Технология изготовления кузова автомобиля шевроле
Кузов первых моделей ВАЗ, так называемой «классической» компоновки, соответствовал требованиям своего времени и представлял собой конструкцию, которая состояла из нескольких крупногабаритных деталей (крыша, капот, панели пола, щиток передка) и большого числа сварных узлов, включающих относительно простые мелкие детали. Конструкция определяла и требования к материалам, и технологиям штамповки и сварки.
Так, основную массу деталей выполняли из холоднокатаного проката стали 08Ю категорий вытяжки СВ, ОСВ, а наиболее простые детали — из сталей 08кп и 08пс категории вытяжки ВГ. Прокат первой группы отделки поверхности, соответствующий категориям вытяжки ОСВ и ВОСВ для лицевых деталей кузова, закупали главным образом за рубежом.
Комплекс сварки кузовов классических моделей (ВАЗ-2101 — ВАЗ-2107) состоял из поточных линий на базе многоточечных сварочных машин и стендов ручной сварки. То есть оборудования, предназначенного для сварки непокрытых сталей. Оно отличалось высокой производительностью, относительной компактностью, надежностью в эксплуатации, хорошей ремонтопригодностью и в то же время — недостаточной гибкостью, что не способствовало изменению конструкции деталей в процессе модернизации автомобиля или смены модельного ряда, имело ограничения по сварке деталей из оцинкованных сталей. В частности, в последнем случае существенно снижало свою производительность из-за необходимости остановок для проведения периодической ручной зачистки электродов контактных машин.
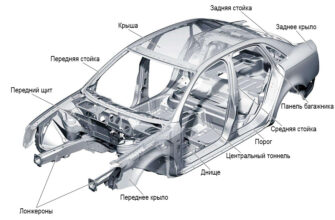
К моменту постановки на производство семейства автомобилей ВАЗ-2108 требования к кузову изменились. Соответственно другими стали и подходы к его проектированию. Например, кузов ВАЗ-2108, в отличие от кузова ВАЗ-2101, не имеет деталей и узлов, устанавливаемых в процессе доварки черного кузова. Он состоит из каркаса и съемных узлов (двери, капот, крылья), а каркас — из пяти основных узлов: пола, правой и левой боковин, рамы ветрового окна и крыши. В результате конструкция стала более технологичной, в ней снизилось число деталей и узлов. К примеру, если кузов автомобиля ВАЗ-21013 состоял из 536 деталей, то кузов ВАЗ-2108 — из 368. Благодаря этому удалось уменьшить и число сборочно-сварочных операций, и число сварочных точек. (К примеру, последних с 7300 до 4300.) При этом доля сварки в автоматических линиях увеличилась с 45 до 96 %. Итог трудоемкость изготовления кузова снизилась с 9,89 до 6,7 нормо-ч, численность рабочих в цехах сварки — на 350 чел.
Автомобили семейства ВАЗ-2108 были первыми среди отечественных АТС, где для повышения коррозионной стойкости кузова стали применять детали из электрооцинкованного проката. Всего таких деталей 16, а их масса составляет
11 % обшей массы кузова.
Появление нового типа материала серьезно повлияло и на технологию изготовления кузова. Дело в том, что штамповать детали из оцинкованных сталей гораздо сложнее: покрытие существенно влияет на коэффициент трения в зоне контакта заготовки со штампом и, следовательно, на условия течения металла в процессе формовки и вытяжки; поверхностный слой имеет склонность к шелушению и отслоению в условиях пластической деформации металла-основы и контактного воздействия со стороны штампового инструмента, В силу этих особенностей штамповка электрооцинкованного проката требует дополнительных затрат и ужесточения технологической дисциплины. Например, при рубке заготовок, чтобы избежать отслоений покрытия в зоне реза и последующего их переноса с кромок заготовок на зеркало штампа, нужно очень точно выдерживать зазоры в режущем инструменте. Иначе в процессе штамповки, когда контактные давления очень высоки, сдираемые микрочастицы цинка привариваются к поверхности штампа, постепенно коагулируют и накапливаются в виде достаточно крупных металлических наростов, которые травмируют поверхность листа, оставляя на ней дефекты в виде выпуклостей, что совершенно недопустимо для лицевых деталей кузова.
Вторая группа особенностей оцинкованных сталей — их худшая, по сравнению с непокрытым металлом, свариваемость и повышенный износ сварочных электродов. Потому, что цинковое покрытие увеличивает контактные электросопротивления в парах «электрод — деталь» и «деталь — деталь». Следовательно, уменьшает сварочный ток и количество теплоты в зоне свариваемого соединения. Чтобы компенсировать это явление, сварочный ток приходится увеличивать, в зависимости от типа покрытия, на 5—15 %. Но в условиях высоких токов, температур и давления материал электрода начинает активно взаимодействовать с цинком, образуя легкоплавкие эвтектики (латуни). В итоге электрод по микронеровностям очень «охотно» приваривается к поверхности листа, а при размыкании контакта вызывает повышенную эрозию контактной поверхности. При этом масса данного участка поверхности возрастает, значит, снижаются плотность тока в контакте и диаметр ядра сварочной точки. Кроме того, постепенно образующийся слой латуни на контактной поверхности электрода повышает его электрическое сопротивление и соответственно снижает количество теплоты, выделяющейся в сварном соединении, что также уменьшает диаметр ядра сварной точки.
