Установка задней плиты двигателя камаз
.jpg) Задняя плита ДВС имеет второе название. Специалисты называют ее маховиком, поэтому, посещая станцию технического обслуживания, можно услышать обе вариации наименования этого узла. Снятие этого элемента проводится при диагностике неполадок и ремонте двигателя, а также в тех ситуациях, когда требуется проведение различных процедур, связанных с КПП.
Задняя плита ДВС имеет второе название. Специалисты называют ее маховиком, поэтому, посещая станцию технического обслуживания, можно услышать обе вариации наименования этого узла. Снятие этого элемента проводится при диагностике неполадок и ремонте двигателя, а также в тех ситуациях, когда требуется проведение различных процедур, связанных с КПП.
Материалом изготовления механизма служит чугун. Деталь крепится на коленвале с помощью штифтов. Специалисты отмечают наличие приливов не детали и зубчатый венец как комплектующую запчасти.
Неисправность задней плиты КАМАЗ диагностируется часто и для этого есть весомые причины. Элемент состоит из нескольких составляющих, подлежащих износу по мере расходования ресурса эксплуатации. На СТО могут быть отмечены следующие поломки маховика:
- Срыв болтов, удерживающих заднюю плиту на коленвале;
- Износ элементов и производственный брак на деталях;
- Перетирание шипов, взаимодействующих с дисками сцепления;
- Смещение и поломка установочной втулки;
- Неполадки в работе вала и манжеты;
- Появление задир и трещин.
Демонтаж задней плиты КАМАЗ происходит в соответствии со стандартным алгоритмом действий и осуществляется при помощи торцевого ключа и отвертки. Мастер отсоединяет провода АКБ и устраняет коробку передач, а вслед за ним сцепление. Затем вместе со стопорной пластиной снимают крепежные элементы, удерживающие заднюю плиту. Маховик снимается в сборе, после чего мастер проверяет его состояние. Осматриваются зубья детали, анализируется наличие задиров и трещин.
Если деталь имеет исправное состояние, специалист водворяет ее на привычное место, применяя обратный порядок действий. В случае выявления повреждений, механизм заменяется.
Ремонт и замена агрегата требует использования специализированных инструментов, поэтому самостоятельное проведение подобных работ не рекомендовано производителем. Специалисты «Альфа-Авто» проводят ремонт и замену поврежденных запчастей с использованием качественных оригинальных и аналоговых деталей.
Источник статьи: http://alpha-avto.ru/articles.php?articleid=490
РЕМОНТ ДВИГАТЕЛЯ КАМАЗ
РЕМОНТ
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см 2 ) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см 2 ) — при частоте вращения 2600 мин -1 .
Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров.
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одно му поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Обкатка двигателя должна всегда заканчиваться на автомобиле с соблюдением рекомендуемых скоростей движения, указанных в разделе «Обкатка автомобиля» Руководства по эксплуатации, прилагаемого к автомобилю.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;
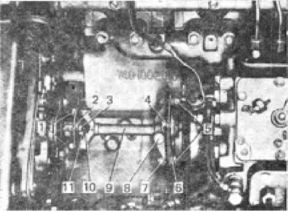
Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 — фланец задний ведущей полумуфты; 3, 4 — болты; 5 — болты крепления передних пластин; 6 — пластины передние; 7 — фланец передний полумуфты; 8 — болт стяжной; 9 — полумуфта ведущая; 10 — гайка; 11 — пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).
