- Сварка кузова автомобиля: как правильно сделать её своими руками
- Виды и особенности сварочных аппаратов
- Сварка полуавтоматом
- Как варят инвертором
- Так какой же метод выбрать?
- Подготовка и проверка оборудования
- Подготовка к сварке автомобильного кузова полуавтоматом
- Что стоит сделать перед тем, как начать инверторную
- Меры предосторожности при сварочных работах
- Процесс сварки кузова автомобиля полуавтоматом
- Инструменты и материалы для работы своими руками
- Последовательнось операций при полуавтоматической сварке
- Обработка сварного шва против коррозии
- Аргонная сварка — что это такое, технология метода
- Технология аргонодуговой сварки
- Почему вообще применяют аргон?
- Правила сварки аргоном
- Режимы сварки
- Оборудование для аргоновой сварки
- Аппараты TIG для сварки в среде аргона
- Классификация ручной сварки
- Аргонодуговая сварка алюминия
- Сварка меди в аргоне
- Плюсы и минусы аргоновой сварки
- Цены на аргонодуговую сварку в СТО «Глушачок»
- Аргонная сварка — что это такое, технология метода
- Технология аргонодуговой сварки
- Почему вообще применяют аргон?
- Правила сварки аргоном
- Режимы сварки
- Оборудование для аргоновой сварки
- Аппараты TIG для сварки в среде аргона
- Классификация ручной сварки
- Аргонодуговая сварка алюминия
- Сварка меди в аргоне
- Плюсы и минусы аргоновой сварки
- Цены на аргонодуговую сварку в СТО «Глушачок»
- Сварка кузова ТИГ
- #1 Лехандро
- #2 Менгон
- #3 Лехандро
- #4 Миротворец
- #5 Менгон
- #6 Лехандро
- #7 Менгон
- #8 Лехандро
- #9 som
- #10 Лехандро
- #11 Менгон
- #12 Миротворец
- #13 vovanq
- Что такое аргоновая сварка, технология сварки
- Что такое аргоновая сварка
- Основные свойства аргона
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Сварка инвертором в аргоне
- Аргоновые горелки
- Неплавящиеся электроды
- Плавящиеся электроды
- Как правильно варить аргоном
- Режимы
- Делаем аргоновую сварку в домашних условиях
- Какие металлы варят аргоном?
- Работаем с алюминием
- Варим медь
- Преимущества и недостатки
Сварка кузова автомобиля: как правильно сделать её своими руками
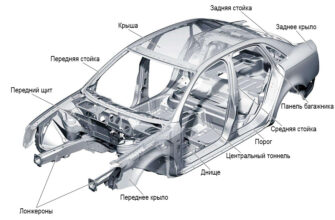
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
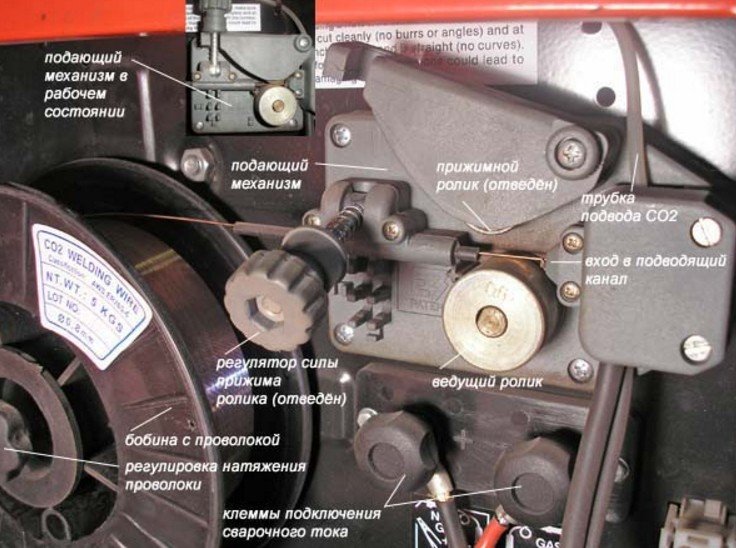
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Источник статьи: http://carnovato.ru/svarka-kuzova-avtomobilya-kak-pravilno-sdelat-eyo-svoimi-rukami/
Аргонная сварка — что это такое, технология метода
Технология аргонодуговой сварки
К настоящему времени, аргонная сварка стала распространенным методом ремонта, как на производствах, так и быту. Для начинающего сварщика навыки ручной или полуавтоматической аргоновой сварки являются необходимыми критериями для профессионального роста.
