, поэтому для ее переноса на окрашиваемую поверхность энергия сжатого воздуха не требуется. Поршневой насос высокого давления (в профессиональном оборудовании до 250 атмосфер) подает краску через сопло специальной конструкции. За счет резкого снижения давления на выходе и происходит диспергирование потока материала. Проходя через окружающий воздух, факел теряет скорость распространения, что и обеспечивает мягкую укладку лакокрасочного покрытия на обрабатываемую поверхность.
Такая технология отличается следующими преимуществами:
- Можно использовать краску с высоким показателем вязкости.
- Коэффициент переноса материала превышает показатель 60–80%, благодаря чему интенсивность образования красочного тумана существенно снижается. Потери по сравнению с пневматическим оборудованием сокращаются на 20–30%.
- Размер капель краски при безвоздушном распылении увеличен. За счет этого возросла толщина наносимого покрытия, что уменьшает число необходимых проходов для закрашивания поверхности и повышает производительность оборудования.
- Факел из лакокрасочных материалов имеет четкие границы, поэтому процесс окрашивания контролируется с высокой точностью.
- Отказ от сжатого воздуха предотвращает поднятие пыли и раздувание уже нанесенной, но незастывшей краски.
Эти плюсы и обеспечивают расширение сферы применения оборудования для безвоздушной покраски. Большинство заводских линий оснащены именно такими комплексами, да и в сервисах ручное оборудование этого класса встречается все чаще.
Порошковая покраска
Технология позволяет получить устойчивые к механическим повреждениям и атмосферным воздействиям покрытия. Полная покраска кузова машины встречается редко, а вот диски, металлические обвесы, пороги покрывают полимерными порошковыми составами все чаще. Преимущества такого способа нанесения защитно-декоративных покрытий в следующем:
 Пистолет для порошковой покраски
Пистолет для порошковой покраски
- ЛКП порошкового типа отличается повышенной устойчивостью к механическим повреждениям.
- Покрытие не меняет цвет под воздействием ультрафиолета и атмосферных воздействий.
- При грамотной организации производства потери материала не превышают 1–5%, то есть коэффициент переноса краски достигает 95–99%.
- Полное закрашивание достигается за один проход.
Сама технология основана на надежной фиксации намагниченного порошка на обрабатываемых поверхностях. Положительно заряженный материал распыляется на заземленный кузовной элемент. Краска при этом ложится равномерным слоем. Для запуска полимеризации необходимо термическое воздействие на покрытие. Для этого обработанная деталь помещается в печь при температуре 150–2000 градусов и выдерживается в течение 10–20 минут. В результате гранулы порошка спекаются в однородную пленку, которая служит надежной защитой металла.
К недостаткам технологии отнесем невозможность колеровки порошка. Выбор ограничивается только подготовленными производителем составами. Но ради справедливости отметим, что количество вариантов постоянно растет, сейчас подобным способом наносят даже металлик.
Покраска машины в сервисе
Конечно, даже продвинутый автоцентр не обладает возможностями автозавода, да и необходимости в этом нет — не те объемы. Причем отставание выражается исключительно в количественном значении. В сервисе не смогут одновременно красить десяток машин. А вот по качественным показателям такой разницы уже нет. Современное оборудование, применение профессиональных разноплановых лакокрасочных материалов, соблюдение технологических требований — у серьезных организаций по этим направлениям все в порядке. Поэтому в сервисе, специализированном на кузовном ремонте и автомалярке, выполняют полный спектр работ — от точечного восстановления ЛКП до полной перекраски кузова.
Вид ремонта или восстановления (изменения) лакокрасочного покрытия зависит от степени повреждений и цели, которую вы перед собой поставите. В сервис чаще всего обращаются при повреждениях ЛКП в результате аварий или воздействия коррозии. Кроме того, часть заказов связана с изменением внешнего вида машины при тюнинге. Выделим следующие виды работ, касающихся покраски автомобиля.
 Виды повреждений
Виды повреждений
Локальная и точечная покраска
При незначительных повреждениях отдельных кузовных элементов (до 40–50% площади поверхности) поможет именно такой вид ремонта. Перекрашивать полностью деталь не нужно, а это экономит и материалы, и время. Следовательно, восстановление лакокрасочного покрытия обойдется дешевле. Поэтому каждый владелец машины и интересуется в первую очередь возможностью обойтись «малой кровью». Но такой вариант подойдет только в следующих случаях:
- Царапины и потертости.
- Сколы и вмятины.
- Единичные повреждения коррозией и едкими веществами.
Отметим, что в случаях, когда повреждение подходит близко к стыку с другими кузовными элементами, красить придется с переходом. Но об этой технологии поговорим позже.
Сложность локальной или точечной покраски заключается в подборе соответствующего цвета, особенно если речь идет о многослойных покрытиях типа металлик или перламутр. Даже компьютерная программа подбора дает сбои из-за дополнительных компонентов краски (алюминиевая пыль или слюда).
Рассчитывать на номер лакокрасочного покрытия также не стоит, ведь оставшаяся краска под воздействием света выгорает и отличается от нового однотипного покрытия по тону.

Справится с подбором цвета даже при наличии оборудования только опытный маляр, поэтому зачастую владелец слышит предложения по полной перекраске детали, что обойдется уже дороже.
Частичная или поэлементная покраска
Более затратный, но все-таки доступный по стоимости вариант восстановления ЛКП, предполагает полную перекраску единичных или нескольких кузовных деталей. Применяется в следующих случаях:
- Для небольших по размеру элементов, площадь которых делает нецелесообразной точечную или локальную покраску.
- При повреждении боле 40–50% поверхности детали.
- При нарушении лакокрасочного покрытия на нескольких соседних кузовных элементах, например, когда пострадал один бок машины.
- При установке новых дверей, бамперов, крыльев и других деталей.
Несмотря на увеличенный объем работ, красить в этом случае легче. Дело в том, что несоответствие тона убирается применением стандартного перехода на соседние элементы. Рекомендуется не отказываться от такого варианта, расходы увеличиваются незначительно, а стойкость и долговечность ЛКП повышается. По статистике 60% автомалярки приходится на такой тип покраски.
Покраска переходом
Эта технология потребуется практически для всех случаев локальной или частичной покраски кузова машины. Даже при тщательном подборе тона материалов граница вновь покрашенного участка будет отличаться. В одних случаях это не бросается в глаза, в других появляется четкий ореол. Чтобы избежать такого дефекта и применяется переход или размывка (растушевание) поверхностных слоев покрытия.
В зависимости от типа материала применяют несколько техник сглаживания отличий тона краски:
- Акриловые и похожие по составу материалы более просты в работе. После нанесения слоя ЛКП граница стыка со старым покрытием обрабатывается специальным растворителем и растушевывается до получения одинакового оттенка.
- При работе с металликом прежде всего необходима дополнительная подготовка поверхности. Делают ее при помощи биндера, формирующего правильно основание под основную краску. По биндеру частицы состава лягут равномерно, что позволит избежать резкого разграничения границ. После покраски поверхность обрабатывается специальным растворителем по стандартной схеме.