Было очевидно, что решить перечисленные проблемы можно только одним способом — перейти на оборудование, способное автоматически регулировать величины сварочного тока и периодически зачищать рабочую поверхность электродов. Что и сделали: ВАЗ перешел на автоматические линии и посты, оснащенные робототехническими комплексами, созданными в сотрудничестве с фирмами «Сиаки» и «Кука».
Следующим этапом эволюции кузова стали разработка и постановка на производство автомобилей семейства ВАЗ-2110. Данный этап во многом перенял лучшие технические решения, опробованные на семействе ВАЗ-2108. Например, общее число деталей кузова, несмотря на более сложную конструкцию, снизилось, по сравнению с ВАЗ-2108, на 20 шт., а число сварочных точек возросло лишь на 478 (10 %). Однако необходимость обеспечения современных требований экономики заставила улучшать аэродинамику автомобиля и, как следствие, усложнять форму деталей. Что повлекло за собой увеличение объемов применения высокотехнологичных штампуемых сталей, еще большее ужесточение требований к оборудованию и штамповой оснастке. Поэтому под проект пришлось закупить и смонтировать пять новых автоматических вырубных и штамповочных линий, в том числе уникальный для России шестипозиционный пресс-автомат усилием 32 тыс. кН с гидравлической маркетной подушкой на первой позиции, выпускаемый немецкой фирмой «Эрфурт» и предназначенный для штамповки крупногабаритных деталей. Кроме того, под техническим руководством ВАЗа отечественными металлургическими комбинатами ОАО «НЛМК» (Липецк), «Северсталь» (Череповец), «ММК» (Магнитогорск), «АО ЛМЗ» (Лысьва) совместно с ЦНИИЧМ имени Бардина (Москва) было освоено производство современных автолистовых сталей, в том числе с цинковыми покрытиями, что позволило полностью обеспечить нынешнюю потребность отечественной автомобильной промышленности в качественном металлопрокате. В том числе практически всю потребность ВАЗа в холоднокатаном листе первой группы отделки поверхности (-155 тыс. т в год, из них 41 тыс. т — оцинкованный прокат), в горячеоцинкованной (-9 тыс. т в год) и электрооцинкованной (-76 тыс. т в год) сталях.
В настоящее время с целью повышения качества штампуемых деталей проводятся работы с металлургическими комбинатами по использованию нового поколения консервационно-технологических смазок для листового проката, внедрению специальных моечных машин для особо ответственных лицевых деталей кузова. Нарабатываются мероприятия по исключению попадания дополнительных загрязнений на поверхность проката в процессах переработки (резка заготовок, хранение, транспортировка и штамповка).
Объем применения оцинкованных сталей в кузове ВАЗ-2110 достиг 52 %его массы. Что в сочетании с дополнительной обработкой опасных зон специальными защитными составами и высококачественным лакокрасочным покрытием гарантирует защиту его деталей от сквозной коррозии на срок до шести лет. Однако рост числа деталей, выполняемых из оцинкованных сталей, еще более обострил проблему обеспечения качества штамповки. В частности, чтобы уменьшить налипание цинка, необходима дополнительная операция ручной периодической очистки зеркала штампа. Что, безусловно, сказывается на трудоемкости изготовления деталей и производительности оборудования. Поэтому ВАЗ проводит подготовительные работы по закупке лицензии и освоению технологии хромирования формообразующих поверхностей штампов, которое, как известно, позволяет решить проблему на современном уровне.
Широкое применение оцинкованных сталей потребовало принятия новых решений и в отношении всего сварочного комплекса, в том числе значительного усложнения, как механики, так и систем управления сварочных линий: теперь общее число используемых сварочных роботов достигло 220 шт. В состав автоматических линий, кроме традиционных постов сварки, вошли посты промазки кузова мастиками перед сваркой и нанесения высокопрочного клея на стыке капота перед его зафланцовкой. В линиях сварки впервые в нашей стране в больших (
50 шт./кузов) объемах применена полуавтоматическая и автоматическая дугоконтактная приварка болтов, заменившая собой традиционную рельефную сварку, требующую пробивки отверстий в листовой детали.
Автомобиль ВАЗ-1118 — очередной шаг на пути повышения безопасности и коррозионной стойкости кузова. И хотя объем применения оцинкованных сталей здесь остался на уровне кузова автомобиля ВАЗ-2110, существенно изменилась структура этого объема: значительно увеличилась доля горячеоцинкованного проката, а доля электрооцинкованного, наоборот, снизилась, что позволило существенно увеличить поверхность деталей, защищенных цинковым покрытием. Так, если у кузова ВАЗ-2110 оцинкованная поверхность составляла 29 %, то у ВАЗ-2118 — уже 52 %.
Переход на горячеоцинкованный прокат выгоден и в экономическом отношении: технологическая себестоимость изготовления данного проката на 10—15 % ниже, чем проката электрооцинкованного. Кроме того, он более технологичен с точки зрения штамповки. Во-первых, в качестве его основы используются высокопластичные стали со сверхнизким содержанием углерода (IF-стали); во-вторых, покрытие из более мягкого металла оказывает то же влияние, что и твердая смазка, т. е. в определенной степени облегчает процесс штамповки, улучшая условия течения металла.