Аргонная сварка сочетает в себе дуговую и газовую сварку. Благодаря газу, сварочная ванна становится защищена от окисления металла, которое неминуемо при нагреве до высоких температур. Этот факт особенно актуален для алюминия, сложных соединений цветных металлов, легированных сталей.
Качества шва такое, что аргонную сварку применяют не только при ремонте крупных изделий, таких как автомобильные запчасти, но и для восстановления мелких статуэток и других декоративных изделий из металлов.
Таким образом, эта гибридная технология заняла свое место в арсенале всех профессиональных сварщиков. Однако, при должном усердии вы сможете овладеть аргонной сваркой в домашних условиях, имея небольшой опыт дуговой сварки.
 Как проходит аргонная сварка
Как проходит аргонная сварка
Почему вообще применяют аргон?
Для соединения двух металлических поверхностей, их необходимо разогреть. Нагревательным элементом является электрод из вольфрама, пропускающий большой ток. При обычной сварке место нагревание взаимодействует с кислородом, т.е. происходит окисление. Это нарушает структуру шва, способствует недолговечности, выглядит некрасиво – место шва бросается в глаза. Бывают случаи, когда можно пренебречь эстетикой. Но пренебрегать качеством – как минимум недальновидно. Поэтому чтобы избавить металл от окисления, используют газ, который обволакивает сварочную ванну и защищает её от воздействия кислорода. Область, где присадочная проволока подается на место плавления, называется сварочной ванной. Для этой задачи применяют инертные газы. Они не взаимодействуют с другими веществами, не горят и не поддерживают горение. Т.е. изолируют материал от кислорода. Всего выделают шесть инертных газов: гелий, неон, аргон, криптон, ксенон и радон. В сварке применяют только аргон и гелий. Но гелий – дорогое решение. Он легче воздуха, израсходуется в большом количестве, себестоимость такой сварки вырастет.
Но есть и важный нюанс при работе с аргоном. При изменении полярности тока газ приобретает свойства плазмы. Поясним – прямая полярность означает, что минус находится на электроде. Обратная полярность при дуговой сварке на постоянном токе не используется, так как вольфрамовый электрод быстро разрушается.
Правила сварки аргоном
— сварочную дугу нужно делать как можно меньше. Для этого электрод нужно держать близко к материалу сварки. Сразу не получится, но со временем вы набьете руку
— еще один нюанс – электрод нужно вести продольно. Дрожащей рукой шок получится плохим
— присадочную проволоку подают равномерно, под углом, перед электродом
— заканчивать сварку нужно постепенно понижая ток, без резких подергиваний горелки. Иначе еще горячий металл вступит с контакт с воздухом (кислородом и азотом), что нарушает технику сварки.
 Лучший вариант для ремонта дисков — аргонная сварка
Лучший вариант для ремонта дисков — аргонная сварка
Режимы сварки
Сварка аргоном бывает ручной, полуавтоматической, автоматической. Вся разница в участии сварщика в подаче присадочной проволоки и управлении движением горелки. В ручном режиме все эти процессы находятся под контролем сварщика. Поэтому от специалиста требуется опыт и навык, чтобы качественно приварить металлы. В полуавтоматическом режиме проволока подается механически, а при использовании автоматического оборудования сварщик уже не требуется. Управлением сварочным аппаратом занимается оператор.
Ток при сварке может быть как постоянным, так и переменным. Это зависит от свариваемого материала. Алюминий варят переменным током, большинство других материалов – постоянным. Значение тока зависит от диаметра вольфрамового электрода и типа тока. Например, при трёхмиллиметровом электроде потребуется 130 А переменного тока или 160 А постоянного.
