Технология изготовления кузовов спортивных автомобилей
Кузов первых моделей ВАЗ, так называемой «классической» компоновки, соответствовал требованиям своего времени и представлял собой конструкцию, которая состояла из нескольких крупногабаритных деталей (крыша, капот, панели пола, щиток передка) и большого числа сварных узлов, включающих относительно простые мелкие детали. Конструкция определяла и требования к материалам, и технологиям штамповки и сварки.
Так, основную массу деталей выполняли из холоднокатаного проката стали 08Ю категорий вытяжки СВ, ОСВ, а наиболее простые детали — из сталей 08кп и 08пс категории вытяжки ВГ. Прокат первой группы отделки поверхности, соответствующий категориям вытяжки ОСВ и ВОСВ для лицевых деталей кузова, закупали главным образом за рубежом.
Комплекс сварки кузовов классических моделей (ВАЗ-2101 — ВАЗ-2107) состоял из поточных линий на базе многоточечных сварочных машин и стендов ручной сварки. То есть оборудования, предназначенного для сварки непокрытых сталей. Оно отличалось высокой производительностью, относительной компактностью, надежностью в эксплуатации, хорошей ремонтопригодностью и в то же время — недостаточной гибкостью, что не способствовало изменению конструкции деталей в процессе модернизации автомобиля или смены модельного ряда, имело ограничения по сварке деталей из оцинкованных сталей. В частности, в последнем случае существенно снижало свою производительность из-за необходимости остановок для проведения периодической ручной зачистки электродов контактных машин.
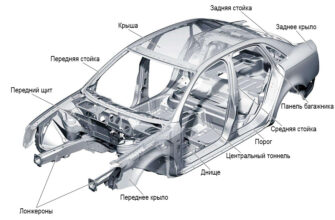
К моменту постановки на производство семейства автомобилей ВАЗ-2108 требования к кузову изменились. Соответственно другими стали и подходы к его проектированию. Например, кузов ВАЗ-2108, в отличие от кузова ВАЗ-2101, не имеет деталей и узлов, устанавливаемых в процессе доварки черного кузова. Он состоит из каркаса и съемных узлов (двери, капот, крылья), а каркас — из пяти основных узлов: пола, правой и левой боковин, рамы ветрового окна и крыши. В результате конструкция стала более технологичной, в ней снизилось число деталей и узлов. К примеру, если кузов автомобиля ВАЗ-21013 состоял из 536 деталей, то кузов ВАЗ-2108 — из 368. Благодаря этому удалось уменьшить и число сборочно-сварочных операций, и число сварочных точек. (К примеру, последних с 7300 до 4300.) При этом доля сварки в автоматических линиях увеличилась с 45 до 96 %. Итог трудоемкость изготовления кузова снизилась с 9,89 до 6,7 нормо-ч, численность рабочих в цехах сварки — на 350 чел.
Автомобили семейства ВАЗ-2108 были первыми среди отечественных АТС, где для повышения коррозионной стойкости кузова стали применять детали из электрооцинкованного проката. Всего таких деталей 16, а их масса составляет
11 % обшей массы кузова.
Появление нового типа материала серьезно повлияло и на технологию изготовления кузова. Дело в том, что штамповать детали из оцинкованных сталей гораздо сложнее: покрытие существенно влияет на коэффициент трения в зоне контакта заготовки со штампом и, следовательно, на условия течения металла в процессе формовки и вытяжки; поверхностный слой имеет склонность к шелушению и отслоению в условиях пластической деформации металла-основы и контактного воздействия со стороны штампового инструмента, В силу этих особенностей штамповка электрооцинкованного проката требует дополнительных затрат и ужесточения технологической дисциплины. Например, при рубке заготовок, чтобы избежать отслоений покрытия в зоне реза и последующего их переноса с кромок заготовок на зеркало штампа, нужно очень точно выдерживать зазоры в режущем инструменте. Иначе в процессе штамповки, когда контактные давления очень высоки, сдираемые микрочастицы цинка привариваются к поверхности штампа, постепенно коагулируют и накапливаются в виде достаточно крупных металлических наростов, которые травмируют поверхность листа, оставляя на ней дефекты в виде выпуклостей, что совершенно недопустимо для лицевых деталей кузова.
Вторая группа особенностей оцинкованных сталей — их худшая, по сравнению с непокрытым металлом, свариваемость и повышенный износ сварочных электродов. Потому, что цинковое покрытие увеличивает контактные электросопротивления в парах «электрод — деталь» и «деталь — деталь». Следовательно, уменьшает сварочный ток и количество теплоты в зоне свариваемого соединения. Чтобы компенсировать это явление, сварочный ток приходится увеличивать, в зависимости от типа покрытия, на 5—15 %. Но в условиях высоких токов, температур и давления материал электрода начинает активно взаимодействовать с цинком, образуя легкоплавкие эвтектики (латуни). В итоге электрод по микронеровностям очень «охотно» приваривается к поверхности листа, а при размыкании контакта вызывает повышенную эрозию контактной поверхности. При этом масса данного участка поверхности возрастает, значит, снижаются плотность тока в контакте и диаметр ядра сварочной точки. Кроме того, постепенно образующийся слой латуни на контактной поверхности электрода повышает его электрическое сопротивление и соответственно снижает количество теплоты, выделяющейся в сварном соединении, что также уменьшает диаметр ядра сварной точки.
Было очевидно, что решить перечисленные проблемы можно только одним способом — перейти на оборудование, способное автоматически регулировать величины сварочного тока и периодически зачищать рабочую поверхность электродов. Что и сделали: ВАЗ перешел на автоматические линии и посты, оснащенные робототехническими комплексами, созданными в сотрудничестве с фирмами «Сиаки» и «Кука».
