- Общее устройство двигателя КамАЗ серий 740 и евро
- Продольный разрез двигателя КамАЗ
- Поперечный разрез двигателя КамАЗ-740
- Конструктивные особенности двигателя КамАЗ-740
- Блок цилиндров
- Головка блока цилиндров двигателя КамАЗ
- Коленвал двигателя
- Устройство смазочной системы
- Система питания
- Система охлаждения
- Поршни и шатуны
- Устройство двигателя КамАЗ Евро-1
- Устройство двигателя КамАЗ Евро-2
- Обслуживание и ремонт двигателя автомобиля КамАЗ
- Изучение порядка проведения диагностики и текущего технического обслуживания двигателя автомобиля КамАЗ. Описание технологических процессов по ремонту двигателя автомобиля КамАЗ. Исследование операций по замене коленчатого вала на снятом двигателе КамАЗ.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Общее устройство двигателя КамАЗ серий 740 и евро
Грузовые автомобили КамАЗ начали производить в 1969 году, для него инженеры создали 4-тактный дизельный восьмицилиндровый мотор КамАЗ-740 V8. Данный силовой агрегат имел рабочий объем в 10852 см3, а мощность его составляла 210 лошадиных сил. Затем показатели мощности пришлось расширить от 180 л.с. до 360. Эти грузовики комплектовались пневмоусилителем сцепления, 5-ступенчатой коробкой с синхронизаторами.
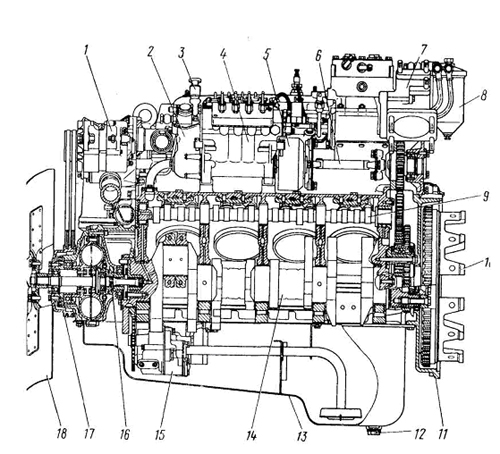
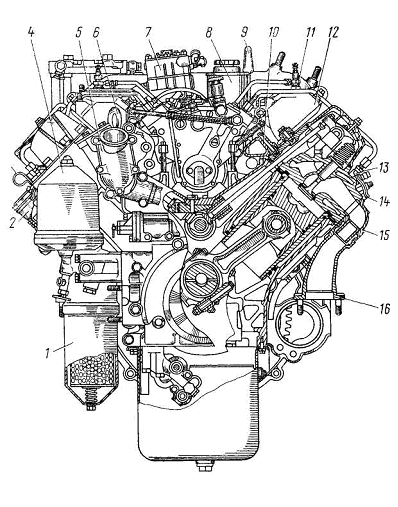
Продольный разрез двигателя КамАЗ
1 — генератор; 2 — насос топливный низкого давления; 3 — насос топливоподкачивающий ручной; 4 — насос топливный высокого давления; 5 — муфта автоматическая опережения впрыскивания топлива; 6-полумуфта ведущая привода топливного насоса высокого давления; 7-патрубок соединительный впускных воздухопроводов; 8 — фильтр тонкой очистки топлива; 9 — вал кулачковый; 10 -маховик; 11 — картер маховика; 12-пробка сливная; 13-картер двигателя; 14-вал коленчатый; 15 — насос масляный; 16 — валик привода ведущей части гидромуфты; 17 — шкив привода генератора; 18-крыльчатка вентилятора
Поперечный разрез двигателя КамАЗ-740
1 — фильтр полнопоточный очистки масла; 2 — горловина маслозаливная; 3 -указатель уровня масла; 4 — фильтр центробежный масляный; 5 -коробка термостатов; 6 — рым-болт передний; 7 — компрессор; 8 -насос гидроусилителя рулевого управления; 9 — рым-болт задний; 10 — труба водяная левая; 11 — свеча факельная; 12- воздухопровод впускной левый; 13 — форсунка; 14 — скоба крепления форсунки; 15 — патрубок выпускного коллектора; 16 — коллектор выпускной
Конструктивные особенности двигателя КамАЗ-740
— поршни, отлитые из высококремнистого алюминиевого сплава, с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
— гильзы цилиндров, объемно закаленные и обработанные плосковершинным хонингованием;
— поршневые кольца с хромовым и молибденовым покрытием боковых поверхностей;
— трехслойные тонкостенные сталебронзовые вкладыши коренных и шатунных подшипников;
— закрытую систему охлаждения, заполняемую низкозамерзающей охлаждающей жидкостью, с автомати ческим регулированием температурного режима,гидромуфтой привода вентилятора и термостатами;
— высокоэффективную фильтрацию масла, топлива и воздуха бумажными фильтрующими элементами;
— электрофакельное устройство подогрева воздуха, обеспечивающее надежный пуск двигателя при отрицательных температурах окружающего воздуха до минус 25 С.