Оборудование для аргоновой сварки
На рынке представлены аппараты для дуговой сварки аргоном: WESTER, WERT, РЕСАНТА, FUBAG. Стоимость полупрофессиональных аппаратов колеблется от 10 до 40 тысяч рублей. Обычно это компактные изделия весом до 10 кг, работающие на переменном и постоянном токах, с предельным значением тока 200 Ампер. Подобного оборудования будет более чем достаточно для домашних/бытовых нужд.
Сварочный аппарат состоит из следующих компонентов:
- Горелка
- Трансформатор
- Осциллятор
- Баллон с аргоном
- Реле
- Контактор
- Электроды из вольфрама
- Выпрямитель напряжения
Аппараты TIG для сварки в среде аргона
Каждый начинающий сварщик встречал аббревиатуру TIG. Режим TIG – это сварка с неплавящимся вольфрамовым электродом. Методу уже около 80-лет. Изначально он применялся в тяжелом машиностроении, но практичность позволила использовать ТИГ-сварку в бытовом ремонте.
На рынке на сегодняшний день представлено множество аппаратов для TIG-сварки. Диапазон цен позволит каждому найти оборудование по карману. Встречаются как «домашние» сварочные аппараты до 10 000 рублей, так и профессиональные инверторы, с переменным или постоянным током до 200 А, сконструированные на мощных MOSFET транзисторах.
Альтернатива методу TIG – сварка плавящимся электродом MIG. В этом случае сварная проволока подается из сопла горелки механически. Скорость подачи зависит от величины заданного тока. Как правило, устанавливается автоматически.
 Оборудование TIG
Оборудование TIG
Классификация ручной сварки
По типу зажигания дуги:
- С применением осциллятора
- Касанием об изделие
- На выходных планках
В сварке используются следующие газы:
Электрические дуги при сварки аргоном бывают следующих видов:
- Сжатая дуга
- Импульсно-дуговая
- Непрерывно горящая
Защитный газ может быть подан:
- Устойчивым потоком
- В газовой камере
Аргонодуговая сварка алюминия
Алюминий, благодаря своим свойствам, часто используется в машиностроении, в частности, в автомобильном, также многие предметы быта сделаны из алюминия. Он устойчив к коррозии и низким температурам, пластичен, хорошо проводит электрический ток. Алюминий хорошо подходит для создания деталей, труб, втулок, прутьев. Единственный недостаток – во время сварки на его поверхности формируется тонкая оксидная пленка. Единственный способ не допустит её появления – изолировать металл от кислорода.
 Чаще всего аргоном варят алюминий
Чаще всего аргоном варят алюминий
Также при сварке алюминия аргоном применяют переменный ток прямой полярности. Сама по себе оксидная плёнка плавится только при очень высоких температурах, выше, чем алюминий. Поэтому перед началом работы её убирают либо нанесением химических растворов, либо механическими методами.
Сварка алюминия и сплавов в среде аргона
| Тип соединения | Толщина свариваемого металла | Диаметр электрода | Диаметр присадочной проволоки | Сварочный ток | Расход газа | Число проходов |
| Ручная сварка | ||||||
| Отбортовка кромок | 1.0 | 1.0 | — | 40-50 | 4-5 | 1 |
| Встык, без разделки, одностороннее | 3.0 | 3.0-4.0 | 2.0-3.0 | 100-130 | 8-10 | 1 |
| Встык, без разделки, двухстороннее | 5.0 | 4.0-5.0 | 3.0-4.0 | 200-240 | 8-10 | 2 |
| Автоматическая сварка | ||||||
| Встык, без разделки | 3.0 | 4.0 | 2.5 | 180-200 | 14-16 | 1 |
| Встык, без разделки | 6.0 | 5.0 | 2.5 | 250-290 | 16-18 | 1 |
Подробное видео о сварке алюминия аргоном
Сварка меди в аргоне
Ещё один часто используемый металл – медь. Температура плавления у меди выше, чем у алюминия, так что при толщине свыше 4-5 мм, перед сваркой металл необходимо нагреть до 800°С. В отличие от сварки алюминия, тут используют постоянный ток прямой полярности. Нередко применяют смесь гелия и аргона.