Следующим этапом эволюции кузова стали разработка и постановка на производство автомобилей семейства ВАЗ-2110. Данный этап во многом перенял лучшие технические решения, опробованные на семействе ВАЗ-2108. Например, общее число деталей кузова, несмотря на более сложную конструкцию, снизилось, по сравнению с ВАЗ-2108, на 20 шт., а число сварочных точек возросло лишь на 478 (10 %). Однако необходимость обеспечения современных требований экономики заставила улучшать аэродинамику автомобиля и, как следствие, усложнять форму деталей. Что повлекло за собой увеличение объемов применения высокотехнологичных штампуемых сталей, еще большее ужесточение требований к оборудованию и штамповой оснастке. Поэтому под проект пришлось закупить и смонтировать пять новых автоматических вырубных и штамповочных линий, в том числе уникальный для России шестипозиционный пресс-автомат усилием 32 тыс. кН с гидравлической маркетной подушкой на первой позиции, выпускаемый немецкой фирмой «Эрфурт» и предназначенный для штамповки крупногабаритных деталей. Кроме того, под техническим руководством ВАЗа отечественными металлургическими комбинатами ОАО «НЛМК» (Липецк), «Северсталь» (Череповец), «ММК» (Магнитогорск), «АО ЛМЗ» (Лысьва) совместно с ЦНИИЧМ имени Бардина (Москва) было освоено производство современных автолистовых сталей, в том числе с цинковыми покрытиями, что позволило полностью обеспечить нынешнюю потребность отечественной автомобильной промышленности в качественном металлопрокате. В том числе практически всю потребность ВАЗа в холоднокатаном листе первой группы отделки поверхности (-155 тыс. т в год, из них 41 тыс. т — оцинкованный прокат), в горячеоцинкованной (-9 тыс. т в год) и электрооцинкованной (-76 тыс. т в год) сталях.
В настоящее время с целью повышения качества штампуемых деталей проводятся работы с металлургическими комбинатами по использованию нового поколения консервационно-технологических смазок для листового проката, внедрению специальных моечных машин для особо ответственных лицевых деталей кузова. Нарабатываются мероприятия по исключению попадания дополнительных загрязнений на поверхность проката в процессах переработки (резка заготовок, хранение, транспортировка и штамповка).
Объем применения оцинкованных сталей в кузове ВАЗ-2110 достиг 52 %его массы. Что в сочетании с дополнительной обработкой опасных зон специальными защитными составами и высококачественным лакокрасочным покрытием гарантирует защиту его деталей от сквозной коррозии на срок до шести лет. Однако рост числа деталей, выполняемых из оцинкованных сталей, еще более обострил проблему обеспечения качества штамповки. В частности, чтобы уменьшить налипание цинка, необходима дополнительная операция ручной периодической очистки зеркала штампа. Что, безусловно, сказывается на трудоемкости изготовления деталей и производительности оборудования. Поэтому ВАЗ проводит подготовительные работы по закупке лицензии и освоению технологии хромирования формообразующих поверхностей штампов, которое, как известно, позволяет решить проблему на современном уровне.
Широкое применение оцинкованных сталей потребовало принятия новых решений и в отношении всего сварочного комплекса, в том числе значительного усложнения, как механики, так и систем управления сварочных линий: теперь общее число используемых сварочных роботов достигло 220 шт. В состав автоматических линий, кроме традиционных постов сварки, вошли посты промазки кузова мастиками перед сваркой и нанесения высокопрочного клея на стыке капота перед его зафланцовкой. В линиях сварки впервые в нашей стране в больших (
50 шт./кузов) объемах применена полуавтоматическая и автоматическая дугоконтактная приварка болтов, заменившая собой традиционную рельефную сварку, требующую пробивки отверстий в листовой детали.
Автомобиль ВАЗ-1118 — очередной шаг на пути повышения безопасности и коррозионной стойкости кузова. И хотя объем применения оцинкованных сталей здесь остался на уровне кузова автомобиля ВАЗ-2110, существенно изменилась структура этого объема: значительно увеличилась доля горячеоцинкованного проката, а доля электрооцинкованного, наоборот, снизилась, что позволило существенно увеличить поверхность деталей, защищенных цинковым покрытием. Так, если у кузова ВАЗ-2110 оцинкованная поверхность составляла 29 %, то у ВАЗ-2118 — уже 52 %.
Переход на горячеоцинкованный прокат выгоден и в экономическом отношении: технологическая себестоимость изготовления данного проката на 10—15 % ниже, чем проката электрооцинкованного. Кроме того, он более технологичен с точки зрения штамповки. Во-первых, в качестве его основы используются высокопластичные стали со сверхнизким содержанием углерода (IF-стали); во-вторых, покрытие из более мягкого металла оказывает то же влияние, что и твердая смазка, т. е. в определенной степени облегчает процесс штамповки, улучшая условия течения металла.
Проблема обеспечения свариваемости горячеоцинкованного проката решается за счет использования сварочных роботов с современными системами управления циклом сварки и автоматической зачисткой электродов. Для снижения затрат на электродные материалы применяются электроды колпачкового типа с внутренним посадочным конусом.
Вторая особенность кузова ВАЗ-1118 — более широкое, чем на ВАЗ-2110, применение низколегированных и двухфазных (ферритно-мартенситных) сталей повышенной прочности, освоенных отечественной металлургической промышленностью (НЛМК и ЧерМК). Такой переход, во-первых, увеличивает прочность и уровень пассивной безопасности кузова, во-вторых, снижает его материалоемкость (собственную массу) и положительно сказывается на динамических характеристиках, топливной экономичности и других потребительских свойствах автомобиля.
Источник статьи: http://www.avtomash.ru/guravto/2004/20041228.htm
Из чего изготавливают кузов автомобиля? Какие материалы используются при производстве?