Но одного перехода по краске недостаточно, потребуется работа и со слоем лака. В самом простом случае лакируют всю поверхность отремонтированной детали. Но такой вариант не даст 100% гарантии. Поэтому стоит сделать переход и по лаку. Технология стандартна, только используют специальный состав для лакового слоя. Если восстанавливаемый участок находится около стыка с другим элементом, переход делают с захватом соседних деталей.
Полное перекрашивание машины
Кардинальное решение, которое используется при глобальном кузовном ремонте, обновлении пострадавшего от времени покрытия, смене цвета, тюнинга. Плюс такого варианта — не придется заморачиваться с подбором краски, организацией переходов. Минус — значительный объем работ и соответственно возрастающая стоимость. Но в этом случае вы получаете и более надежную защиту корпуса от коррозии, чем в случае локальной покраски.
Обращаем внимание на условия, в которых выполняют полную перекраску. Если квалификация мастера позволяет, то частичную покраску делают и в гаражных условиях. А вот с глобальным обновлением не стоит так рисковать. Хотите получить равномерное покрытие без потеков и вкраплений пыли — красьте в камере.
Полная перекраска — многоэтапный процесс, и от каждого из них зависит долговечность покрытия и внешний вид машины. Очистка и обезжиривание, шпатлевание и шлифование, грунтование, краска и лак. И после этого нельзя забывать о поддержании требуемого для сушки температурного режима. В этих целях целесообразно использовать инфракрасное оборудование, обеспечивающее благоприятные условия для образования устойчивого к повреждениям покрытия.
Варианты на любой вкус и кошелек
А теперь давайте поговорим об эксклюзивных вариантах покраски, которые редко используются автопроизводителями, по крайней мере, отечественными. Для нанесения таких покрытий используют стандартные технологии, правда, с некоторыми отличиями. Но основной эффект достигается за счет свойств самих применяемых материалов.
Нужен яркий запоминающийся автомобиль без изменения конструкции? Воспользуйтесь перекраской, концепцию которой разработают с учетом ваших вкусов и пожеланий. Обращаем внимание. Качество покрытия будет зависеть от тщательности предварительной подготовки. Но не будем заострять на этом внимание, ведь вы доверите работы мастерам сервиса, знающим в этом деле толк. Остановимся на особенностях самих материалов и технологий покраски.
Металлик и перламутр предлагают и автопроизводители
В общем перечне — уже стандартное решение, применяемое и в массовом производстве. Требуемый эффект достигают добавлением в основной состав соответствующих наполнителей. Свет, попадая на частички включений и отражаясь от них, начинает играть, что и создает свойственный выбранному типу краски эффект. Следует сказать, что несмотря на похожесть составов, эти краски и сама технология нанесения ЛКП отличаются. Вот в чем заключается разница:
 Металлик
Металлик
Классический металлик — двухслойное лакокрасочное покрытие, имитирующее внешний вид чистого металла. Эффект достигается за счет добавления в состав частиц алюминия и цинка, меди и латуни, бронзы. В зависимости от наполнителя покрытие будет напоминать соответствующий металл. На подготовленную поверхность наносят слой основной краски и покрывают ее соответствующим прозрачным лаком. Цветовое решение зависит от применяемых пигментов.
 Перламутр
Перламутр
Классический перламутр — покрытие, игра которого напоминает вид внутреннего покрытия раковин морских моллюсков. Потрясающая игра света обеспечена введением в основную краску частиц слюды или мусковита. Перламутр представляет собой трехслойное покрытие — соответствующая по цвету база, основная краска, слой лака.
Оба способа покраски обеспечивают прочность ЛКП и устойчивость к воздействию ультрафиолета. По эксплуатационным характеристикам и металлик, и перламутр превосходят стандартные акриловые лакокрасочные материалы.
Поиграем с хамелеоном
Покрытие хамелеон относят к одному из видов металлика за счет схожего принципа действия микрочастиц, вводимых в основную краску. Но это не совсем правильно. Да, технология предполагает применение тех же металлов, обеспечивающих игру света. Но каждое зерно имеет 5-слойную структуру — металл, 2 прозрачных и два полупрозрачных слоя. За счет этого каждая частица меняет цвет в зависимости от угла падения солнечного света. В итоге машина начинает переливаться всеми цветами радуги. Получить такой эффект при стандартном металлике или перламутре невозможно.
Технология предполагает нанесение 3 рабочих слоев:
- Грунт-тонер — базовый слой, перекрывающий стандартную грунтовку, которая использовалась при подготовке машины к покраске. Именно тонер определяет основной цвет вашего хамелеона. Чаще используют белый или черный цвет, но эксперименты дают оригинальную расцветку с нестандартным результатом.
- Основной пигментирующий слой наносят практически по мокрому тонеру, через 5–7 минут после нанесения. Меняя толщину краски и равномерность нанесения, получают визуальные эффекты с различной интенсивностью.
- Завершающий этап — покрытие высококачественным лаком. Именно от его качества будет зависеть долговечность и надежность «хамелеона», поэтому экономить на этом материале не стоит.
Покраска хамелеон — трудоемкий процесс, требующий предельного мастерства исполнителя. Не надейтесь получить результат в гаражных условиях. Кроме того, стоимость материала довольно высока, поэтому лучше не рисковать, а красить в условиях сервиса.
Покроем машину матом
Вариант, приобретающий все большую популярность. Матированные машины смотрятся непривычно, свежо, выделяется в потоке машин. Противники такого способа покраски утверждают, что поверхность требует сложного ухода, плохо подходит к российским климатическим условиям. Но это не соответствует действительности, тем более что производители выводят на рынок сорта матовой краски и лаков с повышенной устойчивостью.



Решить задачу можно двумя основными способами:
- Покрыть существующее ЛКП матовым прозрачным лаком. Такой вариант приемлем только при идеальном состоянии имеющегося лакокрасочного покрытия. Если имеются какие-либо проблемы, машину придется перекрашивать полностью или частично. Поэтому для этого случая более выгодным будет другое решение.
- Применение матовой краски или специальных матирующих добавок в стандартные материалы. Для разных видов краски используются соответствующие составы. Поэтому главная задача — не перепутать. Особых нюансов технология покраски не имеет. Единственное что отметим — поверхность не нуждается в полировке.
Нужен собственный бэт-мобиль? Покройте машину матовым лаком или краской. Кстати, необязательно черного цвета, сейчас можно выбрать разные варианты.
Хром и золото — почти королевские решения
Такие машины еще называют зеркальными. В бюджетных вариантах такой эффект достигают при помощи пленки, но мы поговорим именно о покраске. По своим характеристикам такое покрытие близко к металлику, но обладает большей отражающей способностью. На солнце подобное ЛКП блестит как натуральный хром или золото (эффект зависит от выбора краски). Получает оно такие свойства за счет введения в основной состав микрочастиц алюминия. Но основная хитрость кроется в технологии формирования многослойного покрытия следующим способом:
- Идеальным для нанесения хрома или золота считается черная основа. Этот вариант обеспечивает отличный контраст с частицами алюминия, входящего в краску.