 Так выглядит медь после сварки аргоном
Так выглядит медь после сварки аргоном
К сварке меди стоит подходить, зная ряд нюансов металла:
- Медь при охлаждении обладает свойством усадки, что может создать трещины в шве
- Значительный перегрев во время сварки сделает шов ненадежным и хрупким
- Бытовое оборудование не даст нужный для плавления ток
- При нагреве проявляется свойство текучести. Учтите это, если поверхность места сварки неровная
Плюсы и минусы аргоновой сварки
Перечислим основные преимущества и недостатки аргоновой сварки.
— минимальный нагрев металла
— защита от воздуха
— большая мощность, как следствие высокая производительность (КПД)
— при сварке на открытом воздухе изоляция металла газом может нарушиться
— необходимость в охлаждении
 Тюнинг глушителя с помощью аргонной сварки
Тюнинг глушителя с помощью аргонной сварки
Цены на аргонодуговую сварку в СТО «Глушачок»
В нашем Центре Ремонта Глушителей сварка в среде аргона стоит от 50 до 100 рублей за см. шва в зависимости от сложности ремонта. Чаще всего автомобилисты сталкиваются с необходимостью отремонтировать погнутый колесный литой диск. Если у вас возникли вопросы – обращайтесь! Оставьте свою заявку ниже или позвоните по телефону. Мы работаем ежедневно.
Источник статьи: http://glushachok.ru/argonnaya-svarka-chto-eto-takoe-tehnologiya-metoda/
Аргонная сварка — что это такое, технология метода
Технология аргонодуговой сварки
К настоящему времени, аргонная сварка стала распространенным методом ремонта, как на производствах, так и быту. Для начинающего сварщика навыки ручной или полуавтоматической аргоновой сварки являются необходимыми критериями для профессионального роста.
Аргонная сварка сочетает в себе дуговую и газовую сварку. Благодаря газу, сварочная ванна становится защищена от окисления металла, которое неминуемо при нагреве до высоких температур. Этот факт особенно актуален для алюминия, сложных соединений цветных металлов, легированных сталей.
Качества шва такое, что аргонную сварку применяют не только при ремонте крупных изделий, таких как автомобильные запчасти, но и для восстановления мелких статуэток и других декоративных изделий из металлов.
Таким образом, эта гибридная технология заняла свое место в арсенале всех профессиональных сварщиков. Однако, при должном усердии вы сможете овладеть аргонной сваркой в домашних условиях, имея небольшой опыт дуговой сварки.
Как проходит аргонная сварка
Почему вообще применяют аргон?
Для соединения двух металлических поверхностей, их необходимо разогреть. Нагревательным элементом является электрод из вольфрама, пропускающий большой ток. При обычной сварке место нагревание взаимодействует с кислородом, т.е. происходит окисление. Это нарушает структуру шва, способствует недолговечности, выглядит некрасиво – место шва бросается в глаза. Бывают случаи, когда можно пренебречь эстетикой. Но пренебрегать качеством – как минимум недальновидно. Поэтому чтобы избавить металл от окисления, используют газ, который обволакивает сварочную ванну и защищает её от воздействия кислорода. Область, где присадочная проволока подается на место плавления, называется сварочной ванной. Для этой задачи применяют инертные газы. Они не взаимодействуют с другими веществами, не горят и не поддерживают горение. Т.е. изолируют материал от кислорода. Всего выделают шесть инертных газов: гелий, неон, аргон, криптон, ксенон и радон. В сварке применяют только аргон и гелий. Но гелий – дорогое решение. Он легче воздуха, израсходуется в большом количестве, себестоимость такой сварки вырастет.
Но есть и важный нюанс при работе с аргоном. При изменении полярности тока газ приобретает свойства плазмы. Поясним – прямая полярность означает, что минус находится на электроде. Обратная полярность при дуговой сварке на постоянном токе не используется, так как вольфрамовый электрод быстро разрушается.