Проблема обеспечения свариваемости горячеоцинкованного проката решается за счет использования сварочных роботов с современными системами управления циклом сварки и автоматической зачисткой электродов. Для снижения затрат на электродные материалы применяются электроды колпачкового типа с внутренним посадочным конусом.
Вторая особенность кузова ВАЗ-1118 — более широкое, чем на ВАЗ-2110, применение низколегированных и двухфазных (ферритно-мартенситных) сталей повышенной прочности, освоенных отечественной металлургической промышленностью (НЛМК и ЧерМК). Такой переход, во-первых, увеличивает прочность и уровень пассивной безопасности кузова, во-вторых, снижает его материалоемкость (собственную массу) и положительно сказывается на динамических характеристиках, топливной экономичности и других потребительских свойствах автомобиля.
Источник статьи: http://www.avtomash.ru/guravto/2004/20041228.htm
KUNST! Как собирают российские Chevrolet Niva и Chevrolet Viva

На совместном предприятии собирают автомобили Chevrolet Niva и Viva. Доля первых значительно больше.
Можно ли в России собирать качественные автомобили? Если речь идёт о построенном «с нуля» заводе иностранной компании, то большинство ответит на этот вопрос утвердительно — примеры есть. А что, если завод — это совместное предприятие General Motors и АвтоВАЗ, где собираются Chevrolet Niva и Viva?
Тут уже многие призадумаются: нелестных отзывов о надёжности Niva первых лет выпуска было немало, а о Viva вообще мало кто знает. Но в последнее время нареканий в адрес этих машин практически не слышно. Люди привыкли, или всё же поменялось? За ответом мы отправились в Тольятти, чтобы своими глазами посмотреть, как собирают эти автомобили.
Завод
Пока мы ехали к заводу СП по одному из широченных проспектов Тольятти, мы миновали высокое здание заводоуправления АвтоВАЗ, трёхкилометровый конвейер, где собирают «Лады», новый цех по сборке «Калин»… А сам завод СП скромно приютился на сравнительно небольшом участке. В отличие от АвтоВАЗа с его старыми обшарпанными стенами он выглядит очень аккуратно — симпатичные синие стены, ухоженная территория.
Первый автомобиль сошёл с конвейера СП в сентябре 2002 года. Это была Chevrolet Niva, а позже начали собирать и модель Viva — фактически, слегка переделанный седан Opel Astra предыдущего поколения. На строительство завода и подготовку производства понадобилось всего 11 месяцев — почти что рекордный срок. И во многом это заслуга Джона Милонаса (John Milonas) — человека, который к тому моменту уже построил и запустил восемь заводов.
Причём главной сложностью для Милонаса было не строительство завода как таковое, а обучение рабочих западной культуре производства и обеспечение должного уровня качества. Все работающие на совместном предприятии прошли курсы обучения на других заводах General Motors, плюс с самого начала была введена строгая система контроля качества.
Правда, сперва не всё пошло гладко: судя по статистике гарантийных случаев, в первые годы с качеством действительно были трудности. Причём главную проблему представляли комплектующие: не все поставщики смогли обеспечить требуемый заводом уровень качества. Но теперь, по словам заводчан, ситуация меняется. По статистике, у выпускаемых сейчас автомобилей в первый год эксплуатации поломки случаются как минимум в три раза реже.
Все проблемные операции Милонас контролировал, а иногда и выполнял самостоятельно, «подавая личный пример» рабочим. Он фотографировал отдельные моменты сборки и развешивал эти снимки на стене своего кабинета — на заводе её прозвали «стеной плача». Фотография висела на стене до тех пор, пока проблема с качеством работы не решалась.
На заводе много молодых рабочих — как нам рассказали местные жители, молодёжь старается устроиться именно на СП. Здесь лучше и перспективы, и условия труда. Форма, кстати, тоже «молодёжная». Так, например, каска у рабочих «замаскирована» под бейсболку — поначалу мы даже не сразу это поняли.
Производство
Внутри сразу же бросаются в глаза чистота и порядок — совсем как на западных производствах. Кстати, СП не делает кузовов для Niva — они через «дыру» в стене по конвейеру приходят с АвтоВАЗа и сразу же попадают в цех окраски. Кузова Viva также попадают сюда через ту же «дверь», но делают их «на месте», на собственном сварочном производстве. В цехе окраски, оснащённом оборудованием известной фирмы Eisenmann — поставщика многих западных заводов, кузов сначала «купается» в 12 ваннах, проходя мойку, обезжиривание и грунтование (процесс полностью автоматизирован). После этого грунт сушится и шлифуется, а поверх него кладутся мастики и «праймер» — грунт, на который непосредственно наносится краска. Он кладётся вручную, и допускают к этому процессу только самых опытных и квалифицированных рабочих: ведь чем ровнее будет поверхность, тем легче (и лучше) будет затем окрашиваться кузов.