Блок цилиндров отлит из легированного серого чугуна заодно с верхней частью картера. Картерная часть блока связана с крышками коренных опор поперечными болтами-стяжками, что придает прочность конструкции. Для увеличения продольной жесткости наружные стенки блока выполнены криволинейными. Бобышки болтов крепления головок цилиндров представляют собой приливы на поперечных стенках, образующих водяную рубашку блока.
Левый ряд цилиндров смещен относительно правого вперед на 29,5 мм, что вызвано установкой на одной кривошипной шейке коленчатого вала двух шатунов.
Спереди к блоку крепится крышка, закрывающая гидромуфту привода вентилятора, сзади — картер маховика, который служит крышкой механизма привода агрегатов, расположенного на заднем торце блока.
Гильзы цилиндров «мокрого» типа легкосъемные, изготовлены из специального чугуна, объемно закалены для повышения износостойкости.
Зеркало гильзы обработано плосковершинным хонингованием для получения сетки впадин и площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильзы.
В соединении гильза — блок цилиндров водяная полость уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо под бурт в проточку гильзы, в нижней части два кольца установлены в расточки блока.
Блок цилиндров

Представляет собой корпус агрегата, предназначается для монтажа и закрепления всех механизмов мотора. Блок цилиндров выполнен в виде монолитной литой конструкции. Деталь имеет технологические отверстия, а также каналы для смазки и охлаждения.
В верхней части этого блока располагаются гнезда под гильзы. Корпус оснащен каналами и полостями для прохода охлаждающей жидкости. В нижней части блока установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
Гильзы служат в качестве направляющих для поршней. Вместе с головкой блока они образуют специальную полость, которая является камерой сгорания топлива. Гильзы изготавливаются из особого чугуна, а также проходят закалку электричеством.
Головка блока цилиндров двигателя КамАЗ

Каждая головка внутри имеет рубашку охлаждения, которая в свою очередь соединена с рубашкой блока. Также каждая головка имеет смазочные отверстия, клапаны для впуска и выпуска, специальное гнездо под форсунку.
Каждая головка блока КамАЗ устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Коленвал двигателя

Коленвал изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.
Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°. К каждой шатунной шейке коленвала КамАЗ присоединяются два шатуна: один для правого и один для левого рядов цилиндров.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал Камаз имеет шесть противовесов, отштампованных заодно со щеками коленвала.
Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала запрессован шариковый подшипник.
Устройство смазочной системы
Двигатель оснащен смазочной системой комбинированного типа. В зависимости от того, где размещены и в каких условиях работают трущиеся детали, масло подается различными способами. Система может разбрызгивать, подавать масло под низким давлением, либо пускать ее самотеком.
Устройство подает масло под давлением к деталям, которые больше подвержены износу и работают в особенно нагруженных узлах. Этот узел состоит из основных приборов и устройств, в которых хранится смазка, устройств фильтрации и подвода, а также охлаждения масла.
Масло проходит из поддона на маслоприемник, проходит через специальный фильтр в виде сетки. Затем оно поступает к маслонасосу. Из секции нагнетания через специальный канал смазка подается в масляный фильтр, а затем на магистрали. Далее, по смазочным каналам под давлением проходит смазывание ГБЦ и блока цилиндров, а затем к другим узлам, таким как коленвал, газораспределительный механизм, компрессор и топливный насос.
В цилиндрах лишняя смазка снимается при помощи маслосъемных колец, а затем уходит через поршневые канавки далее. Так смазывается опора поршневого пальца в верхней головке.
Из основной магистрали масло подается к термосиловому датчику. Если открыт кран, который включает гидромуфту, тогда обрабатывается и муфта. Если же он находится в закрытом положении, то из фильтров центробежной очистки жидкость подается в поддон.
Если смазки недостаточно, то падает мощность, а также детали терпят повышенный износ, мотор перегревается, плавятся подшипники, а поршни могут заклинить.
Система питания
Двигатель КамАЗ оснащен узлом питания разделительного типа. Здесь разделены ТНВД и форсунки. Топливная система состоит из баков для хранения дизельного горючего, топливных фильтров, насоса низкого давления, ТНВД, а также топливопроводов.
Из топливных баков посредством насоса для подкачки горючее проходит на фильтры очистки. Затем по сети топливопродов низкого давления солярка подается на ТНВД. После ТНВД закачивает дизель под высоким давлением порциями, исходя из режимов работы мотора, через форсунки в цилиндры и камеры сгорания. Форсунки, в свою очередь, распыляют смесь. Лишняя солярка попадает снова в бак посредством перепускного клапана.
Система охлаждения
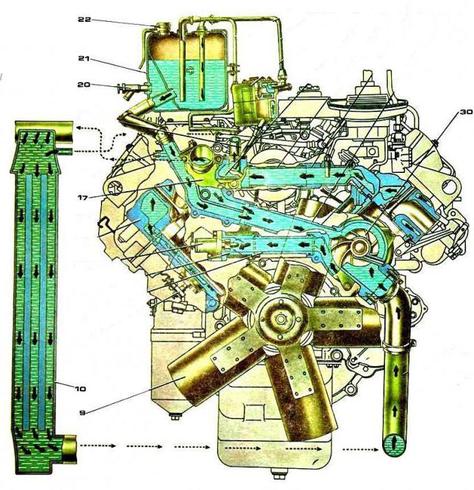
Охлаждение реализовано в виде закрытой системы с жидким охладителем и принудительной циркуляцией.