Правила сварки аргоном
— сварочную дугу нужно делать как можно меньше. Для этого электрод нужно держать близко к материалу сварки. Сразу не получится, но со временем вы набьете руку
— еще один нюанс – электрод нужно вести продольно. Дрожащей рукой шок получится плохим
— присадочную проволоку подают равномерно, под углом, перед электродом
— заканчивать сварку нужно постепенно понижая ток, без резких подергиваний горелки. Иначе еще горячий металл вступит с контакт с воздухом (кислородом и азотом), что нарушает технику сварки.
Лучший вариант для ремонта дисков — аргонная сварка
Режимы сварки
Сварка аргоном бывает ручной, полуавтоматической, автоматической. Вся разница в участии сварщика в подаче присадочной проволоки и управлении движением горелки. В ручном режиме все эти процессы находятся под контролем сварщика. Поэтому от специалиста требуется опыт и навык, чтобы качественно приварить металлы. В полуавтоматическом режиме проволока подается механически, а при использовании автоматического оборудования сварщик уже не требуется. Управлением сварочным аппаратом занимается оператор.
Ток при сварке может быть как постоянным, так и переменным. Это зависит от свариваемого материала. Алюминий варят переменным током, большинство других материалов – постоянным. Значение тока зависит от диаметра вольфрамового электрода и типа тока. Например, при трёхмиллиметровом электроде потребуется 130 А переменного тока или 160 А постоянного.
Оборудование для аргоновой сварки
На рынке представлены аппараты для дуговой сварки аргоном: WESTER, WERT, РЕСАНТА, FUBAG. Стоимость полупрофессиональных аппаратов колеблется от 10 до 40 тысяч рублей. Обычно это компактные изделия весом до 10 кг, работающие на переменном и постоянном токах, с предельным значением тока 200 Ампер. Подобного оборудования будет более чем достаточно для домашних/бытовых нужд.
Сварочный аппарат состоит из следующих компонентов:
- Горелка
- Трансформатор
- Осциллятор
- Баллон с аргоном
- Реле
- Контактор
- Электроды из вольфрама
- Выпрямитель напряжения
Аппараты TIG для сварки в среде аргона
Каждый начинающий сварщик встречал аббревиатуру TIG. Режим TIG – это сварка с неплавящимся вольфрамовым электродом. Методу уже около 80-лет. Изначально он применялся в тяжелом машиностроении, но практичность позволила использовать ТИГ-сварку в бытовом ремонте.
На рынке на сегодняшний день представлено множество аппаратов для TIG-сварки. Диапазон цен позволит каждому найти оборудование по карману. Встречаются как «домашние» сварочные аппараты до 10 000 рублей, так и профессиональные инверторы, с переменным или постоянным током до 200 А, сконструированные на мощных MOSFET транзисторах.
Альтернатива методу TIG – сварка плавящимся электродом MIG. В этом случае сварная проволока подается из сопла горелки механически. Скорость подачи зависит от величины заданного тока. Как правило, устанавливается автоматически.
Оборудование TIG
Классификация ручной сварки
По типу зажигания дуги:
- С применением осциллятора
- Касанием об изделие
- На выходных планках
В сварке используются следующие газы:
Электрические дуги при сварки аргоном бывают следующих видов:
- Сжатая дуга
- Импульсно-дуговая
- Непрерывно горящая
Защитный газ может быть подан:
- Устойчивым потоком
- В газовой камере
Аргонодуговая сварка алюминия
Алюминий, благодаря своим свойствам, часто используется в машиностроении, в частности, в автомобильном, также многие предметы быта сделаны из алюминия. Он устойчив к коррозии и низким температурам, пластичен, хорошо проводит электрический ток. Алюминий хорошо подходит для создания деталей, труб, втулок, прутьев. Единственный недостаток – во время сварки на его поверхности формируется тонкая оксидная пленка. Единственный способ не допустит её появления – изолировать металл от кислорода.
Чаще всего аргоном варят алюминий
Также при сварке алюминия аргоном применяют переменный ток прямой полярности. Сама по себе оксидная плёнка плавится только при очень высоких температурах, выше, чем алюминий. Поэтому перед началом работы её убирают либо нанесением химических растворов, либо механическими методами.