А вот сама краска вновь наносится «роботами» в два этапа: сначала — электростатическим способом, потом — пневмораспылением. Это делается для того, чтобы в случае ремонта проще было «попасть в цвет»: если наносить всю краску электростатическим способом, то она, конечно, ляжет несколько лучше и равномернее, но воспроизвести данный оттенок в незаводских условиях станет практически невозможно.
После окраски и оснастки кузов поступает на сборочный конвейер. Расположен он довольно компактно и разбит на несколько участков, между которыми находятся так называемые буферные зоны, где скапливаются автомобили с предыдущего участка. Такое решение позволяет остановить только одну часть конвейера, не прерывая работы остальных. В одном здании с конвейером расположены и склады, причём детали находятся в непосредственной близости от того участка конвейера, где они необходимы.
С кузова снимают двери и отправляют их на отдельную линию — уже готовые, они будут вновь «надеты» на кузов ближе к концу сборки. Практически каждая операция, выполняемая рабочим на конвейере, контролируется. Например, затяжка каждого болта производится специальным устройством со сменными насадками. По тому, какая из насадок надета на него в данный момент, он «понимает», с каким моментом нужно закрутить болт, и не даёт рабочему завернуть неправильно — машина с «недотянутыми» или «перетянутыми» болтами просто не сможет продвинуться дальше по конвейеру.
На случай проблем с операций у рабочего припасён андон — специальный шнур, протянутый вдоль всего конвейера. Дёргая за него, сборщик оповещает бригадира о возникших сложностях. Если же проблему не удастся решить на месте, участок конвейера можно остановить или снять с него автомобиль.
По завершении сборки автомобиль отправляют на финальную проверку качества. Тут и дождевая камера, в которой на машину за несколько минут специальные форсунки выливают несколько тонн воды, и беговые барабаны, и, помимо всего прочего, «субъективный» контроль сотрудниками завода.
Кроме Chevrolet Niva, в собирают ещё один автомобиль — седан Viva. Но львиная доля производства приходится именно на первую модель. Неудивительно, что на конвейере мы не увидели ни одной Viva, да и в Москве эта машина редкость — о ней вообще мало кто слышал. На самом деле этот автомобиль до сих пор производится, правда, в небольших количествах.
Изначально из Viva хотели сделать «народный автомобиль» вроде Ford Focus. Для этого в Тольятти даже планировали наладить штамповку кузовных панелей и производство двигателей Opel — но планам не суждено было сбыться.
Как объяснил нам Ричард Свандо (Richard Swando), нынешний генеральный директор СП , продвижению Viva препятствуют несколько причин. , у автомобиля всего один тип кузова, один двигатель объёмом 1,8 литра и только механическая коробка передач. Ни более-менее мощных двигателей, ни «автоматов», ни других типов кузовов уже не появится. И потом, россияне, как оказалось, не очень охотно покупают модель, которая в Европе уже снята с производства и считается «устаревшей», пусть даже она и превосходит многие «современные» аналоги.
Непростая ситуация сложилась и с Chevrolet Niva. Когда завод ещё только строили, инженерам СП представили проект новой «Нивы», подготовленной на ВАЗе. Автомобиль был «сырой», а качество комплектующих — не то чтобы высокое. Поэтому пришлось в срочном порядке вносить серьёзные изменения в конструкцию — к моменту запуска автомобиля в производство их насчитывалось уже более тысячи. Отказались от электроусилителя, приспособив вместо него гидроусилитель ZF, серьёзно изменили конструкцию КПП… Кстати, и двигатели, и коробки передач производятся на ВАЗе, но на особой линии и под «надзором» специалистов СП.
В ходе нашей поездки мы познакомились и со специальной версией Chevrolet Niva Trophy. Эта модификация оснащена тремя блокирующимися дифференциалами, «зубастыми» шинами, новой главной парой в трансмиссии, настроенными под бездорожье газовыми амортизаторами, лебёдкой, шноркелем, багажником на крыше. По словам менеджера по экспериментальным и перспективным разработкам СП Вадима Классена, эта Niva Trophy отлично подойдёт для охотников и рыбаков. Причём большинство изменений в конструкции направлено не столько на улучшение внедорожных качеств — с ними, как оказалось, у Niva и так всё в порядке, — сколько на повышение «автономности» автомобиля. Теперь на нём можно забираться в отдалённые и труднодоступные места, не боясь остаться там навсегда.
Будущее
Что ждёт СП в ближайшее время? Судя по всему — ничего плохого. «Нива» пользуется устойчивым спросом, к тому же в скором времени она подвергнется рестайлингу, а вдобавок появится версия FAM1 с двигателем Opel. Этот автомобиль, кстати, станет куда лучше нынешней «Нивы» в плане безопасности — у него будет изменённая силовая структура кузова с зонами запрограммированной деформации, две подушки безопасности, ремни с преднатяжителями и ABS. Стоить автомобиль будет 538 тысяч рублей, или порядка 20 тысяч долларов. Кстати, кузовные доработки скоро ждут и «обычную» версию Chevrolet Niva.
Viva тоже никуда не исчезнет — автомобили, собираемые на заводе, подолгу у дилеров не задерживаются. А в скором времени, по словам Ричарда Свандо, ассортимент продукции завода может расшириться. Правда, пока не ясно, какая из моделей встанет на конвейер — руководство General Motors ещё не приняло решения на этот счёт.