Охлаждающая жидкость циркулирует под воздействием центробежного насоса. Сначала антифриз попадает в полость левого ряда цилиндров, далее через трубку – в правую полость. Затем смесь омывает гильзы цилиндров, а затем через отверстия – полость ГБЦ.
Дальше горячий охладитель поступает в термостаты, а затем либо в радиатор, либо в водяной насос. Температурные режимы регулируются посредством термостатов и гидромуфт.
Поршни и шатуны

Шатун Камаз-740 стальной, кованый, стержень имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом.
Шатун окончательно обрабатывают в сборе с крышкой, поэтому крышки шатунов не взаимозаменяемы. В верхнюю головку шатуна Камаз-740 запрессована сталебронзовая втулка, а в нижнюю установлены сменные вкладыши.
Крышка нижней головки шатуна Камаз-740 крепится с помощью гаек, навернутых на болты, предварительно запрессованные в стержень шатуна. На крышке и стержне шатуна нанесены метки спаренности — трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

Поршень КамАЗ отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
Поршни Камаз комплектуются тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца. Установка поршней с двигателей Камаз740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца Камаз изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой «верх» должен располагаться со стороны днища поршня.
Устройство двигателя КамАЗ Евро-1
Появилась новая поршневая группа и все элементы новесного потерпели изменения. При этом масса агрегата увеличилась с 760 до 835 кг.
Появились отличия в блоках цилиндров. Увеличилось сечение масляного канала, были перенесены установочные места некоторых узлов и механизмов. Комплектация Евро 1 пополнилась форсунками для охлаждения поршня. Теперь направляющие толкателей присоединили к блоку. Улучшилась экономичность по сравнению с базовой версией.
Устройство двигателя КамАЗ Евро-2
С стандартом Евро-2 начали производиться силовые установки серии 740.31. Здесь был использован турбонаддув с промежуточным охлаждением подаваемого воздуха. Мощность осталась прежней – 240 л.с. при объеме 10,85 литра.
Конструкция отличается от предыдущей версии наличием теплообменника и интеркуллера. Вместо гидромуфты уже используется более современная электромагнитная муфта, также установлена новая помпа и ремни.
Источник статьи: http://chelnyagregatcentre.ru/kamaz-inf/motor_catalog/ustroystvo_dvigatel_kamaz.html
Обслуживание и ремонт двигателя автомобиля КамАЗ
Изучение порядка проведения диагностики и текущего технического обслуживания двигателя автомобиля КамАЗ. Описание технологических процессов по ремонту двигателя автомобиля КамАЗ. Исследование операций по замене коленчатого вала на снятом двигателе КамАЗ.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 12.09.2012 |
| Размер файла | 27,7 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
на тему: «Обслуживание и ремонт двигателя автомобиля КамАЗ»
1. Диагностика, техническое обслуживание и ремонт двигателя автомобиля КамАЗ
2. Описание технологического процесса по замене коленчатого вала на снятом двигателе
Массовое производство автомобилей семейства КамАЗ и их поступление в автотранспортный комплекс страны началось в 1976 г. В ходе производства совершенствовалась конструкция автомобилей и их составных частей, повышалось их качество, накапливался и изучался передовой опыт эксплуатации и ремонта.
Более сложная конструкция автомобилей КамАЗ по сравнению с ранее выпускавшимися в стране автомобилями позволила достичь высокой экономичности, надежности и комфортабельности.
От четкой и слаженной работы всех комплектующих КамАЗа зависит не только более полное использование всех мощностей автомобиля при выполнении различных целевых задач, но и обеспечение норм безопасности движения транспортных средств.
Комплектующие двигателя играют особую роль при эксплуатации автомобиля. Своевременное проведение технического обслуживания и ремонта (текущего и капитального) двигателя нормализует работу автомобиля и позволяет качественно и количественно увеличить срок его эксплуатации.
Состояние организации технического обслуживания и ремонта в современных условиях находится на низком уровне механизации. Это приводит к снижению производительности труда и повышению трудоемкости проводимых работ. При этом роль и значение автомобильного транспорта в транспортной системе непрерывно возрастает. Характерным для автомобильного транспорта на современном этапе развития является концентрация подвижного состава в системе общего использования транспорта, укрупнения автотранспортных предприятий и их специализация по виду перевозок или по типу подвижного состава. В нашей стране техническое обслуживание и ремонт автомобилей проводится на плановой основе, представляющей собой систему технического обслуживания и ремонта, которая состоит из комплекса взаимосвязанных положений и норм, определяющих порядок проведения работ по техническому обслуживанию и ремонту с целью обеспечения заданных показателей качества автомобилей в процессе эксплуатации. На автомобильном транспорте большинство стран также используется планово-предупредительная система, и выполняется регулярно после определенного пробега (наработки) автомобиля, а ремонт, как правило, выполняется по потребности, т.е. после возникновения неисправности или отказа.