Сварка алюминия и сплавов в среде аргона
| Тип соединения | Толщина свариваемого металла | Диаметр электрода | Диаметр присадочной проволоки | Сварочный ток | Расход газа | Число проходов |
| Ручная сварка | ||||||
| Отбортовка кромок | 1.0 | 1.0 | — | 40-50 | 4-5 | 1 |
| Встык, без разделки, одностороннее | 3.0 | 3.0-4.0 | 2.0-3.0 | 100-130 | 8-10 | 1 |
| Встык, без разделки, двухстороннее | 5.0 | 4.0-5.0 | 3.0-4.0 | 200-240 | 8-10 | 2 |
| Автоматическая сварка | ||||||
| Встык, без разделки | 3.0 | 4.0 | 2.5 | 180-200 | 14-16 | 1 |
| Встык, без разделки | 6.0 | 5.0 | 2.5 | 250-290 | 16-18 | 1 |
Подробное видео о сварке алюминия аргоном
Сварка меди в аргоне
Ещё один часто используемый металл – медь. Температура плавления у меди выше, чем у алюминия, так что при толщине свыше 4-5 мм, перед сваркой металл необходимо нагреть до 800°С. В отличие от сварки алюминия, тут используют постоянный ток прямой полярности. Нередко применяют смесь гелия и аргона.
Так выглядит медь после сварки аргоном
К сварке меди стоит подходить, зная ряд нюансов металла:
- Медь при охлаждении обладает свойством усадки, что может создать трещины в шве
- Значительный перегрев во время сварки сделает шов ненадежным и хрупким
- Бытовое оборудование не даст нужный для плавления ток
- При нагреве проявляется свойство текучести. Учтите это, если поверхность места сварки неровная
Плюсы и минусы аргоновой сварки
Перечислим основные преимущества и недостатки аргоновой сварки.
— минимальный нагрев металла
— защита от воздуха
— большая мощность, как следствие высокая производительность (КПД)
— при сварке на открытом воздухе изоляция металла газом может нарушиться
— необходимость в охлаждении
Тюнинг глушителя с помощью аргонной сварки
Цены на аргонодуговую сварку в СТО «Глушачок»
В нашем Центре Ремонта Глушителей сварка в среде аргона стоит от 50 до 100 рублей за см. шва в зависимости от сложности ремонта. Чаще всего автомобилисты сталкиваются с необходимостью отремонтировать погнутый колесный литой диск. Если у вас возникли вопросы – обращайтесь! Оставьте свою заявку ниже или позвоните по телефону. Мы работаем ежедневно.
Источник статьи: http://glushachok.ru/argonnaya-svarka-chto-eto-takoe-tehnologiya-metoda/
Сварка кузова ТИГ
#1 Лехандро
#2 Менгон
«Кто раньше встал, того и сапоги»
#3 Лехандро
Ясно, спасибо. Буду руку набивать) Люминий впринципе и не собирался варить, так что не критично. Важно то что раскошеливаться на п/а не нужно будет)
А присадочная проволока для тиг идет такая же как для п/а или же специальная продается?
#4 Миротворец

- Город: г. Иркутск. Александр, можно на ты
#5 Менгон
А присадочная проволока для тиг идет такая же как для п/а или же специальная продается?
«Кто раньше встал, того и сапоги»
#6 Лехандро
#7 Менгон
Почему п/а сильно выиигрывает в рентабельности?
«Кто раньше встал, того и сапоги»
#8 Лехандро
#9 som
Вот посмотрел сколько стоит заправить баллон углекислотой и аргоном то разница то небольшая: аргон 10 л баллон 350 рублей http://www.germes-ga. allony/argon/10 ; СО2 10 л баллон 300 рублей http://www.germes-ga. /uglekislota/10 не большая разница. Почему п/а сильно выиигрывает в рентабельности? или заполняют баллоны с одинаковым объемом для аргона и со2 с разным давлением?