- Базовый состав наносится традиционным напылением. Играя с толщиной слоя, добиваются различной степени отражения солнечных лучей.
- В качестве следующего слоя выступает полупрозрачный лак.
- Финишный слой — прозрачный лак.










Именно такая очередность слоев и обеспечивает королевский блеск машины. Кстати, эффектно смотрится не только полная покраска кузова, но и покрытие отдельных элементов машины.
Candy-эффект
Обращали внимание на яркие конфеты-леденцы? Хотите, чтобы ваша машина тоже стала похожа на конфетку? Тогда обратите внимание на Candy краски, ведь именно так и переводится название. Главные преимущества покраски машины такими составами:




















- Получаете необычно яркую расцветку, отличающуюся прозрачностью и насыщенностью.
- Плавный переход между тонами и полутонами.
- Возможность получения подвижного пластичного рисунка.
Все эти свойства обеспечены применением особых пигментов с повышенной интенсивностью. Производители предлагают три основных варианта лакокрасочных покрытий типа Candy, а именно:
- Абсолютно прозрачный цветной лак.
- Краски, полностью готовые к нанесению на кузов автомобиля.
- Концентрированный пигмент, который можно разводить в различных видах краски и лаков.
Технология применение Candy-красок имеет следующие особенности:
- В качестве подложки стоит использовать покрытия светлых оттенков. Лучший результат получают при окрашивании поверхностей, которые уже имеют оформление в виде серебряного или золотого металлика и перламутра.
- При нанесении основной краски применяют технику лиссирования (размывание цвета). Практикуется многослойная покраска, при этом, чтобы получить требуемый эффект, придется наносить 6–8 слоев. Интенсивность цвета меняют от максимально темного, до наиболее светлого оттенка выбранного колера.
- В качестве финишного покрытия применяют соответствующий цвету прозрачный лак.
Обращаем внимание. Краски Candy сложны в работе. Без определенных малярных навыков получить требуемый эффект практически нереально. Поэтому доверьте покраску специалисту.
Что за зверь этот Plasti dip
Это решение еще непривычно для автолюбителей, но уже доказало свою эффективность. По сути, это покрытие из жидкой резины. Но не обычной, а специальной с различными эксплуатационными свойствами. Покрытие формирует на обрабатываемой поверхности устойчивую к механическим повреждениям резиновую пленку. Причем этот материал вы сможете без проблем удалить, восстановив при этом изначальный внешний вид машины.













Различают прозрачный, глянцевый и матовый Plasti dip, позволяющий получить поверхность с любой желаемой фактурой. Тон цвета формируется соединением основных колеров (всего 6 основных), поэтому количество вариантов практически неограниченно. Дополнительный плюс — при помощи пластидипа получают и покрытия класса металлик, перламутр, хамелеон. Достаточно ввести в состав соответствующий пигмент.
Технология покраски Plasti dip следующая:
- В качестве базы используют черный или темно-серый материал. Чтобы обеспечить требуемую прочность наносят порядка 10 слоев.
- Основная часть покрытия — матовый или глянцевый пластидип, обеспечивающий требуемый цвет и фактуру. Если планируется получение перламутра или хамелеона, используют прозрачный материал с соответствующими пигментами.
- Если требуется уникальный глянец, в качестве финишного слоя используют специальный высокоглянцевый лак.
Выбирая такой вариант, вы получаете симбиоз традиционных красок и виниловой пленки. При этом никаких ограничений по цвету и фактуре не существует. А защитные свойства этого материала на высоком уровне.
Солнечный свет вам в помощь
Еще один интересный вариант, заслуживающий внимания. Такое решение подойдет любителям ярких оттенков. Конечно, красок с повышенной яркостью существует множество, но не все они умеют использовать солнечный свет, чтобы подчеркнуть свои преимущества. Предлагаем обратить на два варианта лакокрасочных материалов, обладающих такими свойствами:













- Флуоресцентные краски — под воздействием солнечного света приобретает суперяркий оттенок, а под ультрафиолетовыми лучами цвет становится практически кислотным. Найти подобное по яркости покрытие среди стандартных красок практически невозможно.
- Люминофорная краска — это решение покажет себя ночью. Благодаря люминофору краска способна накапливать энергию солнечного света и отдавать ее в темное время суток. Материал такого класса продают в виде порошка, который разводится в соответствующей вашему автомобилю краске или лаке. Существует возможность изменить цвет свечения в состав добавляют определенные пигменты.
Подобные варианты редко применяют для полной перекраски, особенно краски на основе люминофора. Лучший вариант — покраска отдельных кузовных элементов. Такой вид тюнинга смотрится очень эффектно. Рекомендуем попробовать и оценить получаемый эффект.
Аэрография для автогурманов
Ну и как же можно забыть об аэрографии. Идея не нова, но благодаря художественному исполнению не утратила своей актуальности и ценности. По сути, это настоящее искусство, и каждый раз исполнение будет уникальным даже для однотипных изображений.









Нанесение аэрографии — сложный многоступенчатый процесс, который включает в себя:
- Фотографирование машины и перенос фото в цифровом формате в специальное программное обеспечение.
- Разработка будущего рисунка с учетом особенностей автомобиля. Программа позволяет оценить внешний вид машины после нанесения аэрографии в 3D-формате.
- Подготовка поверхности к нанесению изображения.
- Покраска автомобиля в соответствии с разработанным проектом.
Обращаем внимание. При нанесении аэрографии приходится использовать краску разных цветов. Применять необходимо только составы одного производителя, в противном случае можно получить несовместимость красок. А это скажется и на качестве рисунка, и на долговечности покрытия. Аэрография — высший пилотаж в автомалярном деле. Поэтому доверяйте работу только мастеру с Именем.
Мы привели только самые популярные варианты покраски машин. А ведь существует и множество эксклюзивных способов — термокраски, кристалл-маски, парамагнитные составы, меняющие цвет по желанию владельца и многое другое. Если захотите реализовать какой-либо понравившийся вариант, обращайтесь, поможем.
Меловая краска
Надоело однообразие или нужно нанести на машину рекламу? Хотите необычно оформить авто к какому-либо праздничному мероприятию? Но при этом нет ни желания, ни времени, ни возможностей возиться с наклеиванием пленок? А что вы скажете о краске, которую можно смыть с кузова машины после того, как она стала вам не нужна? Да, сейчас появилась и такая возможность.