Положительные стороны стали при производстве автомобильных кузовов:
— низкая стоимость материала в сравнении с другим сырьем;





Положительные стороны алюминия при производстве автомобильных кузовов:

Отрицательные стороны алюминия при производстве автомобильных кузовов:
— высокая сложность ремонта деталей;


Положительные стороны стеклопластика при производстве автомобильных кузовов:
— имея высокую прочность, деталь имеет небольшой вес;
— внешняя поверхность элементов обладает оптимальными декоративными параметрами;
— простота изготовления элементов, которые имеют сложную форму;
— имеется возможность производства деталей крупных размеров.

— сравнительно высокая цена на наполнители;
— высокие требования к точности форм, разметке и готовой детали;
— производство деталей осуществляется продолжительное время;
— высокая сложность в ремонте при повреждении деталей.

Видео: «Из чего изготавливают кузов автомобиля? Какие материалы используются при производстве?»

Зависит ли расход топлива от объема двигателя? Полезные советы

Kia Sportage/Hyundai Tucson: система полного привода Magna Dynamax. Принцип работы, надежность и ресурс

Renault Kaptur: в каких местах оцинкован кузов? Качество металла и лкп

Renault Kaptur: принцип работы и особенности поворотных фар

Какие выбрать диски для автомобиля? Особенности, преимущества и недостатки

Как ремонтировать сколы, трещины и царапины на бампере?