Источник статьи: http://www.drive.ru/kunst/chevrolet/4efb32ba00f11713001e1ebf.html
Технология изготовления кузова автомобиля шевроле
Кузов первых моделей ВАЗ, так называемой «классической» компоновки, соответствовал требованиям своего времени и представлял собой конструкцию, которая состояла из нескольких крупногабаритных деталей (крыша, капот, панели пола, щиток передка) и большого числа сварных узлов, включающих относительно простые мелкие детали. Конструкция определяла и требования к материалам, и технологиям штамповки и сварки.
Так, основную массу деталей выполняли из холоднокатаного проката стали 08Ю категорий вытяжки СВ, ОСВ, а наиболее простые детали — из сталей 08кп и 08пс категории вытяжки ВГ. Прокат первой группы отделки поверхности, соответствующий категориям вытяжки ОСВ и ВОСВ для лицевых деталей кузова, закупали главным образом за рубежом.
Комплекс сварки кузовов классических моделей (ВАЗ-2101 — ВАЗ-2107) состоял из поточных линий на базе многоточечных сварочных машин и стендов ручной сварки. То есть оборудования, предназначенного для сварки непокрытых сталей. Оно отличалось высокой производительностью, относительной компактностью, надежностью в эксплуатации, хорошей ремонтопригодностью и в то же время — недостаточной гибкостью, что не способствовало изменению конструкции деталей в процессе модернизации автомобиля или смены модельного ряда, имело ограничения по сварке деталей из оцинкованных сталей. В частности, в последнем случае существенно снижало свою производительность из-за необходимости остановок для проведения периодической ручной зачистки электродов контактных машин.
К моменту постановки на производство семейства автомобилей ВАЗ-2108 требования к кузову изменились. Соответственно другими стали и подходы к его проектированию. Например, кузов ВАЗ-2108, в отличие от кузова ВАЗ-2101, не имеет деталей и узлов, устанавливаемых в процессе доварки черного кузова. Он состоит из каркаса и съемных узлов (двери, капот, крылья), а каркас — из пяти основных узлов: пола, правой и левой боковин, рамы ветрового окна и крыши. В результате конструкция стала более технологичной, в ней снизилось число деталей и узлов. К примеру, если кузов автомобиля ВАЗ-21013 состоял из 536 деталей, то кузов ВАЗ-2108 — из 368. Благодаря этому удалось уменьшить и число сборочно-сварочных операций, и число сварочных точек. (К примеру, последних с 7300 до 4300.) При этом доля сварки в автоматических линиях увеличилась с 45 до 96 %. Итог трудоемкость изготовления кузова снизилась с 9,89 до 6,7 нормо-ч, численность рабочих в цехах сварки — на 350 чел.
Автомобили семейства ВАЗ-2108 были первыми среди отечественных АТС, где для повышения коррозионной стойкости кузова стали применять детали из электрооцинкованного проката. Всего таких деталей 16, а их масса составляет
11 % обшей массы кузова.
Появление нового типа материала серьезно повлияло и на технологию изготовления кузова. Дело в том, что штамповать детали из оцинкованных сталей гораздо сложнее: покрытие существенно влияет на коэффициент трения в зоне контакта заготовки со штампом и, следовательно, на условия течения металла в процессе формовки и вытяжки; поверхностный слой имеет склонность к шелушению и отслоению в условиях пластической деформации металла-основы и контактного воздействия со стороны штампового инструмента, В силу этих особенностей штамповка электрооцинкованного проката требует дополнительных затрат и ужесточения технологической дисциплины. Например, при рубке заготовок, чтобы избежать отслоений покрытия в зоне реза и последующего их переноса с кромок заготовок на зеркало штампа, нужно очень точно выдерживать зазоры в режущем инструменте. Иначе в процессе штамповки, когда контактные давления очень высоки, сдираемые микрочастицы цинка привариваются к поверхности штампа, постепенно коагулируют и накапливаются в виде достаточно крупных металлических наростов, которые травмируют поверхность листа, оставляя на ней дефекты в виде выпуклостей, что совершенно недопустимо для лицевых деталей кузова.
Вторая группа особенностей оцинкованных сталей — их худшая, по сравнению с непокрытым металлом, свариваемость и повышенный износ сварочных электродов. Потому, что цинковое покрытие увеличивает контактные электросопротивления в парах «электрод — деталь» и «деталь — деталь». Следовательно, уменьшает сварочный ток и количество теплоты в зоне свариваемого соединения. Чтобы компенсировать это явление, сварочный ток приходится увеличивать, в зависимости от типа покрытия, на 5—15 %. Но в условиях высоких токов, температур и давления материал электрода начинает активно взаимодействовать с цинком, образуя легкоплавкие эвтектики (латуни). В итоге электрод по микронеровностям очень «охотно» приваривается к поверхности листа, а при размыкании контакта вызывает повышенную эрозию контактной поверхности. При этом масса данного участка поверхности возрастает, значит, снижаются плотность тока в контакте и диаметр ядра сварочной точки. Кроме того, постепенно образующийся слой латуни на контактной поверхности электрода повышает его электрическое сопротивление и соответственно снижает количество теплоты, выделяющейся в сварном соединении, что также уменьшает диаметр ядра сварной точки.