Производители предлагают смываемую меловую краску, которая не наносит никакого вреда основному лакокрасочному покрытию машины. В состав материала входят исключительно вода, мел и цветные пигменты. Благодаря этому покрытие не вступает в реакцию с основным ЛКП и смывается без каких-либо последствий. Производители предлагают 11 цветов, что позволяет нанести на кузовную поверхность даже сложные композиции, не уступающие аэрографии. Кстати, использовать краску можно и зимой. Главное, чтобы температура не была ниже -20 градусов.
Видели когда-нибудь свадебные кортежи или лимузины, расписанные поздравлениями? Все это сделано именно при помощи подобных красящих составов. Откроем тайну. Даже некоторые стритрейсеры используют меловые краски перед выездом на трассу. Ведь каждый раз можно оформить машину по-новому, ярко и необычно.
Единственный нюанс. Не стоит покупать явно дешевые баллончики (большинство производителей предлагают краски в виде аэрозолей), существует значительная вероятность приобрести подделку. В этом случае гарантий сохранности ЛКП машины не будет никаких, прецеденты уже случались. А вот к сертифицированной продукции претензий пока не было.
Кристалл маска
Еще один материал и способ окрашивания авто, отличающийся интересным визуальным эффектом. Применение специального лакокрасочного материала позволяет получить покрытие, которое напоминает поверхность, состоящую из множества кристаллов различной формы и размера.
 Несколько примеров кристалл-краски
Несколько примеров кристалл-краски
Подобный эффект достигается за счет добавления в краску компонентов, которые могут кристаллизоваться уже при комнатной температуре. При этом существует возможность регулировать величину роста отдельных кристаллов за счет изменения температуры сушки ЛКП. Нагреете сильней — уменьшите размеры отдельных зерен. Благодаря этому появляется возможность создавать неповторимые узоры на поверхности. Найти две машины с одинаковым узором невозможно.
Кристалл маска — многослойное покрытие, нанесение которого требует серьезного мастерства. Не надейтесь покрасить машину таким способом самостоятельно, переведете материал. Технология предполагает выполнение следующих работ:
- В качестве основы используется краска основного цвета. В большинстве случаев используют нитроэмали. Этот слой необходимо обязательно заматировать.
- Основная краска распыляется по всей поверхности. При высыхании происходит кристаллизация добавок, входящих в состав. Вы сможете на свое усмотрение выбирать место появления очередного кристалла. Достаточно заостренной деревянной палочкой (той же вязальной спицей) ставить на поверхности точки. Именно из этих мест начнет разрастаться новый кристальный узор. Процесс завершается в течение 20–30 минут.
- Сформировавший слой покрывают тонким пыльным слоем контрастной краски, которая после сушки смывается при помощи обычной губки с водой. Оставшаяся в кристаллах краска заставит заиграть узор по-новому.
- В качестве финишного покрытия используют два слоя лака, которые придадут дополнительную глубину и объем.
Если хотите получить необычное ЛКП, обязательно попробуйте эту технологию. Тем более что по своим прочностным характеристикам оно не уступает привычному металлику или перламутру. А смотрится очень презентабельно.
А теперь настоящий эксклюзив
Все варианты покраски машины, о которых говорили выше, уже не редкость на российских дорогах. Да, дороговато, но тот же перламутр или аэрография становятся привычными и уже не вызывают удивления. Меловая краска уже нашла своего потребителя, в основном среди креативной молодежи, заинтересованной в необычном подарке или привлечении внимания. А сейчас предлагаем познакомиться действительно с эксклюзивными материалами, которые выводят автомалярку на совершенно новый качественный уровень. Встретить машины, способные менять собственный цвет в зависимости от окружающих условий, уверены, доводилось не каждому. Кажется фантастикой, но такие технологии уже существуют и успешно применяются в автотюнинге.
Термохромная краска
Представьте. Завели машину, прогреваете двигатель, и в это время на капоте начинает проявляться замысловатый узор или необычная картинка. Такой эффект достигается именно за счет покраски капота термохромной краской. Лакокрасочные материалы такого класса стали первенцами среди покрытий, способных менять свой цвет.
Передать изображением действие термохромной и (спойлер) гидрохромной краскок невозможно. Лучше посмотрите видео.
Принцип действия основан на применении специальных добавок, чувствительных к температуре. При нормальных условиях микрозерна или кристаллы имеют прозрачную структуру, то есть практически не влияют на цвет основной краски. Но стоит только нагреть поверхность, как цвет добавок начинает меняться. Причем производители предлагают до десятка различных оттенков и критический температурный предел, при котором запускается процесс трансформации, можно подобрать.
Учитывая стоимость термохромных материалов, для полной покраски кузова они применяются редко. А вот покрытие отдельных кузовных элементов, особенно, подверженных влиянию повышенных температур, смотрится неожиданно. Ведь буквально на глазах внешний вид машины начинает преображаться. Среди красок, меняющих свой цвет, термохромные составы наиболее распространены и популярны. Но это не единственно возможный вариант.
Гидрохромная краска
А такое покрытие реагирует на другой раздражитель — воду. Попали под дождь или заехали на мойку, и под первыми каплями машина начинает менять свой цвет или проявляется определенный рисунок. Конечно, изменить интенсивность тона, как в случае с термохромными эмалями при повышении температуры, увеличивая степень намокания, не выйдет, но смотрится вполне эффектно. А главное — необычно.
ЛКП такого типа также многослойное. Секрет заключается в поверхностном слое, который под воздействием воды теряет цвет и становится прозрачным. Благодаря этому становится виден основной слой краски или нанесенный на базу рисунок. К сожалению, гидрохромная краска слабо поддается пигментированию, поэтому в сухом состоянии это в основном белое покрытие. А это несколько ограничивает применение материалов этого класса. Но само по себе решение интересное.
Парамагнитная краска
Сразу скажем — с такими материалами работать не приходилось. Да и споров вокруг этой темы в интернете множество. Парамагнитная краска — что это, правда или вымысел? Давайте начнем с того, что технически этот вариант вполне осуществим. Ведь в различных областях применяют свойства наночастиц менять свою пространственную ориентацию и, соответственно, светоотражающую способность под воздействием электрического и магнитного поля. Так, парамагнитные оксиды железа используются при магнитно-резонансной томографии для тонирования исследуемых органов.
Примерно такой же принцип используют и в парамагнитных красках для машин. В основное покрытия вводят частицы парамагнитного железа. Под воздействием магнитного поля, получаемого за счет электричества, кристаллы вещества поворачиваются под определенным углом, сближаются или отдаляются друг от друга. За счет этого и получают изменение цвета, которое визуально видит человек. То есть, нажали на кнопку — сделали авто синим, нажали на другую — за доли секунд перекрасили машину в красный цвет.
Даже если считать большинство выложенных в сети роликов с подобным эффектом подделкой, следует признать — идея имеет право на жизнь. Правда, стоимость такой покраски будет существенно превышать цену даже недешевой машины.
Если парамагнитные ЛКП сказка, то это очень интересная сказка. Поэтому нам бы хотелось самостоятельно испытать возможности такой краски. И когда такой шанс появится, мы обязательно им воспользуемся.