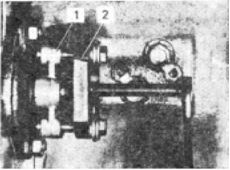
Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 — фланец ведущей полумуфты; 2 — съемник
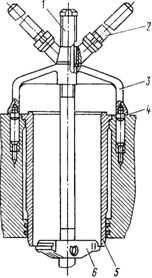
Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 — винт; 2 -рукоятка; 3 — корпус; 4 -опора; 5 — гильза; 6 — захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Таблица 6
Моменты затяжки резьбовых соединений
Моменты затяжки при классе прочностистали болта, Н.м (кгс.м)
Источник статьи: http://kama-avtodetal.ru/tehspravochnik/rukovodstvo-po-remontu-i-tehnicheskomu-obsluzhivaniyuavtomobilej/remont-dvigatelya-kamaz/
Моменты затяжки основных резьбовых соединений
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала (M16)
Затяжку проводить от средней опоры к крайним, начиная с правого ряда в два приема:
— предварительно крутящим моментом 95. 120 Н-м (9,6. 12,0 кгс-м);
— окончательно крутящим моментом 275. 295 Н-м (28,0. 30,0 кгс м)
Позиция 6, рисунок 10
Стяжные болты крепления 7482.1005158, 7482.1005159 крышек коренных подшипников (горизонтальные) коленчатого вала (M16)
Затянуть крутящим моментом 147. 167 Н-м (15,0. 17,0 кгс-м)
Позиции 4,5, рисунок 10
Болты крепления маховика:
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки. Затяжку проводить последовательно в два приема (предварительно и окончательно), окончательно крутящим моментом
245. 264 Н-м (25,0. 27,0 кгс-м)
167. 186Н-м (17. 19 кгс-м)
Позиция 16, рисунок 12
Болты крепления полумуфты отбора мощности, гасителя крутильных колебаний и шкива коленчатого вала М12
Непосредственно перед сборкой нанести на 3. 4 нитки резьбы болта герметик «Стопор-6» или «Унигерм 6» с полным заполнением профиля резьбы методом окунания или кисточкой. Поверхность резьбы при этом должна быть чистой, без следов масла и коррозии.
Затянуть крутящим моментом 98,0. 117,6 Н-м (10,0. 12,0 кгс-м)
Позиции 10 и 22 рисунок 13.
Позиции 5 и 18 рисунок 14
Гайки болтов крепления крышек шатунов
Затяжку проводить в два приема:
— предварительно с начальным крутящим моментом 76,5. 80,4 Н-м (7,8. 8,2 кгс-м);
— окончательно, контролируя два параметра, угол поворота гайки, равный (50±5)° от положения после предварительной затяжки и величину момента 108. 180 Н-м (11,0. 18,3 кгс-м). При этом контроль угла поворота гайки является определяющим.
Допускается затяжка крутящим моментом 127.5. 137.3 Н-м (13,0. 14,0 кгс-м)
Позиции 6,7, рисунок 11
Болты крепления передней крышки блока цилиндров:
Затягивать болты крутящим моментом:
— 49,0. 60,8 Н-м (5,0. 6,2 кгс-м);
— 88,1. 108,0 Н-м (9,0. 11,0 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягиватьв три приема крутящим моментом:
— первый прием — 39,0. 49,0 Нм (4,0. 5,0 кгс-м);
— второй прием — 98,0. 127,0 Н-м (10,0. 13,0 кгс-м);
— третий прием — 186,0. 206,0 Н-м (19,0. 21,0 кгс-м)
Очередность затяжки согласно рисунку 19
Болты крепления крышек головок цилиндров М8
Затягивать болты крутящим моментом 12,7. 17,6 Н-м (1,3. 1,8 кгс-м)
Позиция 12, рисунок 16
Болты крепления картера маховика:
Затягивать болты в два приема крутящим моментом:
— первый прием — 50,0. 70,0 Н-м (5,0.. .7,0 кгс-м);
— второй прием — 88,0. 108,0 Н-м (9,0. 11,0 кгс-м);
— первый прием — 20,0. 30,0 Н-м (2,0.. .3,0 кгс-м);
— второй прием — 43,1. 54,9 Н-м (4,4.. .5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распределительного вала М10
Затягивать в два приема, окончательно крутящим моментом 49,0. 61,0 Н-м (5,0. 6,2 кгс-м)
Позиция 2, рисунок 8
Болт М12 крепления ведущей шестерни привода распределительного вала
Затягивать крутящим моментом: 88,3. 98 Н-м (9. 10 кгс-м).