Принципиальные основы организации и нормативы технического обслуживания и ремонта регламентируются в нашей стране «Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта», которое является результатом, во-первых, проводимых научных исследований в системе Минавтотранса в области технической эксплуатации автомобилей, во-вторых, опыт передовых автотранспортных предприятий, в третьих, работы, проводимые автомобильной промышленностью по повышению качества автомобилей.
Производственно-технологическая база автомобильного транспорта, назначение которого является: обеспечение требований нормальной технической эксплуатации подвижного состава и в первую очередь должно обеспечивать его работоспособность и надежность, включая в себя комплекс предприятий и сооружений (гаражи, базы централизованного обслуживания, ремонтные заводы, мастерские и др.).
Совокупность предприятий и сооружений вместе с подвижным составом образует основные фонды автомобильного транспорта, эффективное использование которых является основной задачей в сфере автомобильного транспорта
1. Диагностика, техническое обслуживание и ремонт двигателя автомобиля КамАЗ
обслуживание двигатель ремонт коленчатый вал
Разборку, регулировку и испытание двигателя автомобиля КАМАЗ осуществляют на специализированных стендах.
При ремонте и восстановлении узлов и агрегатов двигателей используется уникальное оборудование: стенды, станки:
— Станок расточки блоков двигателей;
— Круглошлифовальный станок для шлифовки коленчатого вала двигателей;
— Плоскошлифовальный станок для восстановления плоскости головок двигателей;
— Стенд для расточки верхней головки шатунов двигателей;
— Станок для восстановления верхней головки шатунов двигателей КАМАЗ;
— Станок для восстановления посадочных мест распределительных валов двигателей;
— Стенд для восстановления клапанов двигателей;
— Стенд для расточки поворотных кулаков двигателей КАМАЗ;
— Стенд испытаний ТНВД дизельного двигателя;
— Стенд для регулировки форсунок двигателя;
Поперечный разрез двигателя автомобиля КамАЗ представлен на рисунке 1 приложение 1.
Техническое обслуживание двигателя в начальный период эксплуатации.
Для технического обслуживания двигателя кабину необходимо поднять в первое положение и надежно зафиксировать с помощью ограничителя объема. Верхняя и нижняя стойки ограничителя должны стопориться крючком защелки. При ТО-1000 проверяют системы охлаждения, смазки, выпуска газов, регулируют тепловые зазоры клапанов.
Для разборки двигатель вначале устанавливают на подставку. Для демонтажа стартера отвертывают и снимают гайку с пружинной шайбой, шпильки и болты крепления стартера к картеру маховика, выдвигают стартер в направлении передней части двигателя и снимают его. Затем отвертывают болты крепления полнопоточного фильтра очистки масла, снимают фильтр в сборе и прокладку фильтра. Отвернув и сняв гайки крепления патрубка выпускного коллектора с шайбами, болты крепления выпускного коллектора с шайбами, снимают выпускной коллектор в сборе со втулками и патрубком, а также прокладки с одной стороны. Аналогично снимают выпускной коллектор с другой стороны.
Затем отвертывают гайки, снимают болты и кронштейны передней подвески двигателя с двух сторон блока цилиндров. Отвернув болты крепления патрубков предпускового подогревателя к водяной полости блока цилиндров, снимают болты с шайбами, патрубки с прокладками и заглушки водяных полостей с двух сторон двигателя. Отвернув и сняв болты с шайбами крепления скоб, выдвигают наружу стержни привода управления сливными краниками, отвертывают и снимают сливные краники системы охлаждения.
После выполненных предварительных операций на двигатель монтируют планшайбы (кронштейны) для его установки на стенд-кантователь и закрепляют двигатель на стенде.
Для снятия с двигателя рычага переключения передач нужно отвернуть и снять боты крепления кронштейна рычага наконечника с шайбами, болты крепления заднего кронштейна тяги, болт с шайбой клеммового соединения головки и снять с двигателя рычаг переключения в сборе с опорой.
Для автомобилей ранних выпусков следует отвернуть и снять с левого впускного коллектора индикатор засоренности воздушного фильтра и закрыть отверстие заглушкой.
Отвернув штуцер соединительной трубки от компрессора к расширительному бачку, отсоединяют трубку от угольника.
Отвернув и сняв гайку крепления хомута с шайбой, снимают хомут со шпильки. Затем отвертывают винт крепления стяжного хомута рукава воздухоотводящей трубки и отсоединяют рукав от трубки. Аналогично рассоединяют рукав и перепускную трубу расширительного бачка. Для отсоединения перепускной трубы от штуцера левой водосборной трубы следует отвернуть накидную гайку. Отвернув гайки и сняв их вместе с шайбами и болтами крепления верхней скобы расширительного бачка, снимают скобу с прокладкой. а затем расширительный бачок в сборе с трубками. Отвернув и сняв гайки крепления кронштейна расширительно бачка с шайбами, снимают кронштейн и прокладку со шпилек.