Источник статьи: http://avtokapitan.ru/blog/vse-varianty-pokraski-avtomobilya/
Способы покраски кузова автомобиля
Нанесение лаков и красок на окрашиваемые поверхности кузовов производится в основном двумя способами: пульверизатором и кистями. Окраска деталей окунанием или обливанием на авторемонтных заводах не применяется.
В зависимости от степени повреждения окрашенной поверхности и вида ремонта кузова, панели кузова и оперение подвергаются:
1) подкраске;
2) окраске по старой краске;
3) полной окраске со снятием старой краски.
Технологическая последовательность операций при нанесении лакокрасочных покрытий сводится к следующему:
1) подготовке поверхности к окраске;
2) грунтовке;
3) шпаклевке;
4) шлифовке шпаклеванной поверхности;
5) нанесению слоев лаков и красок;
6) полировке окрашенной поверхности.
Рекламные предложения на основе ваших интересов:
1. Подготовка кузова к окраске
При полной окраске кузова после снятия старой краски и ремонта его в жестяницком отделении (рихтовка, заварка, опиловка, заполнение припоем и др.) кузов, поступивший в малярный цех, подвергается шлифовке наждачной шкуркой № 2, смоченной в уайт-спирите, по всей наружной поверхности и тщательно вытирается волосяными щетками или ветошью, смоченной в составе № 1120, до полного удаления налетов ржавчины. Затем поверхность кузова промывается струей горячей воды для удаления моечного состава и обдувается сжатым воздухом (особенно в углах и других труднодоступных для вытирания местах), после чего вновь протирается сначала ветошыо, смоченной в нейтрализующем составе № 107, а потом насухо ветошью или полотенцем.
Рис. 125. Шлифовка грубых обрывов пленки:
1 — металл; 2— старое покрытие; 3 — обрыв краски; 4 — скос.
При подготовке к окраске по окрашенной поверхности необходимо прежде всего тщательно промыть кузов и оперение водой, снять всю арматуру и затем тщательно прошлифовать старое покрытие шкуркой № 2, смоченной в уайт-спирите или скипидаре, или водостойкой шкуркой № 280 с водой, соблюдая при этом осторожность, чтобы не поцарапать поверхность краски. Все резкие обрывы в старой краске должны быть прошлифованы до образования плавного перехода (скоса, см. рис. 125), после этого следует протереть поверхность ветошью, смоченной в уайт-спирите, и удалить ржавчину, как указано выше.
Для исправления небольших повреждений в окрашенной поверхности всю поверхность кузова промывают водой и протирают замшей; затем поврежденное место зачищают шкуркой № Зу смоченной в уайт-спирите, или водостойкой шкуркой № 220 с водой до полного удаления ржавчины. Резкие обрывы в старой краске прошлифовывают до образования плавного перехода, следя за тем, чтобы не оставалось легко отслаивающейся лакокрасочной пленки. Надо также соблюдать осторожность, чтобы при шлифовке поврежденного места не повредить соседние участки краски. Затем протирают прошлифованную поверхность ветошью, смоченной в уайт-спирите или керосине, и протирают насухо ветошью или полотенцем.
При окраске кузовов автомобилей применяются два вида грунтовки: масляная и лаковая. Основные требования, предъявляемые к грунтовке: отсутствие засоренности, быстрота высыхания, атмосфероустойчивость, хорошее прилипание к поверхности и противокоррозийность.
Чаще всего применяется глифталевая грунтовка, так как она обеспечивает прочную атмосфероустойчивую основу для окраски и быстро высыхает.
При окраске масляными красками пользуются также грунтовкой, состоящей из железного сурика или свинцовых белил, разведенных олифой, и 20—25% скипидара (этот состав дает средний полуматовый цвет).
Грунтовку наносят пульверизатором или кистью (в зависимости от применяемого способа окраски) на всю окрашиваемую верхность. При исправлении повреждений грунтовка наносится только на оголенные до металла места тонким равномерным слоем.
Механическая подготовка кузова к окраске предусматривает тщательную рихтовку и заделку вмятин и других неровностей пайкой (по мере необходимости). Однако даже после тщательной рихтов‘ки на поверхности металла остаются неровности, которые сглаживаются шпаклевкой.
Шпаклевка приготовляется на масляной или лаковой основе и продается в готовом для употребления виде. Однако при работе масляными красками некоторые малярные цехи иногда сами приготовляют масляную шпаклевку, которая состоит из мела, олифы и небольшого процента пигмента, придающего ей определенный цвет.
Состав шпаклевки зависит от способа ее применения (при’ помощи пульверизатора или вручную) и состояния поверхности, на которую она наносится. Для глубоких впадин шпаклевка должна быть гуще, чем для мелких неровностей.
Шпаклевка бывает местная, когда исправляются только отдельные дефекты, и сплошная, когда шпаклевка наносится на всю поверхность.
Подмазочную массу наносят сначала на глубокие и неровные места кузова, а затем покрывают сплошным слоем всю остальную поверхность. Количество слоев покрытия зависит от состояния поверхности кузова. Обычно глубокие места шпаклюют одним слоем, а затем покрывают всю поверхность двумя сплошными слоями. Однако в ряде случаев приходится наносить и три сплошных слоя шпаклевки; первый и третий в продольном направлении, а второй — в поперечном. Нельзя оставлять зазоры между соседними полосами шпаклевки.
Шпаклевку сплошным слоем можно производить также пульверизатором, но такая шпаклевка закрывает только шероховатости и мелкие царапины.
Наносить шпаклевку на поверхность кузова необходимо ровным слоем, не оставляя лишней подмазочной массы. Плохо выполненная шпаклевка осложняет процесс окраски.
Каждый слой шпаклевки должен высохнуть до нанесения следующего слоя.
Для шпаклевки углов и других труднодоступных для нормального шпателя мест применяют куски резины или куски листа целлулоида, которые заостряются при помощи шкурки.
При ремонте повреждений в окраске шпаклевку наносят небольшими мазками по длине повреждения, покрывая частично и пОдшлифованную кромку вокруг повреждения.
4. Шлифовка шпаклеванной поверхности
Для окончательной подготовки поверхности к окраске производится шлифовка шпаклевки.
Каждый высохший слой шпаклевки шлифуется в порядке его нанесения водостойкой шкуркой № 220 и 280 или пемзой (натуральной кусковой или искусственной в брусках). Удобнее всего шлифовать шпаклевку искусственной мелкозернистой пемзой № 2—3 и 2—4.
Шлифовку производят по поверхности, смоченной водой, продольными движениями в том же направлении, которое принималось при нанесении шпаклевки. Пемзу или водостойкую шкурку также смачивают водой. Сначала шлифуют штапики, ребра жесткости, углы филенок, а затем дверные, боковые и задние панели кузова. Шлифовать надо осторожно, чтобы не поцарапать или не снять шпаклевку до металла.