Было очевидно, что решить перечисленные проблемы можно только одним способом — перейти на оборудование, способное автоматически регулировать величины сварочного тока и периодически зачищать рабочую поверхность электродов. Что и сделали: ВАЗ перешел на автоматические линии и посты, оснащенные робототехническими комплексами, созданными в сотрудничестве с фирмами «Сиаки» и «Кука».
Следующим этапом эволюции кузова стали разработка и постановка на производство автомобилей семейства ВАЗ-2110. Данный этап во многом перенял лучшие технические решения, опробованные на семействе ВАЗ-2108. Например, общее число деталей кузова, несмотря на более сложную конструкцию, снизилось, по сравнению с ВАЗ-2108, на 20 шт., а число сварочных точек возросло лишь на 478 (10 %). Однако необходимость обеспечения современных требований экономики заставила улучшать аэродинамику автомобиля и, как следствие, усложнять форму деталей. Что повлекло за собой увеличение объемов применения высокотехнологичных штампуемых сталей, еще большее ужесточение требований к оборудованию и штамповой оснастке. Поэтому под проект пришлось закупить и смонтировать пять новых автоматических вырубных и штамповочных линий, в том числе уникальный для России шестипозиционный пресс-автомат усилием 32 тыс. кН с гидравлической маркетной подушкой на первой позиции, выпускаемый немецкой фирмой «Эрфурт» и предназначенный для штамповки крупногабаритных деталей. Кроме того, под техническим руководством ВАЗа отечественными металлургическими комбинатами ОАО «НЛМК» (Липецк), «Северсталь» (Череповец), «ММК» (Магнитогорск), «АО ЛМЗ» (Лысьва) совместно с ЦНИИЧМ имени Бардина (Москва) было освоено производство современных автолистовых сталей, в том числе с цинковыми покрытиями, что позволило полностью обеспечить нынешнюю потребность отечественной автомобильной промышленности в качественном металлопрокате. В том числе практически всю потребность ВАЗа в холоднокатаном листе первой группы отделки поверхности (-155 тыс. т в год, из них 41 тыс. т — оцинкованный прокат), в горячеоцинкованной (-9 тыс. т в год) и электрооцинкованной (-76 тыс. т в год) сталях.
В настоящее время с целью повышения качества штампуемых деталей проводятся работы с металлургическими комбинатами по использованию нового поколения консервационно-технологических смазок для листового проката, внедрению специальных моечных машин для особо ответственных лицевых деталей кузова. Нарабатываются мероприятия по исключению попадания дополнительных загрязнений на поверхность проката в процессах переработки (резка заготовок, хранение, транспортировка и штамповка).
Объем применения оцинкованных сталей в кузове ВАЗ-2110 достиг 52 %его массы. Что в сочетании с дополнительной обработкой опасных зон специальными защитными составами и высококачественным лакокрасочным покрытием гарантирует защиту его деталей от сквозной коррозии на срок до шести лет. Однако рост числа деталей, выполняемых из оцинкованных сталей, еще более обострил проблему обеспечения качества штамповки. В частности, чтобы уменьшить налипание цинка, необходима дополнительная операция ручной периодической очистки зеркала штампа. Что, безусловно, сказывается на трудоемкости изготовления деталей и производительности оборудования. Поэтому ВАЗ проводит подготовительные работы по закупке лицензии и освоению технологии хромирования формообразующих поверхностей штампов, которое, как известно, позволяет решить проблему на современном уровне.
Широкое применение оцинкованных сталей потребовало принятия новых решений и в отношении всего сварочного комплекса, в том числе значительного усложнения, как механики, так и систем управления сварочных линий: теперь общее число используемых сварочных роботов достигло 220 шт. В состав автоматических линий, кроме традиционных постов сварки, вошли посты промазки кузова мастиками перед сваркой и нанесения высокопрочного клея на стыке капота перед его зафланцовкой. В линиях сварки впервые в нашей стране в больших (
50 шт./кузов) объемах применена полуавтоматическая и автоматическая дугоконтактная приварка болтов, заменившая собой традиционную рельефную сварку, требующую пробивки отверстий в листовой детали.
Автомобиль ВАЗ-1118 — очередной шаг на пути повышения безопасности и коррозионной стойкости кузова. И хотя объем применения оцинкованных сталей здесь остался на уровне кузова автомобиля ВАЗ-2110, существенно изменилась структура этого объема: значительно увеличилась доля горячеоцинкованного проката, а доля электрооцинкованного, наоборот, снизилась, что позволило существенно увеличить поверхность деталей, защищенных цинковым покрытием. Так, если у кузова ВАЗ-2110 оцинкованная поверхность составляла 29 %, то у ВАЗ-2118 — уже 52 %.
Переход на горячеоцинкованный прокат выгоден и в экономическом отношении: технологическая себестоимость изготовления данного проката на 10—15 % ниже, чем проката электрооцинкованного. Кроме того, он более технологичен с точки зрения штамповки. Во-первых, в качестве его основы используются высокопластичные стали со сверхнизким содержанием углерода (IF-стали); во-вторых, покрытие из более мягкого металла оказывает то же влияние, что и твердая смазка, т. е. в определенной степени облегчает процесс штамповки, улучшая условия течения металла.