Для снятия дисков сцепления в нажимной диск следует ввернуть четыре стяжных болта М10 х 1,25 х 65 до упора в кожух сцепления. Расстопорив стопорные шайбы, отвертывают болты крепления кожуха к маховику, после чего снимают нажимной диск с кожухом в сборе, средний ведущий диск и ведомые диски.
Для снятия генератора следует отвернуть гайку, ослабить гайку шпильки и стяжной болт разрезной опоры крепления генератора. Отвернув болт крепления натяжной планки генератора, сдвигают генератор вниз и снимают приводные ремни. Отвернув гайку шпильки и стяжной болт, снимают генератор с двигателя в направлении передней части двигателя, после чего снимают палец.
Для снятия компрессора отвертывают накидную гайку соединительной муфты трубки подвода охлаждающей жидкости к компрессору и отсоединяют трубку от угольника компрессора. Отвернув и сняв гайки крепления фланца трубки подвода охлаждающей жидкости к компрессору с шайбами, снимают фланец в сборе с трубкой и прокладкой со шпилек правой водяной трубы. Отвернув гайки крепления патрубка подвода воздуха к компрессору из правого воздуховыпускного коллектора и сняв гайки с шайбами, отвертывают и снимают болты крепления компрессора с шайбами, компрессор в сборе, прокладку корпуса компрессора и прокладку патрубка подвода воздуха.
Насос гидроусилителя руля снимают, предварительно отвернув болты крепления к левому впускному коллектору кляммеров трубы высокого давления гидроусилителя руля. Сняв болты с шайбами, кляммеры и прокладки, отвертывают болты крепления насоса гидроусилителя руля, снимают болты с шайбами, насос в сборе с трубками и прокладку насоса.
Демонтаж труб вентиляции картера двигателя выполняют в следующем порядке. Отвертывают болт крепления кляммера трубки отвода газов к блоку цилиндров и снимают болт и шайбу. Отвернув винт хомута крепления переходного патрубка к патрубку сапуна, снимают гайку, хомут и отсоединяют переходной патрубок в сборе с трубкой отвода газов от патрубка сапуна.
Перед снятием фильтра центробежной очистки масла вынимают указатель уровня масла с уплотнителем из блока цилиндров, отвертывают болт крепления к блоку цилиндров трубки указателя уровня масла, снимают болт с шайбой и вынимают трубку указателя уровня масла с уплотнительным кольцом в сборе. Затем отвертывают болты крепления фильтра центробежной очистки масла, снимают болты с шайбами, фильтр и прокладку фильтра.
Отвернув и сняв болты крепления крышек головок цилиндров, шайбы, крышки и прокладки, повертывают двигатель на стенде картером маховика вниз. Для снятия поддона масляного картера и прокладки поддона отвертывают гайки шпилек и болты крепления поддона.
Демонтаж масляного насоса выполняют в следующем порядке. Отвернув болты крепления переднего фланца трубки клапана смазочной системы к масляному насосу, снимают болты с пружинными шайбами и прокладку переднего фланца. Отвернув болт крепления кронштейна всасывающей трубки к блоку цилиндров, снимают болт с шайбой. Отвернув болты крепления масляного насоса к блоку цилиндров, снимают болты с шайбами, масляный насос в сборе со всасывающей трубкой и регулировочную прокладку. На двигателях выпуска после 15.02.80 г. с номерами свыше 163856 вместо замковых шайб устанавливают пружинные шайбы.
После выполнения указанных операций рекомендуется произвести наружную и внутреннюю мойку двигателя, после чего выполнить следующие операции.
Установив двигатель на стенд для разборки-сборки, отвертывают гайки с шайбами крепления скоб топливопроводов высокого давления, после чего снимают скобы, прокладки скоб и втулки. Далее отвертывают накидные гайки трубопроводов высокого давления от штуцеров секций ТНВД и от форсунок, снимают трубопроводы высокого давления с двигателя и устанавливают заглушки в освободившиеся отверстия форсунок, топливопроводов и секций ТНВД. Отвернув болт с шайбой крепления кляммера топливопровода подвода топлива к фильтру тонкой очистки топлива от топливоподкачивающего насоса, отвертывают гайку с шайбой и снимают скобу крепления топливопроводов с прокладкой и втулку. Затем, отвернув гайку крепления к штуцеру топливопровода подвода топлива от фильтра грубой очистки топлива к ТНВД и вывернув болт из отверстия крепления скобы топливопровода, снимают скобу, прокладку и втулку скобы, снимают подводящий топливопровод с двигателя и устанавливают заглушки в отверстия под топливопровод на насосе низкого давления и в топливопровод. Отвернув болты с прокладками, снимают топливопровод с кляммером, а отверстия в насосе и фильтре закрывают технологическими заглушками. Сняв топливопровод подвода топлива от фильтра тонкой очистки топлива к ТНВД и отвернув болты, снимают прокладки и топливопровод подвода топлива к электромагнитному клапану, после чего закрывают отверстия технологическими заглушками.
Отвернув болт, отсоединяют от фильтра тонкой очистки топлива дренажный топливопровод с прокладками и топливопровод, после чего отвертывают болт, соединяющий с ТНВД топливопровод и снимают его. Отверстия в ТНВД и фильтре следует закрыть технологическими заглушками.