#10 Лехандро
#11 Менгон
«Кто раньше встал, того и сапоги»
#12 Миротворец
- Город: г. Иркутск. Александр, можно на ты
#13 vovanq
Даа я тож всё мечтал о ТИГе и красивых швах, но прикупил- побаловался и понял что для халтур по кузовщине точно неудобно и дорого Самое неприятное это тепловыделение, да и прихватывать не получается так ловко и быстро.
Пока варил поддон и вообще тренировался на алюмишке ушло пол балона аргона (от силы пара дней) СО даже в сервисе меняли раз в пол года, а то и реже.
Источник статьи: http://websvarka.ru/talk/topic/1714-svarka-kuzova-tig/
Что такое аргоновая сварка, технология сварки

Принятое в быту выражение «сварка аргоном» является принципиально неверным. Сам по себе аргон является инертным газом и непосредственном соединении двух металлических деталей не участвует. Есть другое понятие – сварка в инертной среде, где аргон или другой газ служат защитой и препятствуют инициализации негативных процессов. Таким способом в наши дни сваривают различные сплавы металлов, включая и цветные.
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.

Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
- Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
- Инертные газы не вступают в химические реакции с другими элементами. Они не участвуют в сварке металла и никак не влияют на процесс.
- Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.

Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
Сварка инвертором в аргоне
Инверторы применяются и на промышленных предприятиях, и в домашних мастерских. На рынке представлен целый класс оборудования для аргонодуговой сварки, которые преобразуют входящее переменное напряжение в постоянное. Инвертеры отлично приспособлены к скачкам напряжения, которыми повсеместно грешат отечественные сети энергоснабжения.
Инвертор для аргонодуговой сварки отличается небольшим весом, компактными размерами и надежностью. Он подходит для работы в разных условиях и неприхотлив в обслуживании. Именно на таком оборудовании проще всего обучаться начинающим сварщикам.
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны. Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов. Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.

Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.
Как правильно варить аргоном
Начинающим сварщикам не лишним будет усвоить основные правила и порядок выполнения операций при работе с аргоновой сварки:
- Рабочую поверхность очищают от сторонних включений: грязи, масла, жиров, краски и т.д. Важно качественно выполнить очистку, поскольку соединение металлов не терпит никакой грязи. Допускаются любые способы очистки, включая механические и химические.
- За 20 сек перед началом сварочных работ подать инертный газ в рабочую зону. Взять в руки проволоку и горелку, которую расположить поближе к свариваемой поверхности. Дуга образуется сразу после подачи электропитания.
- Вести горилку вдоль линии стыка, избегая поперечных перемещений. Нельзя подавать присадочную проволоку в зону сварки слишком быстро, ибо будет спровоцировано разбрызгивание металла. Лучше всего вести ее немного впереди горелки и быстрыми поступательными движениями добавлять или убирать.
- Важно добиться максимально короткой дуги. В этом случае шов будет узким, глубоким и эстетичным на вид. Особенно обратить внимание на данный нюанс следует в случаях работы с неплавящимся электродом.
- Горелка и присадочная проволока обязательно должны быть внутри защитной оболочки из инертного газа.
- Заваривать кратер нужно путем понижения подаваемого к горелке напряжения, но не прерыванием дуги. Подача инертного газа перекрывается через 15 секунд после завершения сварки.

Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.

Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Преимущества и недостатки
Минусов аргонная сварка имеет немного и перечислить их не составит никакого труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- методом не смогут воспользоваться новички из-за технической сложности.

Преимущества на этом фоне выглядят куда внушительней:
- высококачественные швы;
- благодаря умеренному прогреву металла отсутствует деформация свариваемого шва;
- уникальная возможность работы с широким спектром металлов;
- допускается сваривание неоднородных заготовок;
- применение высокотемпературного режима позволяет значительно ускорить выполнение работы.
Из списка видно, что недостатки относятся к числу незначительных и решаемых проблем. В то время как преимущества обусловлены особенностями оборудования и технологий. Эксклюзивные возможности, которые нельзя получить с использованием любой иной технологии.
Источник статьи: http://vtmstol.ru/blog/argonovaja-svarka