Что такое крупноузловая сборка автомобилей? Особенности и методика процесса

Как собирают автомобили Lexus и Toyota? Методика и качество сборки
Источник статьи: http://autoblogcar.ru/sborkauto/41-iz-chego-izgotavlivayut-kuzov.html
Технология изготовления кузовов спортивных автомобилей
Кузов первых моделей ВАЗ, так называемой «классической» компоновки, соответствовал требованиям своего времени и представлял собой конструкцию, которая состояла из нескольких крупногабаритных деталей (крыша, капот, панели пола, щиток передка) и большого числа сварных узлов, включающих относительно простые мелкие детали. Конструкция определяла и требования к материалам, и технологиям штамповки и сварки.
Так, основную массу деталей выполняли из холоднокатаного проката стали 08Ю категорий вытяжки СВ, ОСВ, а наиболее простые детали — из сталей 08кп и 08пс категории вытяжки ВГ. Прокат первой группы отделки поверхности, соответствующий категориям вытяжки ОСВ и ВОСВ для лицевых деталей кузова, закупали главным образом за рубежом.
Комплекс сварки кузовов классических моделей (ВАЗ-2101 — ВАЗ-2107) состоял из поточных линий на базе многоточечных сварочных машин и стендов ручной сварки. То есть оборудования, предназначенного для сварки непокрытых сталей. Оно отличалось высокой производительностью, относительной компактностью, надежностью в эксплуатации, хорошей ремонтопригодностью и в то же время — недостаточной гибкостью, что не способствовало изменению конструкции деталей в процессе модернизации автомобиля или смены модельного ряда, имело ограничения по сварке деталей из оцинкованных сталей. В частности, в последнем случае существенно снижало свою производительность из-за необходимости остановок для проведения периодической ручной зачистки электродов контактных машин.
К моменту постановки на производство семейства автомобилей ВАЗ-2108 требования к кузову изменились. Соответственно другими стали и подходы к его проектированию. Например, кузов ВАЗ-2108, в отличие от кузова ВАЗ-2101, не имеет деталей и узлов, устанавливаемых в процессе доварки черного кузова. Он состоит из каркаса и съемных узлов (двери, капот, крылья), а каркас — из пяти основных узлов: пола, правой и левой боковин, рамы ветрового окна и крыши. В результате конструкция стала более технологичной, в ней снизилось число деталей и узлов. К примеру, если кузов автомобиля ВАЗ-21013 состоял из 536 деталей, то кузов ВАЗ-2108 — из 368. Благодаря этому удалось уменьшить и число сборочно-сварочных операций, и число сварочных точек. (К примеру, последних с 7300 до 4300.) При этом доля сварки в автоматических линиях увеличилась с 45 до 96 %. Итог трудоемкость изготовления кузова снизилась с 9,89 до 6,7 нормо-ч, численность рабочих в цехах сварки — на 350 чел.
Автомобили семейства ВАЗ-2108 были первыми среди отечественных АТС, где для повышения коррозионной стойкости кузова стали применять детали из электрооцинкованного проката. Всего таких деталей 16, а их масса составляет
11 % обшей массы кузова.
Появление нового типа материала серьезно повлияло и на технологию изготовления кузова. Дело в том, что штамповать детали из оцинкованных сталей гораздо сложнее: покрытие существенно влияет на коэффициент трения в зоне контакта заготовки со штампом и, следовательно, на условия течения металла в процессе формовки и вытяжки; поверхностный слой имеет склонность к шелушению и отслоению в условиях пластической деформации металла-основы и контактного воздействия со стороны штампового инструмента, В силу этих особенностей штамповка электрооцинкованного проката требует дополнительных затрат и ужесточения технологической дисциплины. Например, при рубке заготовок, чтобы избежать отслоений покрытия в зоне реза и последующего их переноса с кромок заготовок на зеркало штампа, нужно очень точно выдерживать зазоры в режущем инструменте. Иначе в процессе штамповки, когда контактные давления очень высоки, сдираемые микрочастицы цинка привариваются к поверхности штампа, постепенно коагулируют и накапливаются в виде достаточно крупных металлических наростов, которые травмируют поверхность листа, оставляя на ней дефекты в виде выпуклостей, что совершенно недопустимо для лицевых деталей кузова.