Отвернув накидные гайки, следует отсоединить подводящие топпивопроводы от факельных свечей. Далее, вывернув болты с шайбами крепления кронштейна электромагнитного клапана, снимают с двигателя электромагнитный клапан в сборе с трубками и кронштейном. От форсунок отсоединяют дренажные топливопроводы, которые крепятся болтами. Отвернув болты с шайбами крепления кляммеров дренажной трубки и болт ее крепления от тройника, снимают трубку с двигателя. Затем с двигателя снимают дренажный топливопровод в сборе с тройником, который крепится болтом с шайбой. В отверстия форсунок и дренажных топливопроводов вставляют технологические заглушки. Далее вывертывают болты с прокладками крепления трубки подвода масла к ТНВД и к блоку цилиндров, после чего трубку снимают с двигателя. От блока цилиндров отсоединяют крепящийся болтами с шайбами фланец трубки отвода масла.
Отвернув болты с пружинными и плоскими шайбами отсоединяют задние пластины ведущей полумуфты от ведущей полумуфты привода ТНВД. Затяжку стяжного болта переднего фланца ведущей полумуфты следует ослабить, предварительно провернув монтажной лопаткой через люк в картере маховика коленчатый вал настолько, чтобы головка болта находилась сверху. Проворачивая коленчатый вал двигателя на необходимый угол, следует отвернуть болты с пружинными и плоскими шайбами крепления переднего фланца ведущей полумуфты привода ТНВД к фланцу ведомой полумуфты и снять ведущую полумуфту привода ТНВД в сборе с передним фланцем и передними пластинами, после чего задвинуть ведущую полумуфту во фланец. Отвернув болты с пружинными и плоскими шайбами крепления задних пластин к заднему фланцу ведущей полумуфты привода, снимают задние пластины ведущей полумуфты, после чего, отвернув гайку с пружинной шайбой, снимают задний фланец с помощью съемника.
Болты с шайбами, установленные в пробки корпуса ТНВД, следует отвернуть, после чего снять ТНВД в сборе с двигателя.
Для того чтобы снять фильтр тонкой очистки топлива в сборе, требуется отвернуть гайки с шайбами крепления фильтра. Далее необходимо вывернуть факельные запальные свечи из резьбовых отверстий правого и левого впускных коллекторов воздуха. Отвернув гайки с шайбами крепления прижимных скоб форсунок, следует снять скобы, после чего при помощи съемника снять с двигателя форсунки левой и правой сторон блока цилиндров двигателя и установить технологические заглушки на форсунки и двигатель.
Отвернув болты с волнистыми шайбами крепления соединительного патрубка к выпускным коллекторам, следует снять патрубок и прокладки, после чего отвернуть и снять болты с шайбами крепления правого и левого впускных коллекторов к двигателю, впускные коллекторы и прокладки коллекторов.
Затем отвертывают и снимают болты с шайбами крепления соединительного фланца коробки термостатов, болты с шайбами крепления коробки термостатов, снимают коробку термостатов в сборе, отсоединяют перепускную трубу, снимают соединительный фланец и уплотнительное кольцо. Отвернув и сняв болты с шайбами крепления левой и правой водяных труб, снимают водяные трубы в сборе с водяной соединительной трубой и прокладки водяных труб.
Отвернув и сняв болты с шайбами крепления патрубка подводящей трубы правого полублока цилиндров и болты с шайбами крепления жидкостного насоса к двигателю, снимают жидкостный насос в сборе с подводящей трубой и включателем гидромуфты, а также уплотнительные прокладки жидкостного насоса.
Окончательная разборка двигателя.
Установив подразобранный двигатель на стенд для разборки-сборки, вывертывают из блока цилиндров передний рым-болт и снимают регулировочные шайбы.
Отвернув и сняв болты с шайбами крепления корпуса заднего подшипника привода ТНВД, снимают корпус в сборе с манжетой и прокладку. Затем снимают шестерню привода ТНВД в сборе с валом.
Отвернув и сняв болты с шайбами крепления головки цилиндров, снимают головку с клапанами в сборе, уплотнительное кольцо и прокладку головки цилиндра, после чего из блока цилиндров вынимают штанги толкателей в сборе. Эту операцию выполняют для всех восьми цилиндров.
Отвернув болты крепления выключателя гидромуфты к нагнетательному патрубку, снимают болты с пружинными и плоскими шайбами, выключатель гидромуфты и прокладку.
Отвернув и сняв болты с шайбами крепления передней крышки к блоку цилиндров, снимают гидромуфту привода вентилятора в сборе с передней крышкой и прокладку с переднего торца блока цилиндров, после чего вынимают вал привода гидромуфты.
Отогнув усы замковых шайб, отвертывают болты крепления полумуфты отбора мощности к коленчатому валу и снимают полумуфту. Для снятия с коленчатого вала маховика отгибают усики замковых пластин (только на двигателях с номерами до 75800), отвертывают болты крепления маховика и снимают замковые пластины (при их наличии). В отверстия маховика завертывают до упора в торец ступицы два технологических болта и, попеременно завертывая их на несколько оборотов, снимают маховик. Отвернув и сняв болты с шайбами крепления картера маховика к блоку цилиндров, снимают картер и прокладку.