Если после шлифовки на поверхности остаются какие-либо дефекты, их подмазывают шпаклевкой, дают высохнуть и затем шлифуют водостойкой шкуркой № 280.
Шлифовка зашпаклеванных мест при исправлении поврежденной окраски производится до уровня окрашенной поверхности. При этом не должны оставаться закраины и царапины, а также риски на ранее окрашенной поверхности.
После шлифовки кузов тщательно промывают чистой водой для удаления пыли (особенно в углах и закрытых местах, где она чаще всего собирается) и насухо вытирают замшей или чистыми тряпками. Следует запомнить, что оставшаяся на кузове после шлифовки грязь или сырость может испортить последующую окраску.
Если в цехе имеется сжатый воздух, рекомендуется продуть все углы сжатым воздухом для удаления остатков влаги и грязи.
5. Пульверизационная окраска
Основное преимущество пульверизационного способа окраски перед ручным (кистевым) заключается в том, что значительно сокращается время, потребное на окраску.
Так как красочная пыль и пары растворителей от распыленной пульверизатором краски отравляют воздух и делают его вредным для здоровья, пульверизационная окраска производится в специальных камерах, описание которых дано выше.
Для получения лакокрасочного покрытия хорошего качества при пульверизационном способе окраски необходимо соблюдать следующие условия:
1) окраску производить в помещении, температуру в котором рекомендуется поддерживать плюс 18—20°, но не ниже +12с, а влажность воздуха около 60%;
2) температура лакокрасочных материалов и окрашиваемой поверхности кузова должна быть такая же, как в помещении, где проводится окраска;
3) точно придерживаться последовательности операций технологического процесса и режимов окраски.
Перед началом крашения поверхность кузова протирают марлей, смоченной в составе № 401 для удаления пыли, и регулируют давление воздуха в пульверизаторе до получения равномерного распыла краски.
Величина давления зависит от конструкции пистолета и качества окрасочного материала. Слишком большое давление ускоряет испарение летучего растворителя в нитролаке, прерывает струю во время окраски и производит чересчур мелкий распыл. При недостаточном давлении воздуха, наоборот, происходит крупный распыл и на окрашиваемой поверхности образуются подтеки (рис. 126). Нормально давление должно составлять 5—5,2 атм. , .
Качество распыла зависит также от правильного разбавления краски растворителем. Густая краска заставляет увеличивать давление воздуха, а это приводит к быстрому испарению растворителя, и краска ложится на поверхность в несколько клейком состоянии пятнами. В таких случаях прибавляют больше растворителя. Количество растворителя, необходимого для разбавления данного состава, зависит также от качества растворителя.
Вновь составленный раствор краски целесообразно испытывать не на поверхности, подлежащей окраске, а на куске листового железа или старой детали и только после получения хорошего покрытия и установления нормального давления производить окраску кузова.
Рис. 126. Регулировка давления пульверизатора:
1 — слишком большое давление; 2 — правильное давление; 3 — малое давление.
В случае отсутствия вискозиметра для определения необходимой вязкости раствора следует записать полученное опытным путем процентное (или весовое) содержание в нем краски и растворителя, чтобы в дальнейшем пользоваться этой пропорцией при составлении краски из данных материалов (окончательный результат разбавления дается в процентах к весовому отношению краски и растворителя).
Наружный край веера при распылении краски содержит меньше материала, чем середина. Так, если веер покрывает площадь шириной 150 мм, то наружные 50 мм краски в каждую сторону веера будут сравнительно жидкими, а средние 50 мм — нормальной густоты. Поэтому при окраске поверхности надо следить за тем, чтобы все полосы краски ложились параллельно друг другу и чтобы каждая полоса покрывала соседнюю полосу, компенсируя слабо окрашенные места вторичным покрытием. При подходе пульверизатора к концу полосы надо отпустить курок и приостановить распыление во избежание подтеков.
Первый слой краски должен быть нанесен мелким (как туман) распылом, чтобы не растворить нижние покрытия на масляной основе.
Один слой краски наносят в горизонтальном направлении, а другой — в вертикальном. Движение пульверизатора должно быть равномерным. Нельзя описывать рукой кривые, оттягивая ее от окрашиваемой поверхности в конце каждой полосы краски. При такой работе получается неравномерное покрытие. Передвигать пульверизатор следует параллельно радиусу панели кузова.
На рис. 127 показаны результаты правильной и неправильной окраски. При правильном движении пульверизатора по отношению к поверхности краска ложится сплошным и ровным слоем, а при неправильном — окрашенная полоса получается грубой в отрезках £ и В и с подтеками в отрезке А. К началу каждого движения надо постепенно нажимать на курок пульверизатора, отпуская его к концу движения.
Рис. 128. Результаты косого распыливания
1 — недостаточное окрашивание; 2 — образование подтеков.
Расстояние головки пульверизатора до окрашиваемой поверхности должно быть не больше 150—200 мм. Если держать пистолет дальше этого расстояния, окраска будет грубой вследствие избытка окрасочной пыли; если же держать его ближе, то получатся подтеки вследствие соприкосновения с поверхностью слишком «мокрой» краски.
Рис. 127. Окраска кузова из пульверизатора: о — правильная; б—неправильная 1 — панель; 2—путь пистолета.
На рис. 128 показаны результаты раопыливания под углом.
Диаметр отверстия сопла для грунтовки должен быть 1,5 мм, для нитрошпаклевки — 2,5 мм, для нитрокраски — 2,0 мм.
При окраске кузова в два разных цвета необходимо закрыть окрашенную одним цветом часть поверхности (рис. 129) и затем производить окраску другим цветом. Лучше всего закрывать окрашенную поверхность бумагой, оставляя ее на кузове до окончательной окраски и сушки. Газетной бумагой пользоваться нельзя, так как растворитель, находящийся в окрасочной -пыли, растворяет типографскую краску и на краске остаются отпечатки. Бумагу закрепляют на нужном месте изоляционной лентой.
Для маскировки окон и арматуры кузова пользуются специальным составом, который после окраски легко смывается водой. Иногда арматуру и стекла покрывают густым слоем солидола.
Рис. 129. Маскировка кузова при двухцветной окраске
Расход краски при окраске пульверизационным способом в значительной степени зависит от давления сжатого воздуха, диаметра сопла пульверизатора и расстояния между пистолетом и окрашиваемой поверхностью.
Расход краски увеличивается с увеличением давления сжатого воздуха, диаметра сопла и расстояния между пистолетом и окрашиваемой поверхностью.
Потери краски возрастают с увеличением давления воздуха при расстоянии пистолета от окрашиваемой поверхности до 100 мм и уменьшаются при расстоянии свыше 100 мм. Диаметр сопла имеет незначительное влияние на потери краски при расстоянии пистолета в пределах 100—250 мм от поверхности.
Взвешивание пластинок для испытания производится с точностью до ОД г на технических весах. Пластины могут быть дере’ вянным1и или металлическими.