Позиция 9, рисунок 8
Болты крепления масляного картера М8
Затягивать болты крутящим моментом 7,8. 17,8 Н-м (0,8. 1,8 кгс-м)
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно крутящим моментом — 43,0. 55,0 Н-м (4,4.. .5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Затягивать болты крутящим моментом 4,9. 7,8 Н-м (0,5. 0,8 кгс-м)
Болты крепления корпусов турбин М8
Затягивать болты крутящим моментом 17,65. 24,51 Н-м (1,8. 2,5 кгс-м)
Болты крепления трубопроводов подвода масла к турбокомпрессорам М14
Затягивать болты крутящим моментом 49,0. 68,0 Н-м (5,0. 7,0 кгс-м)
Болты крепления пакетов задних и передних пластин к валу привода ТНВД
Затягивать болты крутящим моментом 90. 100 Н-м (9,0. 10,0 кгс-м)
Болты крепления пакетов задних и передних пластин к полумуфте ведущей и насосу привода ТНВД
Затягивать болты крутящим моментом 63,8. 73,6 Н-м (6,5. 7,5 кгс-м)
Болт стяжной полумуфты ведущей привода ТНВД
Затягивать болт крутящим моментом 58,9. 64,7 Н-м (6,0. 6,6 кгс-м)
Болты крепления топливопровода низкого давления:
Затягивать болты крутящим моментом:
— 39,2. 49,0 Н-м (4,0. 5,0 кгс-м);
— 34,3. 49,0 Н-м (3,5. 5,0 кгс-м);
— 19,6. 24,5 Н-м (2,0. 2,5 кгс-м)
Болты крепления ТНВД к блоку:
— предварительно 6,9. 8,8 Н м (0,7. 0,9 кгс-м);
— окончательно 13,7. 15,6 Н-м (1,4. 1,8 кгс-м);
— предварительно 5. 15 Н-м (0,5. 1,5 кгс-м);
— окончательно 45. 55 Н-м (4,5. 5,5 кгс-м).
Болты крепления масляного насоса М10
Затягивать болты крутящим моментом 49,0. 68,6 Н-м (5,0. 7,0 кгс-м)
стоек коромысел М10
Затягивать гайки крутящим моментом 41,0. 53,0 Н-м (4,2. 5,4 кгс-м)
Гайка крепления колеса компрессора
Затягивать крутящим моментом 4,9. 6,9 Н-м (0,5. 0,7 кгс-м)
Позиция 19, рисунок 25
Гайки скобы крепления форсунки М10
Затягивать гайки крутящим моментом 35,0. 40,0 Н-м (3,5. 4,0 кгс-м)
Гайки крепления турбокомпрессоров М10
Затягивать гайки крутящим моментом 44,0. 56,0 Н-м (4,4. 5,6 кгс-м)
Гайки топливопроводов высокого давления
Затягивать гайки крутящим моментом 24,5. 44,1 Н-м (2,5. 4,5 кгс-м)
Г айки регулировочного винта коромысла М10
Затягивать гайки крутящим моментом 33,0. 41,0 Н-м (3,4. 4,2 кгс-м)
Пробки колпаков масляного фильтра
Затягивать пробки крутящим моментом 24,5.. .39,2 Н-м (2,5. 4,0 кгс-м)
Колпаки масляного фильтра
Затягивать колпаки крутящим моментом 49,0.. .68,6 Н-м (5,0. 7,0 кгс-м)
Сливная пробка картера масляного
Затягивать пробку крутящим моментом 39,2. 58,8 Н-м (4,0. 6,0 кгс-м)
Источник статьи: http://kama-avtodetal.ru/tehspravochnik/rukovodstvo-po-ekspluatacii-dvigatelej-kamaz-ekologicheskih-klas/momenty-zatyazhki-osnovnyh-rezbovyh-soedinenij/