Повернув двигатель на стенде картером блока цилиндров вверх, поворачивают коленчатый вал с помощью рычага так, чтобы шатунная шейка первого и пятого цилиндров находилась в нижней мертвой точке. Нумерацию шеек ведут от передней части коленчатого вала. Отвернув гайки болтов крепления крышки шатуна первого цилиндра, устанавливают на крышку шатуна съемник и с его помощью снимают крышку, затем вынимают шатунные болты и укладывают их по порядку. Аналогично снимают крышку шатуна пятого цилиндра (номера цилиндров выбиты на крышках шатунов).
Повернув коленчатый вал так, чтобы шатунная шейка первого и пятого цилиндров находилась в верхней мертвой точке, легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна пятого цилиндра выбивают поршень в сборе с шатуном и кольцами из блока цилиндров. Вынув из крышки и нижней головки шатуна вкладыши, устанавливают крышку на шатун и закрепляют их болтами с гайками. Аналогично извлекают поршни в сборе из остальных цилиндров.
Отогнув усы замковой шайбы, вывертывают и снимают болт с шайбами крепления ведущей шестерни привода распределительного вала, снимают шестерню вместе с промежуточной шестерней привода распределительного вала с оси. Отогнув усы замковых шайб, отвертывают и снимают болты с шайбами крепления оси ведущей шестерни привода распределительного вала и снимают ось с блока цилиндров.
Для снятия крышек коренных подшипников коленчатого вала отвертывают и снимают стяжные болты с шайбами. Крышки коренных подшипников снимают с блока цилиндров с помощью специального приспособления.
Сняв нижние и верхние упорные полукольца, извлекают коленчатый вал в сборе из блока цилиндров, вынимают вкладыши коренных подшипников из постелей блока цилиндров и вкладыши из крышек коренных подшипников, после чего устанавливают крышки на свои места в блоке цилиндров и закрепляют их болтами с шайбами.
Гильзы цилиндров извлекают из блока с помощью съемника И- 801.05.000. С гильз снимают верхние уплотнительные кольца, а нижние уплотнительные кольца вынимают из блока цилиндров.
Отогнув усы замковых шайб, отвертывают и снимают болты крепления корпуса подшипника распределительного вала с шайбами, извлекают распределительный вал в сборе из блока цилиндров и вынимают толкатели из направляющих толкателей. Отогнув усы стопорной шайбы, отвертывают и снимают болты с шайбами и уплотнительными кольцами, снимают направляющие толкателей.
Закончив разборку двигателя, снимают блок цилиндров со стенда.
2. Описание технологического процесса по замене коленчатого вала на снятом двигателе
Коленчатый вал изготовлен из стали горячей штамповкой. Шатунные и коренные шейки упрочнены азотированием или закалкой токами высокой частоты. Вал имеет пять коренных и четыре шатунные шейки. Полости шатунных шеек соединены наклонными отверстиями с поперечными каналами в коренных шейках. Во внутренних полостях шеек масло подвергается дополнительной центробежной очистке. Для сбора загрязнений установлены втулки, закрытые заглушками. На носке коленчатого вала установлена шестерня привода масляного насоса, а на хвостовике — ведущая шестерня с сборе с маслоотражателем. На вал напрессованы съемные противовесы. Осевые перемещения коленчатого вала ограничены четырьмя сталеалюминевыми кольцами, установленными в проточках задней коренной опоры таким образом, что сторона с канавками прилегает к упорным торцам вала, а усик кольца входит в паз на крышке заднего коренного подшипника. Хвостовик коленчатого вала уплотнен резиновым самоподжимным сальником, установленным в картере маховика. Коренные и шатунные шейки коленчатого вала вращаются в трехслойных тонкостенных сталебронзовых вкладышах. Коленчатый вал показан на рисунке 2 приложение 2.
Для разборки я устанавливаю коленчатый вал на стенд. Разогнув усики замковых шайб, отвертываю и снимаю болты с шайбами, после чего снимаю шайбу носка коленчатого вала. С шейки заднего конца коленчатого вала с помощью съемника спрессовываю задний противовес вместе с распределительной шестерней и маслоотражателем, а с шейки переднего конца коленчатого вала — передний противовес с ведущей шестерней привода масляного насоса.
Из шеек переднего и заднего концов коленчатого вала выпрессовываю сегментные шпонки. Для выпрессовки из отверстий шатунных шеек заглушки в нее устанавливаю оправку с шипом и пробиваю отверстие в донышке, одновременно осадив заглушку вниз на 4-5 мм, затем захватываю заглушку через отверстие крючком и выбиваю.
Из масляного канала переднего конца коленчатого вала вывертываю свертыш. Из гнезда заднего конца коленчатого вала с помощью съемника впрессовываю подшипник. При необходимости замены установочных штифтов их также впрессовываю. С распределительной шестерни спрессовываю маслоотражатель и снимаю коленчатый вал со стенда.