Проблема обеспечения свариваемости горячеоцинкованного проката решается за счет использования сварочных роботов с современными системами управления циклом сварки и автоматической зачисткой электродов. Для снижения затрат на электродные материалы применяются электроды колпачкового типа с внутренним посадочным конусом.
Вторая особенность кузова ВАЗ-1118 — более широкое, чем на ВАЗ-2110, применение низколегированных и двухфазных (ферритно-мартенситных) сталей повышенной прочности, освоенных отечественной металлургической промышленностью (НЛМК и ЧерМК). Такой переход, во-первых, увеличивает прочность и уровень пассивной безопасности кузова, во-вторых, снижает его материалоемкость (собственную массу) и положительно сказывается на динамических характеристиках, топливной экономичности и других потребительских свойствах автомобиля.
Источник статьи: http://www.avtomash.ru/guravto/2004/20041228.htm
KUNST! Как собирают российские Chevrolet Niva и Chevrolet Viva
На совместном предприятии собирают автомобили Chevrolet Niva и Viva. Доля первых значительно больше.
Можно ли в России собирать качественные автомобили? Если речь идёт о построенном «с нуля» заводе иностранной компании, то большинство ответит на этот вопрос утвердительно — примеры есть. А что, если завод — это совместное предприятие General Motors и АвтоВАЗ, где собираются Chevrolet Niva и Viva?
Тут уже многие призадумаются: нелестных отзывов о надёжности Niva первых лет выпуска было немало, а о Viva вообще мало кто знает. Но в последнее время нареканий в адрес этих машин практически не слышно. Люди привыкли, или всё же поменялось? За ответом мы отправились в Тольятти, чтобы своими глазами посмотреть, как собирают эти автомобили.
Завод
Пока мы ехали к заводу СП по одному из широченных проспектов Тольятти, мы миновали высокое здание заводоуправления АвтоВАЗ, трёхкилометровый конвейер, где собирают «Лады», новый цех по сборке «Калин»… А сам завод СП скромно приютился на сравнительно небольшом участке. В отличие от АвтоВАЗа с его старыми обшарпанными стенами он выглядит очень аккуратно — симпатичные синие стены, ухоженная территория.
Первый автомобиль сошёл с конвейера СП в сентябре 2002 года. Это была Chevrolet Niva, а позже начали собирать и модель Viva — фактически, слегка переделанный седан Opel Astra предыдущего поколения. На строительство завода и подготовку производства понадобилось всего 11 месяцев — почти что рекордный срок. И во многом это заслуга Джона Милонаса (John Milonas) — человека, который к тому моменту уже построил и запустил восемь заводов.
Причём главной сложностью для Милонаса было не строительство завода как таковое, а обучение рабочих западной культуре производства и обеспечение должного уровня качества. Все работающие на совместном предприятии прошли курсы обучения на других заводах General Motors, плюс с самого начала была введена строгая система контроля качества.
Правда, сперва не всё пошло гладко: судя по статистике гарантийных случаев, в первые годы с качеством действительно были трудности. Причём главную проблему представляли комплектующие: не все поставщики смогли обеспечить требуемый заводом уровень качества. Но теперь, по словам заводчан, ситуация меняется. По статистике, у выпускаемых сейчас автомобилей в первый год эксплуатации поломки случаются как минимум в три раза реже.
Все проблемные операции Милонас контролировал, а иногда и выполнял самостоятельно, «подавая личный пример» рабочим. Он фотографировал отдельные моменты сборки и развешивал эти снимки на стене своего кабинета — на заводе её прозвали «стеной плача». Фотография висела на стене до тех пор, пока проблема с качеством работы не решалась.
На заводе много молодых рабочих — как нам рассказали местные жители, молодёжь старается устроиться именно на СП. Здесь лучше и перспективы, и условия труда. Форма, кстати, тоже «молодёжная». Так, например, каска у рабочих «замаскирована» под бейсболку — поначалу мы даже не сразу это поняли.
Производство
Внутри сразу же бросаются в глаза чистота и порядок — совсем как на западных производствах. Кстати, СП не делает кузовов для Niva — они через «дыру» в стене по конвейеру приходят с АвтоВАЗа и сразу же попадают в цех окраски. Кузова Viva также попадают сюда через ту же «дверь», но делают их «на месте», на собственном сварочном производстве. В цехе окраски, оснащённом оборудованием известной фирмы Eisenmann — поставщика многих западных заводов, кузов сначала «купается» в 12 ваннах, проходя мойку, обезжиривание и грунтование (процесс полностью автоматизирован). После этого грунт сушится и шлифуется, а поверх него кладутся мастики и «праймер» — грунт, на который непосредственно наносится краска. Он кладётся вручную, и допускают к этому процессу только самых опытных и квалифицированных рабочих: ведь чем ровнее будет поверхность, тем легче (и лучше) будет затем окрашиваться кузов.
А вот сама краска вновь наносится «роботами» в два этапа: сначала — электростатическим способом, потом — пневмораспылением. Это делается для того, чтобы в случае ремонта проще было «попасть в цвет»: если наносить всю краску электростатическим способом, то она, конечно, ляжет несколько лучше и равномернее, но воспроизвести данный оттенок в незаводских условиях станет практически невозможно.