Вторая группа особенностей оцинкованных сталей — их худшая, по сравнению с непокрытым металлом, свариваемость и повышенный износ сварочных электродов. Потому, что цинковое покрытие увеличивает контактные электросопротивления в парах «электрод — деталь» и «деталь — деталь». Следовательно, уменьшает сварочный ток и количество теплоты в зоне свариваемого соединения. Чтобы компенсировать это явление, сварочный ток приходится увеличивать, в зависимости от типа покрытия, на 5—15 %. Но в условиях высоких токов, температур и давления материал электрода начинает активно взаимодействовать с цинком, образуя легкоплавкие эвтектики (латуни). В итоге электрод по микронеровностям очень «охотно» приваривается к поверхности листа, а при размыкании контакта вызывает повышенную эрозию контактной поверхности. При этом масса данного участка поверхности возрастает, значит, снижаются плотность тока в контакте и диаметр ядра сварочной точки. Кроме того, постепенно образующийся слой латуни на контактной поверхности электрода повышает его электрическое сопротивление и соответственно снижает количество теплоты, выделяющейся в сварном соединении, что также уменьшает диаметр ядра сварной точки.
Было очевидно, что решить перечисленные проблемы можно только одним способом — перейти на оборудование, способное автоматически регулировать величины сварочного тока и периодически зачищать рабочую поверхность электродов. Что и сделали: ВАЗ перешел на автоматические линии и посты, оснащенные робототехническими комплексами, созданными в сотрудничестве с фирмами «Сиаки» и «Кука».
Следующим этапом эволюции кузова стали разработка и постановка на производство автомобилей семейства ВАЗ-2110. Данный этап во многом перенял лучшие технические решения, опробованные на семействе ВАЗ-2108. Например, общее число деталей кузова, несмотря на более сложную конструкцию, снизилось, по сравнению с ВАЗ-2108, на 20 шт., а число сварочных точек возросло лишь на 478 (10 %). Однако необходимость обеспечения современных требований экономики заставила улучшать аэродинамику автомобиля и, как следствие, усложнять форму деталей. Что повлекло за собой увеличение объемов применения высокотехнологичных штампуемых сталей, еще большее ужесточение требований к оборудованию и штамповой оснастке. Поэтому под проект пришлось закупить и смонтировать пять новых автоматических вырубных и штамповочных линий, в том числе уникальный для России шестипозиционный пресс-автомат усилием 32 тыс. кН с гидравлической маркетной подушкой на первой позиции, выпускаемый немецкой фирмой «Эрфурт» и предназначенный для штамповки крупногабаритных деталей. Кроме того, под техническим руководством ВАЗа отечественными металлургическими комбинатами ОАО «НЛМК» (Липецк), «Северсталь» (Череповец), «ММК» (Магнитогорск), «АО ЛМЗ» (Лысьва) совместно с ЦНИИЧМ имени Бардина (Москва) было освоено производство современных автолистовых сталей, в том числе с цинковыми покрытиями, что позволило полностью обеспечить нынешнюю потребность отечественной автомобильной промышленности в качественном металлопрокате. В том числе практически всю потребность ВАЗа в холоднокатаном листе первой группы отделки поверхности (-155 тыс. т в год, из них 41 тыс. т — оцинкованный прокат), в горячеоцинкованной (-9 тыс. т в год) и электрооцинкованной (-76 тыс. т в год) сталях.