Коленчатый вал и снятые детали мою и дефектную.
Коленчатый вал бракуется при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передний противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса до ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливаю под ремонтные размеры. Этим же способом устраняю и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм.
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм провожу обработку под ремонтный размер 36,5+0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, выкрашивании на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
После восстановления коленчатый вал устанавливаю на стенд для сборки, продуваю внутренние каналы и полости сжатым воздухом. Винг-заглушку ввертываю в масляный канал переднего конца коленчатого вала. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.
В гнездо заднего конца коленчатого вала запрессовываю подшипник. В отверстие переднего конца коленчатого вала запрессовываю штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовываю сегментные шпонки.
Маслоотражатель напрессовываю на распределительную шестерню коленчатого вала до упора в торец шестерни. Напрессовку шестерни привода масляного насоса и переднего противовеса на шейку переднего конца коленчатого вала, а также распределительной шестерни в сборе с маслоотражателем и заднего противовеса на шейку заднего конца коленчатого вала произвожу с предварительным нагревом напрессовываемых деталей в масле до 105?С. Напрессовку веду до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовываю установочные штифты (если они были сняты). Выcтyпaние штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовываю на глубину 0,5 мм заглушки и развальцовываю их. Для выполнения этих операций использую оправки.
Герметичность заглушек коленчатого вала проверяю с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливаю на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открываю доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6кгс/см2) утечка должна быть не более 15 см3/мин. Проверку повторяю три раза.
Установив на коленчатый вал полумуфту отбора мощности, надеваю на болты замковые шайбы, завертывают болты, и отгибаю усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу носка коленчатого вала, надеваю на болты замковые шайбы, завертываю болты и отгибаю усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимаю со стенда.
Первоначально функции фирменной системы состояли в обеспечении автотранспортных предприятии запасными частями, сборе, доставке и выдаче заказчику агрегатов (двигателей, коробок передач и главных передач), проходящих капитальный ремонт на заводах фирменной системы.
Дальнейшее развитие и формирование рынка услуг вызвали необходимость сокращения объемов капитального ремонта и перехода к более эффективной стратегии ремонта, предусматривающей выполнение в ремонтном цикле централизованных ремонтов по техническому состоянию, позволяющих достичь требуемой долговечности составных частей автомобилей и нормативных ресурсов агрегатов до капитального ремонта и списания.
1. В.И. Карагодин, Д.В. Карагодин. Автомобили КамАЗ: устройство, техническое обслуживание и ремонт. — М.: «Транспорт», 2001. — 342 с.
2. В.Л. Роговцев, А.Г. Пузанков, В.Д. Олдфильд. Устройство и эксплуатация автотранспортных средств. — М.: «Транспорт», 1997.
3. Руководство по ремонту и техническому обслуживанию автомобилей КамАЗ. М., 2001. 289с.
Размещено на Allbest.ru
Подобные документы
Обзор технических характеристик автомобиля КамАЗ-5460, технический анализ конструктивных особенностей двигателя и организация текущего ремонта. Организация технического осмотра и изучение технологии ремонта двигателя и восстановления коленчатого вала.
курсовая работа [2,0 M], добавлен 16.06.2011
Краткая техническая характеристика КамАЗ-4310. Различные типы работ при техническом обслуживании автомобиля КамАЗ-4310, их особенности и периодичность выполнения. Обзор инструментов и оборудования для проведения каждого вида технического обслуживания.
контрольная работа [330,0 K], добавлен 17.12.2014
Описание трёхосного бортового грузового автомобиля-тягача КамАЗ-5320. Корректировка нормативных сроков технического обслуживания и ремонта. Расчёт их общей годовой трудоёмкости. Определение производственных площадей зоны ТО, ТР, выбор средств диагностики.
курсовая работа [236,3 K], добавлен 16.09.2015
Этапы и правила восстановления коленчатого вала компрессора автомобиля КаМАЗ. Описание детали и условий работы коленчатого вала. План технологических операций, направленных на устранение дефекта. Расчет приспособления, проект производственного участка.
курсовая работа [176,5 K], добавлен 19.04.2011
Технологический процесс сборки двигателя. Испытание двигателя. Оборудование, приборы, инструмент. Холодная обкатка двигателя. Горячая обкатка двигателя. Контрольная приемка двигателя. Безопасность труда при ремонте автомобилей. Охрана окружающей среды.
дипломная работа [217,1 K], добавлен 17.12.2005
Разработка способа ремонта азотированного коленчатого вала двигателя Евро-2 КАМАЗ 740. Требования безопасности при работе с абразивным и эльборовым инструментом. Опасные производственные факторы на рабочем месте шлифовщика. Суммарная смета годовых затрат.
дипломная работа [1,5 M], добавлен 17.12.2012
Удовлетворение потребности в перевозках в заданные сроки и в требуемом объеме — задача автомобильного транспорта. Технологический расчет проектируемого предприятия, предназначенного для проведения технического обслуживания и ремонта автомобиля КамАЗ-5320.
курсовая работа [565,1 K], добавлен 07.10.2011
Источник статьи: http://otherreferats.allbest.ru/transport/00207090_0.html