После окраски и оснастки кузов поступает на сборочный конвейер. Расположен он довольно компактно и разбит на несколько участков, между которыми находятся так называемые буферные зоны, где скапливаются автомобили с предыдущего участка. Такое решение позволяет остановить только одну часть конвейера, не прерывая работы остальных. В одном здании с конвейером расположены и склады, причём детали находятся в непосредственной близости от того участка конвейера, где они необходимы.
С кузова снимают двери и отправляют их на отдельную линию — уже готовые, они будут вновь «надеты» на кузов ближе к концу сборки. Практически каждая операция, выполняемая рабочим на конвейере, контролируется. Например, затяжка каждого болта производится специальным устройством со сменными насадками. По тому, какая из насадок надета на него в данный момент, он «понимает», с каким моментом нужно закрутить болт, и не даёт рабочему завернуть неправильно — машина с «недотянутыми» или «перетянутыми» болтами просто не сможет продвинуться дальше по конвейеру.
На случай проблем с операций у рабочего припасён андон — специальный шнур, протянутый вдоль всего конвейера. Дёргая за него, сборщик оповещает бригадира о возникших сложностях. Если же проблему не удастся решить на месте, участок конвейера можно остановить или снять с него автомобиль.
По завершении сборки автомобиль отправляют на финальную проверку качества. Тут и дождевая камера, в которой на машину за несколько минут специальные форсунки выливают несколько тонн воды, и беговые барабаны, и, помимо всего прочего, «субъективный» контроль сотрудниками завода.
Кроме Chevrolet Niva, в собирают ещё один автомобиль — седан Viva. Но львиная доля производства приходится именно на первую модель. Неудивительно, что на конвейере мы не увидели ни одной Viva, да и в Москве эта машина редкость — о ней вообще мало кто слышал. На самом деле этот автомобиль до сих пор производится, правда, в небольших количествах.
Изначально из Viva хотели сделать «народный автомобиль» вроде Ford Focus. Для этого в Тольятти даже планировали наладить штамповку кузовных панелей и производство двигателей Opel — но планам не суждено было сбыться.
Как объяснил нам Ричард Свандо (Richard Swando), нынешний генеральный директор СП , продвижению Viva препятствуют несколько причин. , у автомобиля всего один тип кузова, один двигатель объёмом 1,8 литра и только механическая коробка передач. Ни более-менее мощных двигателей, ни «автоматов», ни других типов кузовов уже не появится. И потом, россияне, как оказалось, не очень охотно покупают модель, которая в Европе уже снята с производства и считается «устаревшей», пусть даже она и превосходит многие «современные» аналоги.
Непростая ситуация сложилась и с Chevrolet Niva. Когда завод ещё только строили, инженерам СП представили проект новой «Нивы», подготовленной на ВАЗе. Автомобиль был «сырой», а качество комплектующих — не то чтобы высокое. Поэтому пришлось в срочном порядке вносить серьёзные изменения в конструкцию — к моменту запуска автомобиля в производство их насчитывалось уже более тысячи. Отказались от электроусилителя, приспособив вместо него гидроусилитель ZF, серьёзно изменили конструкцию КПП… Кстати, и двигатели, и коробки передач производятся на ВАЗе, но на особой линии и под «надзором» специалистов СП.
В ходе нашей поездки мы познакомились и со специальной версией Chevrolet Niva Trophy. Эта модификация оснащена тремя блокирующимися дифференциалами, «зубастыми» шинами, новой главной парой в трансмиссии, настроенными под бездорожье газовыми амортизаторами, лебёдкой, шноркелем, багажником на крыше. По словам менеджера по экспериментальным и перспективным разработкам СП Вадима Классена, эта Niva Trophy отлично подойдёт для охотников и рыбаков. Причём большинство изменений в конструкции направлено не столько на улучшение внедорожных качеств — с ними, как оказалось, у Niva и так всё в порядке, — сколько на повышение «автономности» автомобиля. Теперь на нём можно забираться в отдалённые и труднодоступные места, не боясь остаться там навсегда.
Будущее
Что ждёт СП в ближайшее время? Судя по всему — ничего плохого. «Нива» пользуется устойчивым спросом, к тому же в скором времени она подвергнется рестайлингу, а вдобавок появится версия FAM1 с двигателем Opel. Этот автомобиль, кстати, станет куда лучше нынешней «Нивы» в плане безопасности — у него будет изменённая силовая структура кузова с зонами запрограммированной деформации, две подушки безопасности, ремни с преднатяжителями и ABS. Стоить автомобиль будет 538 тысяч рублей, или порядка 20 тысяч долларов. Кстати, кузовные доработки скоро ждут и «обычную» версию Chevrolet Niva.
Viva тоже никуда не исчезнет — автомобили, собираемые на заводе, подолгу у дилеров не задерживаются. А в скором времени, по словам Ричарда Свандо, ассортимент продукции завода может расшириться. Правда, пока не ясно, какая из моделей встанет на конвейер — руководство General Motors ещё не приняло решения на этот счёт.
Источник статьи: http://www.drive.ru/kunst/chevrolet/4efb32ba00f11713001e1ebf.html