В настоящее время с целью повышения качества штампуемых деталей проводятся работы с металлургическими комбинатами по использованию нового поколения консервационно-технологических смазок для листового проката, внедрению специальных моечных машин для особо ответственных лицевых деталей кузова. Нарабатываются мероприятия по исключению попадания дополнительных загрязнений на поверхность проката в процессах переработки (резка заготовок, хранение, транспортировка и штамповка).
Объем применения оцинкованных сталей в кузове ВАЗ-2110 достиг 52 %его массы. Что в сочетании с дополнительной обработкой опасных зон специальными защитными составами и высококачественным лакокрасочным покрытием гарантирует защиту его деталей от сквозной коррозии на срок до шести лет. Однако рост числа деталей, выполняемых из оцинкованных сталей, еще более обострил проблему обеспечения качества штамповки. В частности, чтобы уменьшить налипание цинка, необходима дополнительная операция ручной периодической очистки зеркала штампа. Что, безусловно, сказывается на трудоемкости изготовления деталей и производительности оборудования. Поэтому ВАЗ проводит подготовительные работы по закупке лицензии и освоению технологии хромирования формообразующих поверхностей штампов, которое, как известно, позволяет решить проблему на современном уровне.
Широкое применение оцинкованных сталей потребовало принятия новых решений и в отношении всего сварочного комплекса, в том числе значительного усложнения, как механики, так и систем управления сварочных линий: теперь общее число используемых сварочных роботов достигло 220 шт. В состав автоматических линий, кроме традиционных постов сварки, вошли посты промазки кузова мастиками перед сваркой и нанесения высокопрочного клея на стыке капота перед его зафланцовкой. В линиях сварки впервые в нашей стране в больших (
50 шт./кузов) объемах применена полуавтоматическая и автоматическая дугоконтактная приварка болтов, заменившая собой традиционную рельефную сварку, требующую пробивки отверстий в листовой детали.
Автомобиль ВАЗ-1118 — очередной шаг на пути повышения безопасности и коррозионной стойкости кузова. И хотя объем применения оцинкованных сталей здесь остался на уровне кузова автомобиля ВАЗ-2110, существенно изменилась структура этого объема: значительно увеличилась доля горячеоцинкованного проката, а доля электрооцинкованного, наоборот, снизилась, что позволило существенно увеличить поверхность деталей, защищенных цинковым покрытием. Так, если у кузова ВАЗ-2110 оцинкованная поверхность составляла 29 %, то у ВАЗ-2118 — уже 52 %.
Переход на горячеоцинкованный прокат выгоден и в экономическом отношении: технологическая себестоимость изготовления данного проката на 10—15 % ниже, чем проката электрооцинкованного. Кроме того, он более технологичен с точки зрения штамповки. Во-первых, в качестве его основы используются высокопластичные стали со сверхнизким содержанием углерода (IF-стали); во-вторых, покрытие из более мягкого металла оказывает то же влияние, что и твердая смазка, т. е. в определенной степени облегчает процесс штамповки, улучшая условия течения металла.
Проблема обеспечения свариваемости горячеоцинкованного проката решается за счет использования сварочных роботов с современными системами управления циклом сварки и автоматической зачисткой электродов. Для снижения затрат на электродные материалы применяются электроды колпачкового типа с внутренним посадочным конусом.
Вторая особенность кузова ВАЗ-1118 — более широкое, чем на ВАЗ-2110, применение низколегированных и двухфазных (ферритно-мартенситных) сталей повышенной прочности, освоенных отечественной металлургической промышленностью (НЛМК и ЧерМК). Такой переход, во-первых, увеличивает прочность и уровень пассивной безопасности кузова, во-вторых, снижает его материалоемкость (собственную массу) и положительно сказывается на динамических характеристиках, топливной экономичности и других потребительских свойствах автомобиля.
Источник статьи: http://www.avtomash.ru/guravto/2004/20041228.htm
Как делают спортивные «Лады»: производство своими глазами