Расчетные нормы расхода не всегда совпадают с фактическими, установленными на практике. Так, например, по расчетной таблице расход глифталевой грунтовки № 138 на 1 м2 окрашиваемой площади состамяет 60 г; на заводе имени Сталина при окраске кузовов ЗИС-110 и ЗИС-155 установлена норма расхода этой эмали — 90 г/м2.
При окраске нитроэмалями после первого покрытия выявляют все оставшиеся на поверхности, подлежащей окраске, дефекты (неровности, царапины и др.) и исправляют их нитроподмаз-кой с последующей сушкой и шлифовкой подмазанных мест (первая окраска пульверизатором поэтому носит название «окраска выявителем»). Затем промывают прошлифованные места водой, обдувают сжатым воздухом для удаления влаги, протирают поверхность насухо и, наконец, для удаления остатков пыли протирают поверхность кузова марлей, смоченной в составе № 401.
Чтобы обеспечить хорошее качество пленки, нитроэмаль обычно наносят шестислойным покрытием. После каждой окраски нитроэмалью лакокрасочное покрытие подвергают естественной сушке в пределах 15 минут, а после третьего и шестого покрытия — дополнительно искусственной сушке в сушильной камере при температуре 55—60°. После искусственной сушки нагретую поверхность охлаждают на воздухе 5—10 минут, прежде чем приступить к следующей операции.
6. Шлифовка после окраски
После окраски поверхность кузова обрабатывается водостойкой шкуркой № 400, смоченной в воде с мылом. Эта обработка» производится прямым движением «вперед и обратно», а не вверх и вниз, по диагонали или по кругу (рис. 130).
В процессе шлифовки кузов периодически протирается фланелью для проверки состояния поверхности. Небольшие царапины легко удаляются нанесением одного слоя растворителя. Движение распыливаемого растворителя должно быть перпендикулярно к направлению шлифовки (т. е. сверху вниз), а пульверизатор надо держать в слегка наклонном положении. Благодаря этому смягченная растворителем краска заливает царапины.
Рис. 130. Правильная шлифовка окрашенной поверхности.
При шлифовке частично подкрашенной поверхности захватывают и близлежащую неокрашенную поверхность.
После шлифовки и промывки окрашенная поверхность опрыскивается слоем растворителя, назначение которого сгладить штрихи и мелкие царапинки, оставшиеся после шлифовки нитро-.лаковой пленки.
Высушенную поверхность кузова полируют специальной пастой, состав которой приведен выше в этой главе. Полировку производят вручную или полировочным аппаратом. При ручной по-.лировке пасту набирают на тампон, свернутый из чистой фланели, и наносят равномерно на всю окрашенную поверхность. Полировку производят кругообразными и долевыми движениями, проходя тампоном несколько раз по одному и тому же участку до появления блеска.
Полировочный аппарат с цигейской шкуркой значительно облегчает и ускоряет процесс полировки. Во время работы необходимо передвигать аппарат по полируемой поверхности, не останавливаясь долго на одном месте. После полировки окрашенную поверхность вытирают чистой фланелью для удаления остатков пасты.
Ниже приведены подробный технологический процесс окраски нитроэмалью кузова легкового автомобиля ЗИС-110 и сокращенные процессы окраски кабины и. платформы грузового автомо биля ЗИС-150.
Технологический процесс окраски цельнометаллической кабины ЗИС-150 сводится к следующим операциям:
1) подготовка поверхности к окраске, как указано в технологическом процессе выше;
2) грунтовка эмалью ЗИС-13 (растворитель уайт-спирит) Вязкость 28—30 сек. по Ф № 4 при температуре 18—20°;
3) сушка естественная — 3 минуты при 18—20°;
4) сушка искусственная — 30 мин. при 100—110°; !
5) охлаждение на воздухе — 15 мин.;
6) окраска всей наружной и внутренней поверхности нитроэмалью № 507 (растворитель № 646). Вязкость 30—32 сек. три 18—20°;
7) сушка естественная — 8 минут при 18—20°;
8) окраска вторым слоем нитроэмали № 507 всей наружной поверхности кабины;
9) сушка естественная — 15 минут при 18—20°.
Последовательность операции при окраске платформы следующая:
1) очистка платформы от опилок и стружек;
2) удаление жировых загрязнений уайт-спиритом;
3) промазка грубых дефектов в дереве подмазкой № 199;
4) сушка естественная—15 минут при 18—20°;
5) окраска всей поверхности платформы эмалью ЗИС-З (растворитель уайт-спирит);
6) сушка искусственная 30 минут при 60—70°;
7) окраска нитроэмалью № 578 (растворитель № 646);
8) сушка естественная — 30 минут при 18—20°.
8. Сушка инфракрасными лучами
В нашей промышленности получил широкое применение процесс сушки лакокрасочных покрытий инфракрасными лучами.
Инфракрасными называются невидимые лучи, расположенные за пределами видимой части светового спектра и являющиеся передатчиками лучистой тепловой энергии.
Способ сушки лучистой теплотой состоит в том, что подлежащий сушке объект подвергают облучению специальными лампами. Сушка покрытий этим способом очень эффективна, так как скорость передачи тепла от источника излучения до облучаемой поверхности весьма велика и энергия не расходуется на нагревание воздуха, поскольку тепловые лучи проходят расстояние до нагреваемого тела почти без потерь.
Основные преимущества сушки лампами заключаются в простоте конструкции установки и ее обслуживания, значительном сокращении времени сушки изделий, быстроте разогрева и по жарной безопасности. Кроме того, для организации сушки требуется значительно меньшая площадь по сравнению с сушильными камерами с паровым подогревом. Стоимость оборудования для сушки кузовов и оперения автомобиля и эксплуатационные расходы по его содержанию также значительно ниже, чем при использовании камер с паровым подогревом.
Источником инфракрасного излучения является лампа, накаливания, светоотдача которой в два с половиной—|три раза меньше светоотдачи обычных ламп. Температура накаливания вольфрамовой нити сушильных ламп соответствует 2100—2500° (вместо 2000—3000° у осветительных ламп), благодаря чему срок службы их увеличивается до 10 тыс. часов и больше.
Чаще всего применяются выпускаемые нашей промышленностью зеркальные лампы СК-1 и СК-2. Специальная сушильная лампа СК-2 мощностью 500 вт имеет параболическую колбу, покрытую изнутри серебром. Она отличается высокой отдачей тепла и равномерным распределением потока инфракрасных лучей. Лампа СК-1 мощностью 250 вт с нормальной колбой также обеспечивает равномерность и интенсивность излучения тепла. Иногда используют также обычные осветительные лампы мощностью 300 и 500 вт.
Для повышения эффективности нагрева применяют лампы с отражающей поверхностью на внутренней стенке колбы или рефлекторы, изготовляемые из полированного алюминия, хромированной стали и других металлов.