Автор фото: Илья Бакеев
Площадку перед офисным зданием Lada Sport засыпает снегом. На ней десятки спортивных «Калин» ждут отправки к дилеру. Если обогнуть здание, становится виден сборочный цех, а чуть поодаль — новый склад запчастей, который в ближайшее время собираются ввести в эксплуатацию. Производство расширяется, и новый склад окажется очень кстати.
В цехе сборки стоит тишина — мы попали в обеденный перерыв. Полусобранные автомобили замерли на транспортировочных тележках, рабочие отдыхают за столами на участках, негромко переговариваясь. Смотрят удивленно — нас явно не ждали, да и вообще гости здесь бывают нечасто.
А ведь посмотреть есть на что. Приехавшим в Тольятти столичным журналистам стоит показывать цех ООО «Лада Спорт», дочернего предприятия АВТОВАЗа, как пример того, как может быть организовано производство вазовских автомобилей, если всё сделать грамотно. Конечно, объемы выпуска здесь не те, что на главном конвейере — ежедневно цех покидает всего около 10 автомобилей. Но сама культура производства удивляет.
Владиславу Незванкину, возглавляющему Lada Sport, отлично известно, как нужно собирать автомобили, чтобы избегнуть большинства типичных досадных мелочей — сказывается и многолетняя работа в вазовской структуре, и собственный инженерно-спортивный опыт. Но сказалось и везение — постройка собственного сборочного цеха спортподразделения и запуск первой модели, Granta Sport, пришлись как раз на то время, когда у «большого брата», АВТОВАЗа, шло активное внедрение системы качества Renault-Nissan.
Спортивное подразделение впитало новые методы производства как губка, это видно с первого взгляда. Чистота, порядок, около каждого поста — стенд с детальной схемой технологической операции и инструкциями по выявлению брака. Словом то, чему на главном конвейере автозавода начальников цехов, мастеров и рабочих приходится учить и переучивать, здесь возникло с самого начала.
В отдельном помещении — моторный участок, здесь перебирают серийные двигатели 21126 с облегченной шатунно-поршневой группой. Для спортверсий на эти моторы ставят оригинальные распредвалы ТМС с более «широкой» фазой, доработанные впускную и выпускную системы (на «банке» глушителя теперь красуется выбитая надпись Lada Sport), контроллер получает новую прошивку. Доведенный таким образом до ума мотор выдает 118 л.с. и 154 Нм.
А общая схема сборки автомобиля такова: в качестве «базы» используется люксовая версия обычной машины, не Lada Sport, но с завода приходит голый кузов, который уже в процессе сборки «начиняют» как серийными, так и оригинальным комплектующими. В числе последних (всего их 56 штук) — оригинальные амортизаторы, пружины, дисковые тормоза «по кругу» (передние — увеличенного диаметра), новые сиденья, рукоятки КПП и стояночного тормоза, стильные бамперы и пороги, шильдики и эмблемы с символикой спортподразделения. Ближе к финалу сборки кузов «женят» с доработанным мотором, устанавливают оригинальные колеса с резиной Nankang и отправляют машину на пост контроля.
В результате вазовская машина обретает более внушительную динамику, отточенную управляемость, внешний лоск и облик в духе, если позволите, «уличного бойца». Да, до истинно спортивного «болида» она не дотягивает, и в сумме все технические решения носят отчетливо «бюджетный» характер, но когда смотришь на «Гранту» или «Калину» с шильдиком Sport , на ум приходит другое: как же точно ухвачены чаяния молодой аудитории! Всё то, что раньше делалось молодыми поклонниками марки в гаражах «на коленке», теперь предлагается купить сразу. И с заводской гарантией.
Кстати, специально для любителей всё делать своими руками, посчитано: самостоятельная покупка оригинальных комплектующих Lada Sport и установка их на «обычную» Lada обойдется примерно в 150 000 рублей, тогда как разница в цене между двумя образцами серийного производства составляет всего около 50 000 рублей. Вы не тратитесь на «целый» автомобиль и переделку его в другой, вам не нужно искать время на работу и продажу ненужных комплектующих, вы не лишаетесь заводской гарантии. Другими словами, ценность автомобиля составляет 150 000 рублей, а цена отличается от обычной «Гранты» всего на «полтинник».
Наверное, для многих приведенные выше выкладки уже очевидны, потому что продажи автомобилей у Lada Sport идут неплохо. По крайней мере на заявленный показатель порядка 3 000 автомобилей в 2014 году, почти получается выйти, даже несмотря на грянувший кризис. С января и по начало декабря собрано 2 700 автомобилей, 2 400 из которых реализованы. Каждый месяц продается порядка 220 машин. Кстати, производство достаточно гибкое и настраивается под запросы рынка: сегодня на товарной площадке — «Калины», а в сборке —»Гранты». Это значит, что в следующем месяце, обработав информацию от дилеров, можно будет вернуться к хэтчбекам или остаться на седанах.