При выборе материала для рефлектора следует руководствоваться не только его отражающей способностью, но и долговечностью. Наилучшей является позолоченная поверхность, отражающая до 98% падающих на нее лучей. Однако в практике чаще всего применяют электрополированный или анодированный алюминий, листовую сталь или латунь, которые никелируются, а затем хромируются. При электрополировке и анодировании алюминий обрабатывается в специальных электролитах при определенном режиме. Эта обработка дает возможность получить блестящую и антикоррозийную поверхность. Поверхность электрополированного или анодированного алюминия отражает от 80 до 90% падающих на нее лучей и достаточно долговечна.
Диаметр рефлектора зависит от мощности применяемой лампы и обычно бывает в пределах 175—300 мм. Для получения мощного потока тепла рефлектору придают параболическую форму.
Процесс сушки и затвердевания основных видов лаков (масляных, целлюлозных и синтетических) основывается на испарении летучего растворителя и окислении или полимеризации свя зывающего вещества (в масляных красках и синтетических лаках). С повышением температуры процесс сушки, как известно, ускоряется, однако при конвекционной сушке повышение температуры ограничивают. Это делают по следующим соображениям
Когда сушка производится потоком теплого воздуха, поверхностный слой краски быстро нагревается и жидкость с окрашенной поверхности также быстро испаряется вследствие одновременного действия высокой температуры и воздуха. В результате на наружной поверхности образуется сухая корка, задерживающая дальнейшее испарение растворителя из внутренних слоев пленки, что резко снижает скорость сушки. Значительное повышение температуры сушки вызовет при наличии достаточно прочной сухой корки прорыв паров через наружную лакокрасочную пленку или образование в ней пузырей.
При сушке инфракрасными лучами этого не бывает, поскольку лучистая теплота проникает через наружную пленку к покрытому краской металлу, нагревает его и отводится наружу, у поверхности пленки поглощается только часть лучистой теплоты
35°). При таком нагреве жидкость испаряется из внутреннего слоя пленки с максимальной скоростью, так как высыхание пленки происходит более интенсивно снизу (у нагретого металла) и постепенно доходит до ее верхней поверхности, которая затвердевает последней.
Существует мнение, что образованию поверхностной корки мешает не распространение тепла от металла к поверхности пленки, а влага, поступающая непрерывно из глубоких слоев пленки к наружной поверхности благодаря интенсивному протеканию процесса сушки под действием инфракрасных лучей.
Установка для сушки инфракрасными лучами выполняется обычно в виде щита или камеры тоннельного типа (или в виде переносной одноламповой установки) и состоит из сварного каркаса, собранного из углового железа, и укрепленных к нему ламп в патронах. Для обеспечения равномерного нагрева и одновременного высыхания всей поверхности рама каркаса сушильной установки делается по форме изделий, подлежащих сушке.
На рис. 131 показан разрез камеры тоннельного типа,установленной на Московском заводе малолитражных автомобилей для сушки кузовов автомобилей «Москвич».
Каркас этой установки состоит из пяти секций, в которых имеются по 132 лампы типа СК-1. Каждая секция потребляет мощность 33 кет и может включаться самостоятельно. Секции состоят из двух половин — правой и левой; на конечных секциях со стороны входа и выхода кузова установлены облицовочные листы.
Мощность всей сушильной камеры, содержащей 660 ламп, составляет 165 кет. Поверхность облучаемого в камере кузова находится на расстоянии 100—150 мм от головок ламп. Камера рассчитана на конвейерную сушку кузовов.
На рис. 132 показан процесс сушки автомобильного кузова в рефлекторной камере тоннельного типа.
По данным Вагоностроительного завода имени Кагановича, мощность заводской установки для сушки пассажирского вагона длиной 20,2 м составляет 96 кет. При такой мощности установки для сушки металлической облицовки вагона, окрашенной фик-солыо и покрытой лаковой шпаклевкой, требуется на одну операцию в среднем 35 минут.
На Горьковском автозаводе имени Молотова для сушки кабин грузовых автомобилей была изготовлена опытная сушильная камера тоннельного типа из двух дугообразных железных решетчатых каркасов, охватывающих кабину с двух сторон. В камере были установлены 174 лампы, каждая мощностью 300 вт, на расстоянии 130 мм от облучаемой поверхности. При включении всех ламп сушильной камеры потребляемая мощность составляла 43 кет.
Рис. 131. Разрез камеры тоннельного типа для сушки автомобилей «Москвич».
Время сушки глифталевой грунтовки М-138 в этой камере не превышало 10—15 минут при температуре 95—140° вместо 45— 50 минут в паровой сушильной камере с температурой 115—130°. Температура сушки глифталевой эмали не должна превышать 110° во избежание изменения цвета краски.
Рис. 132. Сушка кузова в камере тоннельного типа.
После замены рефлекторов автомобильных фар и ламп, использованных для опытной установки, специально изготовленными рефлекторами и сушильными лампами время сушки лакокрасочных покрытий значительно сократилось.
При сушке автомобильных кузовов следует избегать слишком интенсивного нагрева шпаклевочного слоя; лампы нужно отводить при этом на расстояние 450 мм. После высыхания и зачистки шпаклевочного слоя и нанесения первого слоя эмалевой краски можно для ускорения сушки придвинуть лампы на расстояние до 100 мм от поверхности кузовов.
Продолжительность сушки зависит от вида лакокрасочного материала, толщины и теплопроводности поверхности покрытий, расстояния ламп от облучаемой поверхности и, наконец, от мощности излучающей установки.
Так, например, согласно имеющимся данным, продолжительность сушки инфракрасными лучами однослойного покрытия грунтом АЛГ-5 серо-зеленого цвета при температуре 80° составляет 45 минут, а грунтом А-138 коричневого цвета — 30 минут. На сушку того же покрытия горячим воздухом и при той же температуре затрачивается в четыре раза больше времени, т. е. для грунта АЛГ-5 — 180 минут, а для грунта А-138— 120 минут.
Сравнительные данные продолжительности сушки металлической облицовки пассажирского вагона после каждого покрытия приведены в табл. 30.
Окрашенная поверхность, подлежащая сушке ламповыми установками, должна иметь температуру не ниже 15—16°.
После высыхания и охлаждения облученную пленку можно шлифовать пемзой с водой и полировать. Опыты показали, что пленка лакокрасочного покрытия, высушенная инфракрасными лучами, прочнее, чем при других способах сушки.
Во избежание потери глянца поверхностью покрытия сушку инфракрасными лучами следует производить при температуре 60—64°.
На заводах автомобильной промышленности большое распространение получили передвижные ламповые установки (рис. 133), которыми пользуются главным образом для сушки подкрашенных мест на кузове и оперении автомобиля. Такие установки обычно монтируются на массивных подставках; расстояние ламп от облучаемой поверхности по высоте регулируется передвиже нием каркаса с лампами вдоль стойки подставки.
Рис. 133. Передвижная установка для сушки инфракрасным излучением.
Источник статьи: http://stroy-technics.ru/article/osnovnye-sposoby-okraski-kuzova