Конечно, в некоторых моментах «большой брат» сдерживает. Например, невозможно сделать больше машин в красном цвете, который подходит спортверсии по имиджу — план покраски кузовов на АВТОВАЗе со «спортсменами» не согласовывают. Да и качество отдельных комплектующих, судя по всему, оставляет желать лучшего — эксплуатация «спортивных» Lada нередко выявляет мелкие, но неприятные огрехи, связанные не с качеством сборки или конструктивными недоработками, а именно с запчастями.
Хочется думать, что со своими текущими проблемами спортподразделение АВТОВАЗа справится — компания-то перспективная. И ведь Lada Sport — это не только производство. Скорее даже так: изначально Lada Sport — это не производство. Это инжиниринг. Крепко завязанный на автоспорте и ставящий своей целью улучшение серийной вазовской продукции с помощью гоночных технологий. Пока в кулуарах АВТОВАЗа еще можно слышать фразы вроде «У Незванкина свои технологии, у нас свои», мол, не вяжется рафинированное мелкосерийное «гоночное» производство с ежедневными проблемами главного конвейера, но сейчас Lada Sport уже ощутимо влияет и на серийную продукцию завода, и на его имидж в целом.
Не секрет, что именно в Lada Sport подготовили конструкцию автомобилей Largus VIP и Largus Super VIP для топ-менеджмента АВТОВАЗа, а потом передали ее в Опытно-промышленное производство (ОПП). Не секрет, что именно здесь родились эксклюзивные Granta Sport с кузовом «лифтбек» и автоматической коробкой передач для главы Татарстана. Инжиниринг в Lada Sport такой же гибкий, как и производство. Он позволяет быстро решать и качественно воплощать в металле практически любые задачи, оперируя имеющимся вазовским «конструктором», комплектующими Renault-Nissan и собственными наработками.
Источник статьи: http://www.kolesa.ru/article/kak-delayut-sportivnyie-ladyi-proizvodstvo-svoimi-glazami-2014-12-14